 编程题题库
编程题题库

《编程题题库》由会员分享,可在线阅读,更多相关《编程题题库(31页珍藏版)》请在装配图网上搜索。
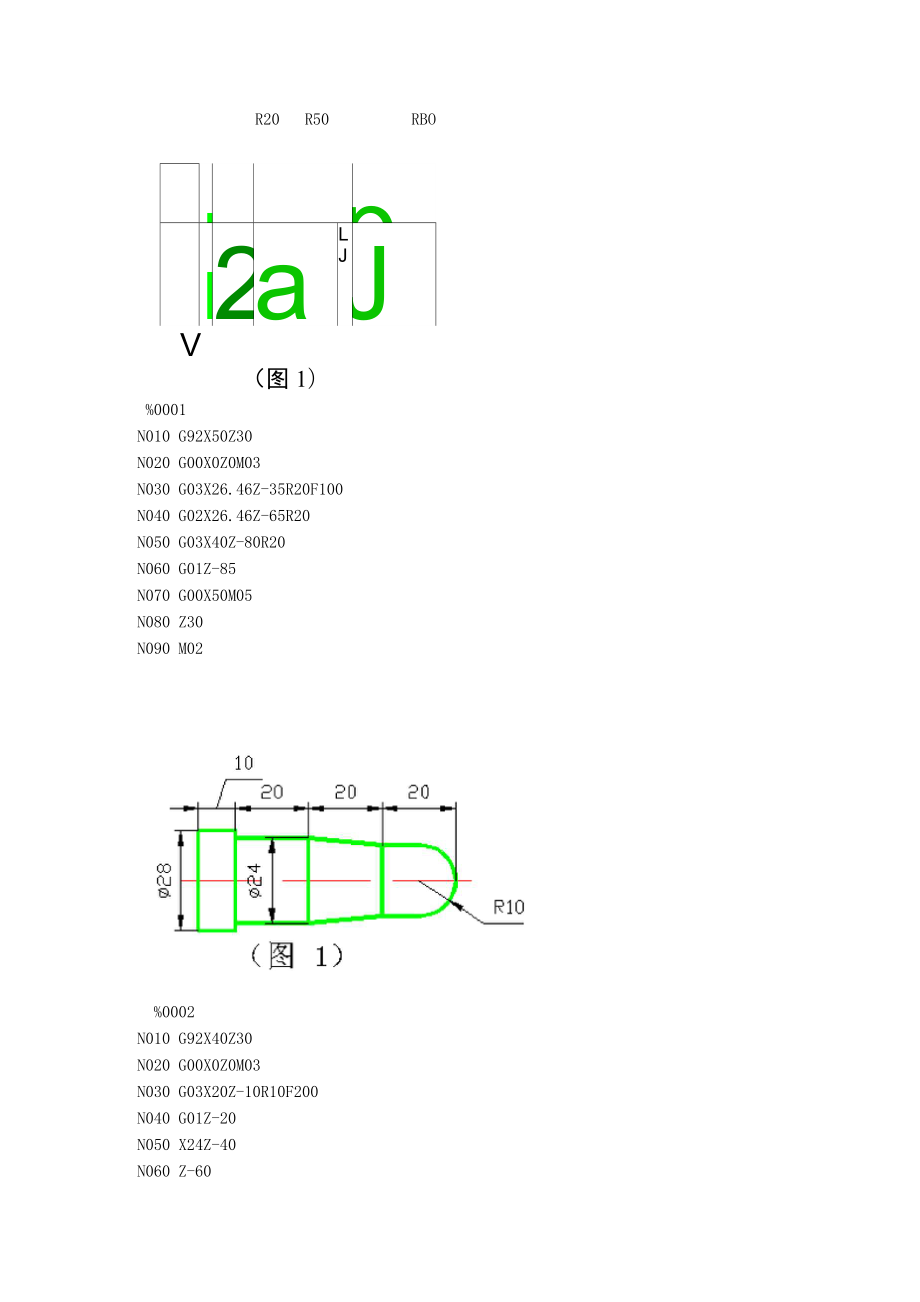
1、R20R50RBOps2aLJJV(图1)%0001N010 G92X50Z30N020 G00X0Z0M03N030 G03X26.46Z-35R20F100N040 G02X26.46Z-65R20N050 G03X40Z-80R20N060 G01Z-85N070 G00X50M05N080 Z30N090 M02%0002N010 G92X40Z30N020 G00X0Z0M03N030 G03X20Z-10R10F200N040 G01Z-20N050 X24Z-40N060 Z-60N070 X28N080 Z-70N090 G00X40M05N100 Z30N110 M025 5
2、 5a.5 4In二果OJLZ(图2)%0005程序号N440 G01Z-16N010 G92X40Z30对刀点N450 X11.88N020 M06T0101换1号刀,粗车外圆N460 X10.88Z-17N030 G00Z0I03N470 G00X40N040G73U10 5 .4P100Q150X0.6Z0.3 400S500N480 Z30M05N100 G01X12.2F100N490 T0400N110 Z-21N500 M06T03033号刀螺纹加工N120 X16.2N510 G00Z3M03N130 Z-29.5N520 G82X11.08Z-19F1.5N140 X24.2
3、Z-46N530 G82X10.48Z-19N150 Z-72N540 G82X10.08Z-19N050 G00X40N550 G82X10.02Z-19N060 Z30M05N560 G00Z30M05N070 T0100N570 T0300N200 M06T02022号刀精车外圆N600 M06T0404 4号刀切槽、切断N210 G00Z0M03N610 G00Z-51M03N220 G01X10.88F100N620 G81X20Z-51F100N230 X11.88Z-1N630 G81X20Z-52F100N240 Z-21N640 G00Z-61N250 X15N650 G81
4、X20Z-61F100N260 X16Z-22N660 G81X20Z-64N270 Z-29.5N670 G81X20Z-67N280 X24Z-46N680 G00Z-66N290 Z-72N690 G81X13Z-66F100N300 G00X40N700 G01Z-63F100N310 Z30M05N710 X20N320 T0200N720 G03X14Z-66R3N400 M06T04044 号刀切槽N730 G01X0N410 G00Z-17N740 G00X40N420 G81X9Z-17F100N750 Z30M05N430 G81X9Z-18N760 M02六、数控车削零件
5、如图2所示,毛坯材料为45号钢,直径为30mm,长度为100mm。要求: 使用4把车刀, 1号刀为粗车90外圆车刀, 2号刀为精车90外圆车刀, 3号刀为切断刀(刀宽3mm),4号刀为三角螺纹车刀。请编写粗、精车加工程序,并予以对应工艺说明。(附 螺纹有关参数:牙深(半径量)0.974mm,切削深度(直径量)第1次0.8mm,第2次0.6mm, 第 3 次 0.4mm, 第 4 次 0.16mm)( 18 分)%0003N450 G01X16F100N010 G92X40Z30N460 G00X40N020 M06T01011号刀粗车外圆N470 Z-24N030 G00Z0M03N480 G
