 模具专业毕业设计说明书
模具专业毕业设计说明书

《模具专业毕业设计说明书》由会员分享,可在线阅读,更多相关《模具专业毕业设计说明书(11页珍藏版)》请在装配图网上搜索。
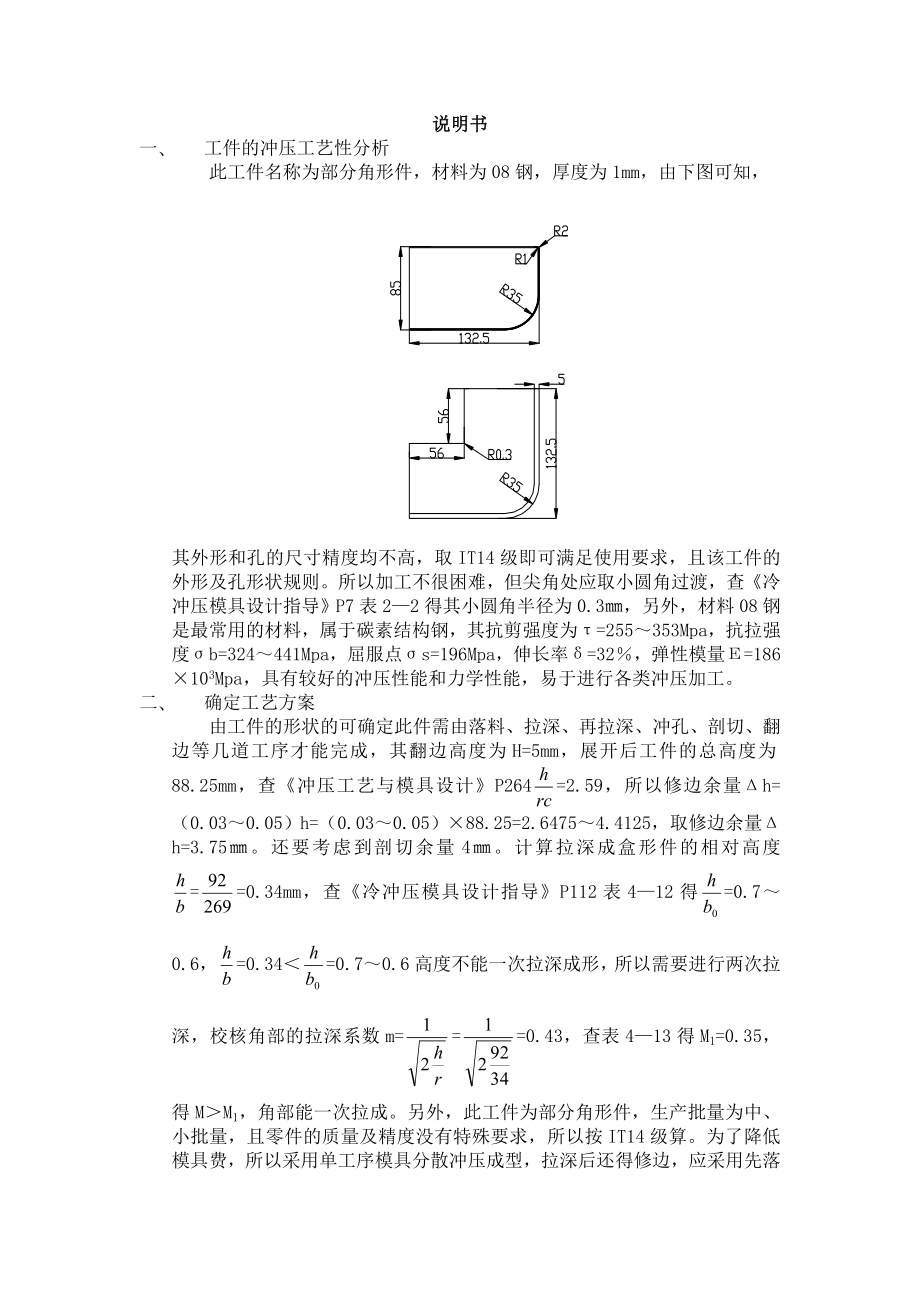
1、说明书一、 工件的冲压工艺性分析此工件名称为部分角形件,材料为08钢,厚度为1mm,由下图可知,其外形和孔的尺寸精度均不高,取IT14级即可满足使用要求,且该工件的外形及孔形状规则。所以加工不很困难,但尖角处应取小圆角过渡,查冷冲压模具设计指导P7表22得其小圆角半径为0.3,另外,材料08钢是最常用的材料,属于碳素结构钢,其抗剪强度为=255353Mpa,抗拉强度b=324441Mpa,屈服点s=196Mpa,伸长率=32,弹性模量=186103Mpa,具有较好的冲压性能和力学性能,易于进行各类冲压加工。二、 确定工艺方案由工件的形状的可确定此件需由落料、拉深、再拉深、冲孔、剖切、翻边等几道
2、工序才能完成,其翻边高度为H=5mm,展开后工件的总高度为88.25mm,查冲压工艺与模具设计P264=2.59,所以修边余量h=(0.030.05)h=(0.030.05)88.25=2.64754.4125,取修边余量h=3.75。还要考虑到剖切余量4。计算拉深成盒形件的相对高度=0.34mm,查冷冲压模具设计指导P112表412得=0.70.6,=0.34=0.70.6高度不能一次拉深成形,所以需要进行两次拉深,校核角部的拉深系数m=0.43,查表413得M1=0.35,得MM1,角部能一次拉成。另外,此工件为部分角形件,生产批量为中、小批量,且零件的质量及精度没有特殊要求,所以按IT1
3、4级算。为了降低模具费,所以采用单工序模具分散冲压成型,拉深后还得修边,应采用先落料、拉深、再拉深、修边、冲孔、剖切、翻边的工序组合。三、 毛坯尺寸的展开计算1、工序分析由上面分析知,此工件应先落料、拉深、再拉深、修边、冲孔、剖切、翻边等工序组成,所以应由工件先计算出拉深、翻边、落料等的毛坯尺寸。2、翻边的毛坯尺寸计算查实用冲压工艺及模具设计手册P598页翻边的展开长度按式W=A+B-J计算,其中J为修正量,由本页图820查得J取1.75,所以W=A+B-J=85+5-1.75=88.25mm。3、再拉深时的毛坯尺寸计算查书实用冲压工艺及模具设计手册P516页第一次拉深后为圆筒形件Dn-1=1
4、.41B-0.82r+2式中B=269,r=34,=(0.20.25)r=(0.20.25)34=6.88.5所以Dn-1=1.41B-0.82r+2=1.41269-0.8234+2(6.88.5)=366取首次拉深凹模圆角半径rn=(106)t=10,首次拉深后制件的直径为d1=366,并且第一次拉深后的半径应大于第二次拉深后的半径,所以取首次拉深凸模圆角半径r1=40.高度h=1/4(D2/dn-dn+1.72rn+0.57rn2/dn)=56.375mm=544、第一次拉深时毛坯尺寸计算查冷冲压模具设计指导P110页 r=r底D=1.13=1.13=437四、模具设计(一)、第二次拉深
