 稀土永磁材料
稀土永磁材料

《稀土永磁材料》由会员分享,可在线阅读,更多相关《稀土永磁材料(5页珍藏版)》请在装配图网上搜索。
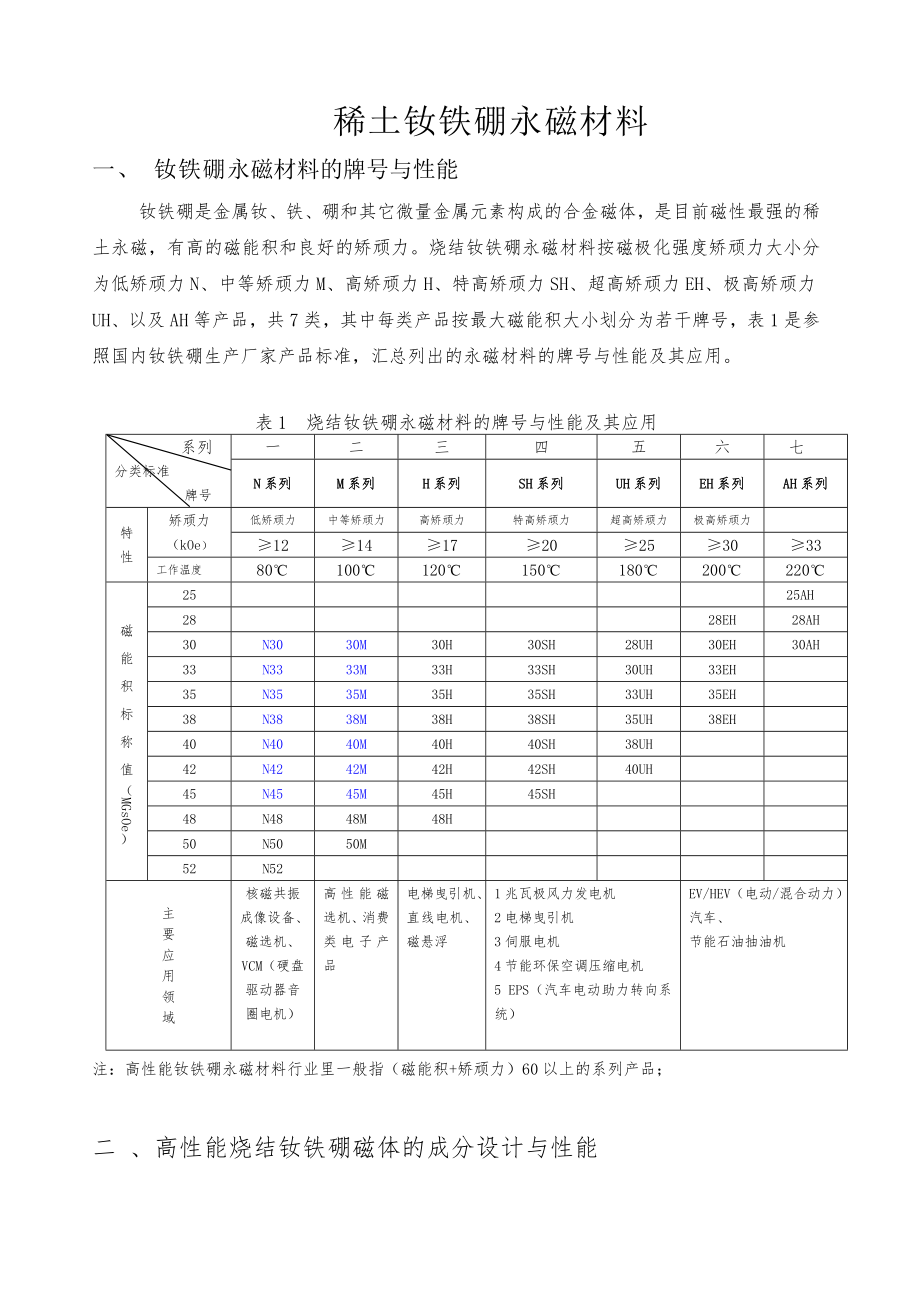
1、稀土钕铁硼永磁材料一、 钕铁硼永磁材料的牌号与性能钕铁硼是金属钕、铁、硼和其它微量金属元素构成的合金磁体,是目前磁性最强的稀土永磁,有高的磁能积和良好的矫顽力。烧结钕铁硼永磁材料按磁极化强度矫顽力大小分为低矫顽力N、中等矫顽力M、高矫顽力H、特高矫顽力SH、超高矫顽力EH、极高矫顽力UH、以及AH等产品,共7类,其中每类产品按最大磁能积大小划分为若干牌号,表1是参照国内钕铁硼生产厂家产品标准,汇总列出的永磁材料的牌号与性能及其应用。表1 烧结钕铁硼永磁材料的牌号与性能及其应用 系列分类标准 牌号一二三四五六七N系列M系列H系列SH系列UH系列EH系列AH系列特性矫顽力(kOe)低矫顽力中等矫顽
2、力高矫顽力特高矫顽力超高矫顽力极高矫顽力12141720253033工作温度80100120150180200220磁 能 积 标 称 值 (MGsOe)2525AH2828EH28AH30N3030M30H30SH28UH30EH30AH33N3333M33H33SH30UH33EH35N3535M35H35SH33UH35EH38N3838M38H38SH35UH38EH40N4040M40H40SH38UH42N4242M42H42SH40UH45N4545M45H45SH48N4848M48H50N5050M52N52主 要 应 用 领 域核磁共振成像设备、磁选机、VCM(硬盘驱动器音
3、圈电机)高性能磁选机、消费类电子产品电梯曳引机、直线电机、磁悬浮1兆瓦极风力发电机2电梯曳引机3伺服电机4节能环保空调压缩电机5 EPS(汽车电动助力转向系统)EV/HEV(电动/混合动力)汽车、节能石油抽油机注:高性能钕铁硼永磁材料行业里一般指(磁能积+矫顽力)60以上的系列产品;二 、高性能烧结钕铁硼磁体的成分设计与性能钕铁硼永磁材料是以金属间化合物RE2Fe14B为基础的永磁材料。主要成分为稀土(RE)、铁(Fe)、硼(B)。其中稀土Nd为了获得不同性能可用部分镝(Dy)、镨(Pr)、钆(Gd)、钬(Ho)、铽(Tb)等其它稀土金属替代,铁也可被钴(Co)、铝(Al)、铜(Cu)、铌(N
4、b)、镓(Ga)、锆(Zr)等其它金属部分替代,见表2,硼的含量较小,但却对形成四方晶体结构金属间化合物起着重要作用,使得化合物具有高饱和磁化强度,高的单轴各向异性和高的居里温度。过去,由于国内钕铁硼企业与国外相比性能相差比较大,比较重视技术进步,把性能提高看作企业发展的关键,但是到今天,钕铁硼骨干企业基本在性能上都能做到N45、45M、42H、40SH、35UH、32EH等(有些企业甚至可以做到N50、48M、45H、38UH、35EH等),因此现在的关键是“性能稳定、产品内在品质好、交货及时、成本最低”,要达到上述几点,产品配方设计时必须优化合金成分,合理地添加某些元素(尽量减少高价格元素