6、01X19.85F100N040 G73U8W5R3P100Q160X0.6Z0.: F400S500N490 X18.85Z-25N100 G01X20F100N500 G00X40N110 Z-29N510 Z30M05N120 X24.15N520 T0400N130 X28.15Z-48N600 M06T03033号刀螺纹加工N140 Z-50N610 G00X40Z3M03N150 G02X28.15Z-70R20N620 G82X 19.05Z-27F1.5N160 G01Z-86N630 G82X .8.45Z-27N050 G00X40Z30M05N640 G82X 18. 0
7、5Z-27N060 T0100N650 G82X 18. 05Z-27N070 M06T02022号刀精车外圆N660 G00Z30M05N200 G00Z0M03N670 T0300N210 G01X. 8.85F100N700 M06T04044号刀切槽、切断N220 X19.15Z-1N710 G00X40Z-72M03N230 Z-29N720 G81X 20Z-72F100N240 X24N730 G81X 20Z-75N250 X28Z-48N740 G81X20Z-78N260 Z-50N750 G81X20Z-81N270 G02X28Z-70R20N760 G81X20Z-8
8、3N280 G01Z-86N770 G00Z-80N290 G00X40Z30M05N780 G01X16F100N300 T0200N790 G00X21N400 M06T04044 号刀切槽N800 Z-79N410 G00X40Z-25M03N810 G01X20F100N420 G01X16F100N820 X19Z-80N430 G00X40N830 X0N440 Z-26N840 G00X40N850 Z30M05N860 M02六、数控车削零件如图2所示,毛坯材料为45号钢,直径为35mm,长度为120mm。要求: 使用4把车刀, 1号刀为粗车90外圆车刀, 2号刀为精车90外圆
9、车刀, 3号刀为切断刀(刀宽3mm),4号刀为三角螺纹车刀。请编写粗、精车加工程序,并予以对应工艺说明。(附 螺纹有关参数:牙深(半径量)0.974mm,切削深度(直径量)第1次0.8mm,第2次0.6mm, 第 3 次 0.4mm, 第 4 次 0.16mm)( 18 分)七、数控铳削如图3所示的零件,毛坯材料为45号钢,直径为200mm,高度为60mm。要求:(1)铳平上端面;(2)铳凹槽,槽深10mm。(说明:可以选用多把不同半径端铳刀)(12 分)%0009N200 G00X85Y0 铳凹槽N010 G92X0Y0Z30N210 G01Z-15F200N020 G00X95Y0M03铳
10、上端面N220 G91G02X0Y0I-85N030 G01Z-5F200N250 G90G00Z30N031 G91G02X0Y0I-95J0N260 X0Y0N032 G01X-10N300 M98P1000N033 G02X0Y0I-85J0N310 G68X0Y0P90N034 G01X-10N320 M98P1000N035 G02X0Y0I-75J0N330 G69N036 G01X-10N340 G68X0Y0P-90N040 G02X0Y0I-65J0N350 M98P1000N050 G01X-10N360 G69N060 G02X0Y0I-55J0N370 G24X0N07