5、模1、模具及工件的工艺性分析 前一次拉深工件图第二次拉深工件图零件的生产工序为落料、拉深、再拉深、修边、冲孔、一次剖切、二次剖切、翻边。模具采用单工序制作,由于第二次拉深模凸、凹模间隙较大,所以不需要精确的导向及标准模架进行导向,该件外形简单,形状规则,而且拉深过程中无较小圆角半径等问题,零件尺寸公差无特殊要求,按IT14级选取,选用普通的倒装式模具可达到拉深要求要求。2、确定工艺方案零件属于中、小批量生产,工艺性较好。由于零件为规则的方盒形件,采用单工序模即可达到要求。3、工艺与设计计算(1)凸、凹模尺寸计算凹模+成形凹模凹模圆角半径+顶出装置高度+件的高度所以凹模高度根据实际情况的需要取1
6、10,成形凹模高度为20,圆角取前一道工序的0.7-0.8倍的前一次拉深圆角直径,即r=8mm根据情况凸模H定为220 LB=267267凸、凹模刃口尺寸查冷冲压模具设计指导P210表814公差=1.3查冷冲压模具设计指导P126表434得p=0.06 d=0.08查冷冲压模具设计指导P125表432得单边间隙=(11.1)t,Z=22.2查冷冲压模具设计指导P125表433凹模尺寸:Ld=(l+0.4+Z)=(269+0.41.4+2.1)=271.66凸模尺寸Lp=(l+0.4)=(269+0.41.4)=269.56通气孔直径d查冷冲压模具设计指导P311表516得d9.5取10高度h1
7、件高度H=92h1=(510)+H=100(2)、计算拉深力和压边力查冷冲压模具设计指导P119表421得K5=0.9据冷冲压模具设计指导P117表419得拉深力Fl=(4b-1.72r)bk5=(4269-1.7234)14000.9=366.307KN压边力,查冷冲压及塑料成型工艺与模具设计资料P124表1-4-26得F压=/4D2-(d1-2rd)2p查冷冲压及塑料成型工艺与模具设计资料P124表1-4-28得单位压边力P=2.53带入数据F压=/43662-(269+234)2(2.53)=48.01KN所以F总=Pl+F压=366.307KN+48.01KN=414.317KN取JC
8、2363压力机 F压=630KN(0.70.8)F公=441504KN414.317KN441504KN4、计算或估算模具各主要零件的外形尺寸(1)工作零件对于拉深模,由计算可知件一次拉深圆角部分能完成,但高度部分不能一次拉成,故采用两次拉深。需要两套拉深模具来完成。第二次拉深是将圆筒形件拉成所需要的方形盒件,在拉深过程中,由于空气压力的作用或润滑油的粘性等因素,使工件很易粘在凸模上,所以设计凸模时还应有通气孔,其通气孔的直径大小和高度由查表选取。拉深模按普通的倒装式设计,选用单动压力机,上装弹性装置及通用弹顶器就能对工件进行压边,凹模内放推板,选有模柄孔的旋入式模柄,孔内放入顶杆即可将工件顶
9、出。有压边装置,便于采用通用的弹顶装置,以保证之间的定位精度。由于拉深件无特殊要求,且拉深件高度较高,凹模作成分体式较经济性,所以成型凹模材料选Cr12MoV,热处理硬度为60-64HRC,周界尺寸为LBH=53053020mm,凹模为45号钢,周界尺寸为LBH=530530110mm,凸模材料选CrWMn,热处理硬度为58-62HRC,周界尺寸为LBH=267267220mm。由于拉深件高度较高,而且凹模内还有推板的厚度,所以凸模固定板厚度H10.4H=0.413050,周界长度与凹模相同,530530。为保证模具固定,所以,模座长边比凸模固定板多4070的余量所以取模座外形尺寸为63053
