 几种涂布方式工艺的特点
几种涂布方式工艺的特点

《几种涂布方式工艺的特点》由会员分享,可在线阅读,更多相关《几种涂布方式工艺的特点(7页珍藏版)》请在装配图网上搜索。
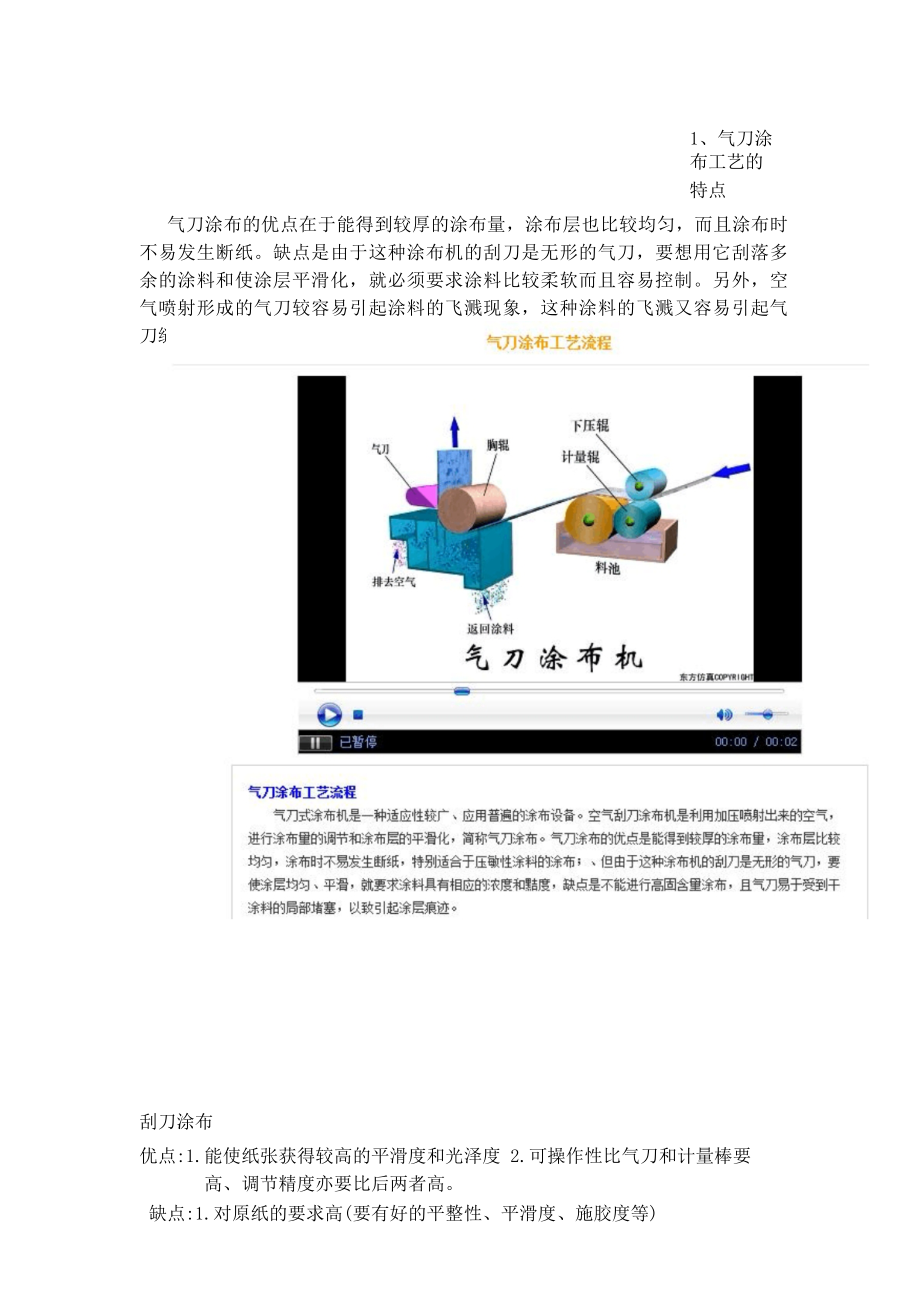
1、1、气刀涂 布工艺的特点气刀涂布的优点在于能得到较厚的涂布量,涂布层也比较均匀,而且涂布时 不易发生断纸。缺点是由于这种涂布机的刮刀是无形的气刀,要想用它刮落多 余的涂料和使涂层平滑化,就必须要求涂料比较柔软而且容易控制。另外,空 气喷射形成的气刀较容易引起涂料的飞溅现象,这种涂料的飞溅又容易引起气 刀缝隙的局部堵塞,造成涂布层的不均匀性。刮刀涂布优点:1.能使纸张获得较高的平滑度和光泽度 2.可操作性比气刀和计量棒要 高、调节精度亦要比后两者高。缺点:1.对原纸的要求高(要有好的平整性、平滑度、施胶度等)2. 如果是用在面涂的话,对衬涂亦有比高的要求(宏观的粗糙要低,但要 有适当的微粗糙)3
2、. 这笔性能没有气刀和计量棒好4. 容易出刮刀痕气刀涂布优点:1.由于是仿形涂布能够提供比已知的任何涂布机都要好遮蔽性能 2.计量 方式没有机械接触,不会造成刮刀痕缺点 1.气刀涂布的涂布配方的固含量不能做得太高最高只能到 48%,固含量太 高会导致涂料粘度太高会造成涂布量难以控制2. 涂料固含量低会花费大量的干燥成本3. 涂料固含量低造成保水性差,涂层在干燥阶段收缩严重,最终影响涂层 的粗糙度 3.涂料流失厉害、水耗高、环保压力大计量棒涂布优点:1. 对原纸的要求低,能适应比较粗糙的原纸2. 能适应高固含量涂布3. 较好遮蔽性缺点:1.涂布量可调节范围比刮刀要差,典型值在 7-11 克2.