11、0 G01X-10N380 M98P1000N080 G02X0Y0I-45J0N390 G25X0N090 G01X-10N400 M05N100 G02X0Y0I-35J0N410 M30N110 G01X-10%1000N120 G02X0Y0I-25J0N010 G00X85Y0N130 G01X-10N020 G01Z-15F200N140 G02X0Y0I-15J0N030 G91G02X0Y0I-25N150 G01X-10N060 G90G00Z30N160 G02X0Y0I-5J0N070 X0Y0N170 G90G00Z30N080 M99N180 X0Y0七、数控铳削如图
12、3所示的零件,毛坯材料为45号钢,直径为140mm,高度为50mm。要求:(1)铳平上端面;(2)铳凹槽,槽深6mm。(说明:可以选用多把不同半径端铳刀)(12分)%0008N370 G01X5N010 G92X0Y0Z30N380 G02X0Y0I-52.5J0N020 G00X65Y0M03铳端面N390 G01X5N030 G01Z-5F200N400 G02X0Y0I-57.5J0N040 G91G02X0Y0I-65J0N410 G90G00Z30N050 G01X-10N420 X0Y0N060 G02X0Y0I-55J0N430 M98P2000N070 G01X-10N440
13、G24X0N080 G02X0Y0I-45J0N450 M98P2000N090 G01X-10N460 G25X0N100 G02X0Y0I-35J0N470 G24X0Y0N110 G01X-10N480 M98P2000N120 G02X0Y0I-25J0N490 G25X0Y0N130 G01X-10N500 G24Y0N140 G02X0Y0I-15J0N510 M98P2000N150 G01X-10N520 G25Y0N160 G02X0Y0I-5J0N530 M05N170 G90G00Z30N540 M30N180 X0Y0%2000N190 G00X17.5Y0加工凹槽N1
14、0 G90G00X22.5Y22.5N200 G01Z-11F200N20 G01Z-11F200N210 G91G02X0Y0I-17.5J0N30 G91G02X0Y0I3.54J3.54N220 G01X5Y0N40 G01X-3.54Y-3.54N230 G02X0Y0I-22.5J0N50 G02X0Y0I7.07J7.07N231 G90G00Z30N60 G01X-3.54Y-3.54N232 X0Y0N70 G02X0Y0I10.61J10.61N240 M98P1000N80 G90G00Z30N250 G68X0Y0P90N90 X0Y0N260 M98P1000N100
15、M99N270 G69%1000N280 G68X0Y0P-90N10 G00X47.5Y0N290 M98P1000N15 G01Z-11F200N300 G69N20 G91G02X0Y0I-12.5J0N310 G24X0N30 G01X5N320 M98P1000N40 G02X0Y0I-17.5J0N330 G25X0N50 G90G00Z30N340 G00X47.5Y0N60 X0Y0N350 G01Z-11F200N70 M99N360 G91G02X0Y0I-47.5J01. 已编出如图所示车削零件的加工程序如下:(1)试检查修改其中的错误。(2) 注释说明每段程序的含义。四
16、、编程改错O0001 程序番号N001 G92 X400.0 Z350改:N001 G92 X200.0 Z350建立工件坐标系N002 S630 M03 主轴以 630r/min 正转N003 G90 G00 X44.0 Z292.0 M08改:N003 G90 G00 X40.0 Z292.0 M08移到工件右端45?斜线的延长线上,同时开启切削液N004 G01 X48.0 Z290.0 F150改: N004 G01 X48.0 Z288.0 F150 车 45?倒角,进给速度150N005 Z275.0改:N005 Z270.0车右端0 48的外圆柱面N006 X62.0 Z200.