10、050。(2)、定位零件由于前一次拉深得工件为圆筒件,不好定位和装卡,所以采用前一次拉深凸模内径配作压边圈的外径,跟凹模单边留有0.1-.05mm的间隙,并且留出台阶,另外在压边圈与凹模之间还设置了限位柱,为了控制压边圈与凹模之间的间隙,以克服在拉深后期由于压边力过大造成工件底角附近板料过分减薄,甚至拉破等现象。拉深时直接把工件倒扣在压边圈上,因此压边圈的高度应大于前次工序件的高度(3)、卸料和推件装置拉深完的工件在回程由推件板从凹模内推出,进行卸料。由于模具是倒装,推板由放在模柄内的顶杆顶出,成型凹模比凹模单边留有4的台阶以致推板不能随件落下,而一直留在型腔内,所以顶杆采用普通的圆柱销即能工
11、作,为了保证拉深完的件能在顺利卸料,把推板作成台阶式,而且工件尺寸较大,凹模、成型凹模和上模座板用螺钉和销钉连接在一起,5、模具总体设计有了上述各步计算所得的数据及确定的工艺方案,便可以对模具进行总体设计并画出草图。根据凹模的外形尺寸,下模板的外形尺寸63053050。上模板的外形尺寸53053040。6、选定设备查冷冲压模具设计指导P119表421得K5=0.9据冷冲压模具设计指导P117表419得拉深力Fl=(4b-1.72r)bk5=(4269-1.7234)14000.9=366.307KN压边力,查冷冲压及塑料成型工艺与模具设计资料P124表1-4-26得F压=/4D2-(d1-2r
12、d)2p查冷冲压及塑料成型工艺与模具设计资料P124表1-4-28得单位压边力P=2.53带入数据F压=/43662-(269+234)2(2.53)=48.01KN所以F总=Pl+F压=366.307KN+48.01KN=414.317KN,取JC2363压力机,F压=630KN公称压力630KN;滑块行程100;最大封闭高度390;工作台尺寸:前后570,左右860;模柄直径50,深度70;滑块底面尺寸:前后360,左右430。(二)、冲孔模1、冲孔件冲制件为方形如下图2、分析冲孔件的工艺性零件尺寸公差无特殊要求,按IT14级选取,原件冲孔116116处是直角,由于冲裁件的内形转角处应避免
13、尖角,应有适当的圆角,查冲压工艺与模具设计P6表21得圆角半径为0.3,修改后的件图如上所示。3、工艺与设计计算(1)凸、凹模尺寸计算凸模为正方形L=116。凸、凹模刃口尺寸计算查冷冲压模具设计指导P16表212得p=0.025 d=0.035查冷冲压模具设计指导P16表213公差X=0.75查冷冲压模具设计指导P18表216公差=0.87查冷冲压模具设计指导表214凸模尺寸:Bp=(B+X)=(116+0.750.87)=116.6525凹模工作部分尺寸均按凸模研配,保证两侧共有0.640.88的均匀间隙即可凹模厚度H=92+(25)=95是否采用垫板,=(324441)=11.1715.2
14、0千帕p所以得采用垫板(2)、计算冲裁力,压力中心的确定,弹性元件的选用和核算等 a)压力中心的计算由于工件在成型过程中为完全对称的形状,故其压力中心就是其件的中心位置,所以不用计算。b)弹性元件的选用与核算由于采用弹压卸料装置,用橡胶块作为弹性元件,具有承受负荷比弹簧大,具有安全及安装调整方便等优点,冲孔模的工作行程较小,选用橡胶块作为弹压卸料装置的弹性元件更为多见,所以此处选用的是硬度为邵氏7080安的聚氨酯橡胶为弹性元件。由于其性能比合成橡胶优异,不仅可获得较大的压力,而且可延长其使用寿命橡胶高度H=对于硬度为邵氏7080A的合成橡胶,j=35 y=10Hg=t+1 H=8根据实际需要H