5、的添加量,并用低价元素替代部分高价元素的合金元素配比),降低稀土钕含量, 用低成本配比的原料生产出高矫顽力、高使用温度的耐热烧结NbFeB永磁体,产品的高性能化研发和成分设计成为企业生产发展的重要一环。表3:合金元素添加量一览表、序号类 别元素备 注1Nd 的取代元素Dy、Pr、Ho、Gd、Ce、La改善矫顽力,又能保证磁体具有较高的磁能积2Fe取代元素Co、Ni、Cr、Al3提高矫顽力的合金元素Dy、Tb、Nb、Ga 、Al 、Sn 、Mo、Zr、Ti改善矫顽力,又能保证磁体具有较高的磁能积4提高工作温度的合金元素Co、 Ga 、 Sn 、Si、 Ga 、 Nb、W表4:不同产品的成分配料单
6、系列添加元素 添加量一二三四五六七N系列M系列H系列SH系列UH系列EH系列AH系列Dy含量有效提高合金的矫顽力及其温度稳定性00.5%01%02%14.5%36%410%Co10%,明显提高合金的居里温度,Nb提高矫顽力的主要原因是抑制晶粒生长,细化晶粒,隔离晶粒耦合。0.022%,(铝、铌、镓、钛、钨、钼)有效提高合金的矫顽力及其温度稳定性系列牌号组 份 含 量%REBFeTM(Co、Al 、Cu、 Ni、 Ga 、Mo)M系列35M28310.5167702.838M31330.5165672.8H系列35H29320.5164682.838H32350.5162662.3SH系列35S
7、H31340.61.260641.03.338SH33360.61.259621.03.3UH系列30UH33360.71.360633.033UH36390.71.357603.0 三 钕铁硼永磁材料的制备工艺烧结钕铁硼永磁材料采用粉末冶金方法制造,工艺流程如下:原材料配比真空熔炼铸锭破碎制粉磁场取向成型等静压烧结回火热处理机加工与表面处理,根据设备选定又有普通和(SC+HD)两种工艺:普通工艺(普通铸锭、粗中细破碎、气流磨、垂直磁场成型(TDP)、冷等静压(ClP)、三段烧结)生产烧结钕铁硼磁体,磁性能一致性差;快冷厚带(SC)/氢破碎(HD)/一次磁场成型工艺生产钕铁硼烧结磁体,密度高,