17、0 车长 70 的锥面N007 G91 Z30.0改: N007 G91 Z-30.0 车062的圆柱面,增量编程方式N008 X80.0 Z-25.0改: N008 X80.0 车端面(阶梯面)Z-25.0 车右方080的外圆 此应分两步走N009 G03 Z60.0 R70.0改: N009 G02 Z-60.0 R70.0 顺时针方向车圆弧成形面N010 G90 Z65.0改:N010 G90 G01 Z65.0回到绝对编程方式,直线插补,车左方0 80的外圆N011 X85.0 车端面(阶梯面)N012 G00 X400.0 Z350改:N012 G00 X200.0 Z350M09快
18、速返回到起刀点处,关闭切削液N013 M05 主轴停转N014 M30 程序结束,并复位。3070gqr.O0001N001 G92 X400.0 Z350N002 S630 M03N003 G90 G00 X44.0 Z292.0 M08N004 G01 X48.0 Z290.0 F150N005 Z275.0N006 X62.0 Z200.0N007 G91 Z30.0N008 X80.0 Z-25.0N009 G03 Z60.0 R70.0N010 G90 Z65.0N011 X85.0N012 G00 X400.0 Z350N013 M05 N014 M30(1)以工件上表面为Z零平面
19、,试编出如图所示铳削零件轮廓的加工程序。(深度方向采用分层铳切,粗铳2次,精铳1次,精铳量2 mm。要求用主、子程序调用方 式,并考虑刀径补偿。)40工件厚:30mm分两刀加工外形)子程序%0001G92 X0 Y0 Z100G90 G00 X-20S1000 M03G01 Z-14 F100 M08M98 P0010Z-28M98 P0010Z-32M98 P0010G00 Z100 M09X0 Y0 M05M30%0010G42 G01 X5 Y0 D01G01 X20G02 X40 Y20 R20G03 X10 Y50 R30G03 X0 Y40 R10G01 Y5X5 Y0G40 X2
20、0 Y-10X-20 Y0M991.以工件上表面为Z零平面,试编出如图所示铳削零件轮廓的加工程序。(深度方向采用分层铳切,粗铳2次,精铳1次,精铳量2 mm。要求用主、子程序调用方 式,并考虑刀径补偿。)1引入引出1-R1OR1OR2(r30工件厚:25mm1在立式加工中心上加工如图所示零件,以上表面为Z零平面,用刀座对刀,试填表并按表 中加工工艺参数编出对其上部进行轮廓铣削和钻2孔的加工程序(含自动换刀动作)。(铣轮 廓时,深度方向采用分层铣切,粗铣2次,精铣1次,要求采用主、子程序调用方式,并考 虑刀径和刀长补偿。)30)27 0 3工序 号工序内 容刀具 号刀具规格刀径补偿刀长补偿主轴转
21、 速进给速 度切削深 度1铳四周 轮廓T010 8平底 立铳刀(D01=4)(H01=55)1000100粗1-7粗2-14精1-152钻2-Q6孔T020 6钻头(H02=70)80030-353锪2-Q10孔T030 10沉孔 钻(H01=6550080-10%0002G92 X0 Y0 Z100G90 G00 X-20 Y50S1000 M03G01 Z-12 F100 M08M98 P0020Z-23M98 P0020Z-27M98 P0020G00 Z100 M09X0 Y0 M05M30子程序%0020G42 G01 X-20 Y30 DOIG02 X-30 Y20 RIOG03