15、取20橡胶块截面尺寸计算 A= FF卸=7168N单位压力Fq查冷冲压工艺与模具设计P106表227得Fq=5.6mP,A=12802橡胶高度校核选取弹压卸料螺钉孔直径为d=10.5弹性体外径D=41.7=0.3140.5所以橡胶符合要求4、选择设备及吨位的根据冲孔力F=Ltb=11641400=185.6KN查冷冲压模具设计指导P22表220,K卸=0.040.05F卸=K卸F=0.04185.6=7.424KNF总=F+ F卸=185.6+7.424=193.024KN为了安全起见,选压力机J2335,压力机规格:最大闭合高度300;工作台尺寸:前后380,左右610;模柄直径50,深度7
16、0。滑块行程80;滑块底面尺寸:前后190,左右210。5、模具结构的总体设计(1)工作零件由于在冲孔模之前是第二次拉深后得到的工件为盒形件,为了保证工件的精确定位,及冲孔位置精度的要求,采用再拉深时的凸模形状为凹模且与工件有一定的间隙,既要保证冲孔精度,又不能让工件在凹模上移动。然后直接将盒形件倒扣在凹模上就能精确定位,不过比盒形件的高度高,留出点余量,以免发生件跟下模板碰撞,导致工件冲孔质量得不到保证,甚至报废,采用标准模架。即可满足模具及件的要求。凹模周界尺寸为LBH=26726795mm,材料选用9Mn2V,凸模周界尺寸为LBH=11611678mm,材料选T10A(2)定位零件由于前
17、一次拉深得工件为方盒形件,不好定位和装卡,采用第二次拉深时的凸模的内径为标准进行配作冲孔件的凹模,所以采用前一次拉深凸模内径配作压边圈的外径,跟凹模单边留有0.1-.05mm的间隙,拉深时直接把工件倒扣在凹模上,因此凹模的高度应大于前次工序件的高度,取95mm。(3)卸料与推件装置由于工件是倒扣在凹模上,在凸模冲裁完,后回程时,工件很容易套在凸模上面,采用弹压卸料板和弹性元件橡胶进行卸料,这样可以减小元件在凸模工作完回程时工件套在凸模上起皱等现象的发生。弹压卸料板、橡胶、凸模固定板、垫板和上模座板用螺钉和销钉连接在一起,弹压卸料板与凹模之间应用合适的间隙,在弹压卸料板无精确导向时,其型孔与凹模
18、之间的双边间隙可取0.10.3mm,为确保卸料可靠,装配模具时,弹压卸料板的压料面应超出凸模端面0.20.5mm。5、强度校核凸模一般不用校核,但对于特别细长的凸模或凸模断面尺寸小而板料厚度大时,则应进行强度校核。而此冲孔凸模截面尺寸相对板料厚度大,且凸模粗大,所以此凸模不必进行强度校核。(五)、剖切模1、确定工艺方案冲制件为方形如下图零件尺寸公差无特殊要求,按IT14级选取,零件属于中、小批量生产,工艺性较好,由于模具的要求也不用太高,所以据综合要求模具采用单工序生产,选用标准模架比较经济性。2、工艺与设计计算(1)凸、凹模尺寸计算凸模为长方形L=269,B=4。由于剖切相当于斜刃冲裁,由于