8、剩磁和磁能积高、矫顽力高。相同的成分用以上两种工艺制备合金,磁体的性能差异较大,后者的磁体各项性能明显优于以普通铸锭为原料制备的磁体。由于国内稀土永磁生产装备的更新和发展,使得高性能钕铁硼的稳定生产得以实现。原材料纯度一定的前提下,生产工艺决定了磁体的性能。每一个工艺环节对磁体的最终磁性能都有较大的影响。制备磁体过程中富Nd相均匀分布可提高磁体密度;单晶粉末有利于提高取向度,进而提高剩磁和磁能积;磁体晶粒细小均匀可提高娇顽力1、熔炼铸锭生产工艺合金铸锭的显微组织对于后续工艺的制粉环节、磁场取向成型环节、坯料烧结过程都有重要的影响,并进而影响到烧结钕铁硼磁体的性能。合金铸锭理想的显微组织应是无F
9、e 存在,且Nd2Fe14B主相晶粒细小,富Nd 相分布均匀。 表5 熔炼铸锭工艺对比不同工艺铸锭质量特 点真空感应炉难以完全抑制Fe枝狀晶的出现工艺非常不稳定,不适合工业化批量生产双相合金法主相和液相分别熔炼工艺复杂,不适合大批量的工业生产SC 鳞片技术很好的抑制Fe 的析出,且鳞片的粉碎性很好,同时鳞片技术改善了富钕相的分布适合大批量的工业生产, 生产磁性能优异的钕铁硼磁体2、制粉工艺钕铁硼粉末晶粒细小均匀是获得理想矫顽力重要条件之一。高性能烧结磁体要求气流磨制备的粉末平均粒度为28-32m,粒径分布窄、氧含量低,颗粒形状对磁体的取向度和烧结工艺有着重要的影响。表6是普通铸锭、粗中细破碎、
10、气流磨制粉与氢破碎+气流磨制粉的结果对比。制粉时要加入润滑剂和抗氧化剂,惰性气体保护,有效地降低氧含量,提高了磁体的润滑效果,增加磁体的取向度。 表6 两种制粉工艺的对比不同工艺特 点机械破碎+气流磨制粉严重破坏了合金的主相晶粒结构,粉末粒度分布较宽、表面粗糙、活性大,烧结时磁体晶粒容易长大,无法制备高性能的磁体。HD工艺+气流磨制粉粉末粒度分布集中,表面光滑、活性低,烧结时磁体晶粒不易长大,用于制造高性能的磁体;减少设备磨损。3、成型工艺 烧结钕铁硼磁体成型时的取向度影响磁体的矫顽力、剩磁和磁能积,磁场成型有两次成型TDP(垂直磁场成型)+CIP(冷等静压)和一次成型两种工艺,其中又因生产装
11、备的不同,分为以下几种: 表7 工艺分类特 点1湿压成型技术粉浆不易氧化 较高取向度 晶粒尺寸小 粒径均匀 磁体性能高2脉冲磁场取向提高主相颗粒的取向度和粉末的松装密度3橡皮模压技术橡皮模等静压中压缩, 磁体取向度和剩磁高4近终成型磁场压机异形磁体,一次成型 节省原料和后续加工工序成型过程中称量粉末时,要避免粉末氧化,尽量缩短该过程的时间并在充满保护气体的环境中进行,确保磁体性能。4、烧结回火工艺烧结回火是制造烧结钕铁硼磁体的关键,通过这一工序使磁体致密化、晶粒尺寸均匀。高性能不同牌号产品对应不同的烧结温度、时间和回火温度、时间,如温度、时间选定不合理,很容易出现晶粒反常长大,降低磁性能。选择低温、长时间的烧结工艺,能确保达到设计牌号的矫顽力,同时,后续回火工艺对液相的均匀化起到了很好的稳定作用。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