22、Y-20 R20G01 XOG03 X17.321 Y10 R20G01 X8.66 Y25G03 XO Y30 R1OGO1 X-20G40 X-40X-20 Y50M99试编出如图所示车削零件的精车、切槽、车螺纹的带换刀的加工程序,假设毛坯已车成图中 点划线所示。O0002G92 X120 Z150;T0101;G90 G00 X0.0 Z105.0 M03 ;G01 X0.0 Z100.0 F30 ;G03 X20.0 Z90.0 R10 ;G01 X48.0 ;Z20.0 ;X65.0 ;G00 X120.0 Z150.0 T0100M05 M00 ;T0202 ;G00 X55.0
23、Z40.0 M03 ;G01 X43.0 F20 ;G04 X2.0 ;G00 X55.0 ;G00 X120.0 Z150.0 T0200 ;M05 M00 ;T0303 ;G00 X55.0 Z92.0 M03 ;G82 X47.1 Z42.0 F2.0 ;G82 X46.5 Z42.0 ;G82 X45.9 Z42.0 ;G82 X45.5 Z42.0 ;G82 X45.4 Z42.0 ;G00 X120.0 Z150.0 T0300 ;M05 M02;1. 加工下图所示零件,要求自己确定加工顺序、设定加工参数、选调刀具、编制填写 数控工艺卡片和手工编写数控程序,输入程序代码、装夹工件和
24、刀具、对刀并操作机床进行 切削加工。00001G92X60Z120;T0202T0101;G00X35Z-17M03G90G00X35Z5G01X14F30M03S600G04X2G71U1R2P100Q200X0.2Z0.2F100G00X35G00X0G00X60Z120T0200Z0T0303N100G01X16C2F40G00X30Z3Z-17M03S300X24Z-20G82X15.2Z-15F1.5Z-30G82X14.6 Z-15F1.5X26G82X14.2 Z-15F1.5G03X30Z-32R2G82X14.04 Z-15F1.5N200Z-40G00X60Z120T030
25、0G00X60Z120T0100M05M02M05M00试编制如图所示零件的数控加工程序-并说明在执行加工程序前 应作件么样的对刀若虑?(设工件厚度为15mm)解:编程原点在直径20nun?L的中心-设深度方向每次铳5帧,其程序为% 1000G54G40G49G80G00Z100X-30Y40S800M03G00Z10G01Z0F100TOP101L3G00Z100X-30Y40M05M02%101G91G01Z-5F100G9OG41GO1X-2OY3ODO1XOG02X8.66Y25R10G01X1?. 321Y10GO2XOY-2OR2OG01X-30GO2Y2OR2OG4OGO1X-3
26、OY4OMQP试编制如图所示零件的数控加工程序。并说明在执行加工程序前 应作什么样的对刀芳虑?(设工件厚度为15mm)解:编程原百在直径知Oiiun孔的中心-设深度方向每次铳讪,其程序次% 2000G54G40G49G80G00Z100K-3OY3OS800M03G00Z10G01Z0F100M98P101L3G00Z100K-3OY3OM05M02%101G91G01Z-5F100G90G41G01X-25Y8. 66D01X-10Y17. 321GO2X-1OY-17. 321R-10G01X-25Y-8.66G02Y8.66R10G4OGO1X-3OY3OM99试编制如图所示零件的数控加