19、工件尺寸比较大,所以凸、凹模刃口尺寸按直边冲孔计算查冷冲压模具设计指导P18表216公差=0.048,=0.21,X=0.048,X=0.21查冷冲压模具设计指导表214凸模尺寸:Lp=(L+X)=(4+0.048)=4.048 Bp=(B+X)=(289+0.21)=289.21 凹模尺寸按凸模尺寸配制,其双面间隙为0.06-0.08为了留出足够的让凸模量,以致凸模能完全剖切凹模厚度H=110是否采用垫板,=(324441)=164.4220.5p所以得采用垫板2)、计算冲裁力,压力中心的确定a)压力中心的计算由于工件在成型过程中为完全对称的形状,故其压力中心就是其件的中心位置,所以不用计算
20、。2)选择设备及吨位的根据 为了保证剖切制件的工艺性要求,模具的冲裁力按直边的冲孔力计算,F=Ltb=(269+4)23001=163.8KN由于压力机闭合高度不够,所以选大一号压力机J2335,压力机规格:最大闭合高度300;工作台尺寸:前后380,左右610;模柄直径50,深度70。滑块行程80;滑块底面尺寸:前后190,左右210。3、模具的总体结构设计(1)工作零件将盒形件切成4均分,需要两次剖切才能完成。第一次剖切与第二次剖切的模具结构基本相同,只是第二次剖切是凹模或凹模框尺寸大小不相同而已,剖切时的凸模工作截面作成4宽的片,而且两边是斜刃的方式剖切便于使盒形件的直边部分先切到,不至
21、于引起变形等,剖切后的废料顺漏料槽排除,件也随着一分为二自己脱落下来,不需要卸料装置。要求模具的定位精度要高,否则制件很易不合格,凸模由于太薄,不好生产,也不好固定,而且如果把凸模固定板做得跟垫板一样尺寸大小的话,不好用销定位凸模,而且由于凸模大而薄,不好加工和生产。所以只好采用护套的形式可以保证凸模的准确定位和工作,通过护套固定在凸模固定板上,凹模和模架及螺钉和孔的尺寸都跟冲孔模一样。便于选材和进料,以及生产等。凹模周界尺寸为LBH=267267110,材料选用9Mn2V,凸模周界尺寸为LBH=2894150mm,材料选T10A(2)定位零件由于前一次拉深得工件为方盒形件,不好定位和装卡,采
22、用冲孔时的凸模的内径为标准进行配作冲孔件的凹模,所以采用前一次拉深凸模内径配作凹模块外径,跟凹模单边留有0.1-.05mm的间隙,剖切时直接把工件倒扣在凹模块上,凹模块由螺钉和销钉固定在下模座上,因此凹模的高度应大于前次工序件的高度,取110mm。(3)卸料与推件装置由于工件是倒扣在凹模上,在凸模冲裁完,后回程时,由于工件相当与斜刃冲裁,所以不需要担心工件很容易套在凸模上,由于剖切模相当于把件一分为二,件和废料切完以后直接落下,省去了卸料装置,使模具更为简单,只需凸模通过销固定在凸模固定块上,再由凸模固定块跟板连接,上模由螺钉和销钉固定上模座、垫板和凸模固定板。4、强度校核凸模一般不用校核,但对于特别细长的凸模或凸模断面尺寸小而板料厚度大时,则应进行强度校核。而此剖切模虽然薄而大。但最小尺寸4(2-3)t,还用护套固定,所以不用校核。六参考文献1、钟毓斌.冲压工艺与模具设计.北京:机械工业出版社,2000.52、王同海 孙胜等编.实用冲压设计技术北京:机械工业出版社.1995.43、王芳主编.冷冲压模具设计指导.北京:机械工业出版社,1999.104、冷冲压及塑料成型工艺与模具设计资料.北京.机械工业出版社5、郑家贤编.实用冲压工艺及模具设计手册. 北京:机械工业出版社,2005.1
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