27、工程序-并说明在执行加工程序前 应作什么样的对刀考虑?(设工件厚度两15mm)解:编程原点在半径为44mm的圆心。设深度方向每次铳5mm,其程序为:% 3000G54G40G49G80G00Z100X0Y60S800M03G00Z10G01Z0F100TOP101L3G00Z100X0Y60M05M02%101G91G01Z-5F100G9OG42GO1X5ODO1X0Y50X-28.415Y33. 595GO3Y-33. 595R10G01X0Y-50G01X-50Y0G40G01X0Y60M99试编制如图所示零件的数控加工程序。并说明在执行加工程序前 应作什么样的对刀考虑?(设工件厚度为1
28、5mm)3-R10解:编程原点次直径7tj60m的圆心-设深度方向每次铳5迪,其程序为%4000G54G40G49G80GOOZ1OOX30Y35S800M03GOOZ1OGO1ZOF1OOM98P101L3GOOZ1OOX30Y35MO5MO2%101G91G01Z-5F100G90G41G01X-8.66D01GO2X8.66R10GO1X34.641Y-10GO2X25.981Y-25R1OG01X-25.981GO2X-34. 641Y-10G01X-8.66Y35G4OGO1X-3OY35M99试编制如图所示零件的数控加工程序-并说明在执行加工程序前应作件么样的对刀若虑?(设工件厚度
29、解:编程原点为零件左下角上表面-设深度方向每次铳5述,其程序为4000G54G40G49G80G00Z100X30Y30S800M03G00Z10GO1ZOF1OON98P101L3GOOZ1OOX3OY30M05M02%101G91G01Z-5F100G90G42G01X0Y0D01X140Y75X90Y60GO2X75.591Y51.025FGO1X39. 05Y68. 975G03X25.981Y65R10G01X0Y20YOG4OGO1X-3OY-3ON99用直径为20mm的立铳刀,加工如下图所示零件。要求每次最 大切削深度不超过2 Omni。(1)工艺分析零件厚度为40mm,根据加工
30、要求,每次切削深度为20mm, 分2灰切削加工,在这两次切深过程中,刀具在XOY平面上的 运动轨迹完全一致,故把其切削过程编写成子程序,通过主程 序两次调用该子程序完成零件的切削加工,中间两孔为已加工 的工艺孔,设图示零件上表面的左下角为工件坐标系的原点。 匚)加工程序01000程序号NO1O G9O G92 XO YO Z3OO 使用绝对坐标方式编程:建立工件坐标系NO2O GOO X-50 Y-50 S8O0 MO3快速进给至X二廻Y二剜 主轴正转,转速800r JminXO3O GO1 Z-20FL50 承工进至Z二20,进给速度 150mmminX040M98P1010 调用子程序01
31、010N050 Z-45 F300 Z工进至Z二斗5,进给速度 3O0mmminX060M98P1010 调用子程序01010N070 GOO XO YO Z300 快速进给至Y=0, Z=300N100M30主程序结束01010子程序号N010 G42 GG1 X-30 YO F300 H02 M08切削液开,直线插补至X=-30, Y=0,刀具半径右补偿H02=10mmN020 X100 直线插补至X=100J Y=0X030 GO2 X300 R100 顺圆插补至X=300, Y=0X040 GO1 X400 直线插补至X=400, Y=0N050 Y300直线插补至医=400, =30
32、0X060 GO3 XO R2D0逆圆插补至天=山 Y=300N070 GO1 Y-30直线插补至天Y=-30X080 G40 GO1 X-50 Y-50直线插补至X=-50, Y=-50,取消刀具半径补偿X090 M09切削液关一ft各质-机一全家帝帝咨N100 XI99子程序结束并返回主程序用直径8mm的立铢刀,粗铳如图斗-弗所示工件的型腔。卩)工艺分析 确定工艺路线。如下图所示,采用行切法,刀心轨迹B-C -D-E-r作为一个循环单元,反复循环多次,设图示零件上 表面的左下角为工件坐标系的原点o 计算刀心轨迹坐标、循环次数及步进量方向步距)o如 下图所示,设循环灰数为m Y方向步距为屮步
33、进方向槽宽宵 B,刀具直径为山则各参数关系如下:ffl4.34工件的型腔铳削图循环1次铳出槽宽y+d循环2次铳出槽宽3y+d循环3初 铳出槽宽5y+d循环ii初 铢出槽宽(2r)y+xi二E根据图纸尺寸要求,将E=50, 1詡弋入式(2n-l)y+d=B,即(2nl)y=42 取n=4,得V=6,刀心轨迹有lmm重叠,可行。(2)加工程序01100程序号X010 G90 G92 X0 Y0 Z20 使用绝对坐标方式编程,建立工件坐标系N020 GOO XI? Y19 Z2 S800 M03 快速进给至X=L9, Y=19,主轴正转,转速 SOOr-minN030 G01 Z-2F100 /ft
34、 工进至 Z=-2X040M98P101D4重复调用子程序01010四枕X050 G90 GOO Z20 Z快移至ZWDXOM XO YO M05快速进给至Y=0,主轴停X070 M30主程序结束01010子程序号N0L0G91 G)1X4?F1O使用相对坐标方式编程,直线插补:X坐标增量斗?N020 Y6直线插补,Y坐标增量6X030 X-4 7直线插补,X坐标增量-4 ?XOM Y6直线插补,Y坐标增量6N070 M99子程序结束并返回主程序RLEH用直径为gmm的立铳刀,加工如下图所示零件的槽,要求每 次切深不超过4mnio上图中 A (-33, -9)x B (-33, 16)x C-
35、21, 28). DGoogle担哄曲广皆(12, 28)x E(37, 3)、F(37, -30)、 G(25, -42)、 H ( 1.5.68, -42)、 I(4.404, -34.104)、 J(2.872,-29.896)、 K (- 8.405, -22). L (-20, -22)(1)工艺分析将刀心运动轨迹写成子程序,设每次切削深度4mm,主程序两次 调用该子程序完成槽的切削加工,槽的切削深度用相对坐标表示其增量,设零件上表面的对称中心为工件坐标系 的原点(2)加工程序01000程序号N01 G90 G92 XO YO Z100便用绝对坐标方式编程,建立工件坐标系N02 GO
36、O X-33 Y-9 Z2 S800 M03 快速进给至X=33, Y=-9, Z=2,主轴正转,转速SOOr minN03 G01 Z0F100 Z轴工进至工件表面,进给速度1 OOmmininN04 M98 P10102 重复调用子程序01010两次N05 G90 GOO Z100 Z轴快移至Z二 100N06 XO YO M05快速进给至X=0, Y=0,主轴停N07 M30主程序结束01010子程序号N10 G91 G01 Z-4増量值输入,Z向切深4mmN20 G90 X-33 Y16绝对值输入,直线插补至E点N30 G02 X-21 Y28 R12 圆弧插补至C点N40 G01 X12直线插补至D点N50 G02 X37 Y3 R25圆弧插补至E点N60 G01 Y-30直线插补至F点N70 G02 X25 Y-42 R12圆弧插补至G点N80 G01 X15.68直线插补至H点N90 G02 X4.404 Y-34.104 R12 圆弧插补至I点N100 G01 X2.872 Y-29.896 直线插补至J点N110 G03 X-8.405 Y-22 R8 圆弧插补至K点N120 G01 X-20直线插补至L点N130 G02 X-33 Y-9R13圆弧插补至A点X140 M99子程序结束并返回主程序
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