3、如果用沟纹棒的话会在留下很多的棒3. 当需求的涂布量比较低时,计量棒容易磨损。涂布技术涂布技术广泛地应用于纸张和薄膜等基材的涂布及复合包装。目前,国内许多印刷包装机 械企业使用涂布复合设备,其涂布种类和刮胶方式比较单一,涂布技术的应用也大受限 制。 无论那一种涂布复合设备,其关键部分就是涂布头,而涂布头采用何种涂布刮胶方 式,会直接影响涂布的质量和效果。展开上胶涂布类型及应用涂布复合设备主要应用于塑料薄膜、纸类、电化铝、布料及皮革等多种 卷筒基材的上胶涂布与复合加工。它广泛地应用于各类包装领域,有着广阔 的发展前景。涂布复合设备大致分光辊上胶涂布,网纹辊上胶涂布和热熔胶 喷挤涂布三种。光辊上胶
4、涂布这种上胶涂布通常采用两辊转移涂布。调整其上胶辊和涂布辊之间的间 隙,就可以调整涂布量的大小。整个涂布头部分的结构较为复杂,要求上胶 辊、涂布辊、牵引辊及刮刀的加工精度和装配精度高,成本也比较高。由于这种涂布机主要采用高精度的光辊进行上胶涂布,涂布效果较好, 涂布量大小除了通过上胶辊和涂布辊之间的间隙来调整,还可通过涂布刮刀 的微动调节来灵活控制,涂布精度高。目前在涂布复合设备上的应用也最 广。网纹辊上胶涂布这种涂布设备主要采用网纹 ( 凹眼 ) 涂布辊来进行上胶涂布。其涂布均 匀,而且涂布量比较准确 ( 但涂布量很难调节 ) 。用网纹辊涂布时,涂布量主 要与网纹辊的凹眼深度和胶水种类的精度
5、有关。网纹辊的凹眼深度越深,胶 从凹眼中转移到基材上去的量相应也越多;反之,网纹辊网凹眼深度越浅, 转移到基材上的量也相应减小。与黏度也有很大关系。胶水黏度太大和太小 都不利于胶的正常转移。胶水黏度大易转移,太稀则易流淌,使上胶不均 匀,易产生纵向或横向流水纹。所以,一旦涂布网纹辊和胶的种类定下来 后,就很难调节其涂布量,这也是网纹涂布辊的应用受到限制的主要原因。热熔胶喷挤涂布这种涂布设备主要将固态型的胶经加热熔化后,由液压装量将胶经涂布 模头直接喷涂在基材上。热熔胶涂布是近十几年来发展起来的新技术,热熔 胶涂布不需要烘干设备,耗能低;热熔胶为 100 的固态胶成份,不含有毒 的有机溶剂。而普
6、通的上胶涂布多采用有毒的有机溶剂 ( 如苯等 ) 来稀释胶, 其所造成的有毒气体对操作人员的危害也极其严重。热熔胶涂布与普通的上胶涂布相比有其独特的优点。热熔胶涂布是一种 绿色环保型的涂布技术,它的生产速度快、效率高、成本低,设备占地小, 投资回收期短,是经济实惠的投资项目,已广泛用于包装,医药,汽车,服 装,电子等行业。热熔胶涂布具有巨大的市场发展前景,该技术在市场上的 发展比例将越来越大,并会不断出现新的应用领域。刮胶方式及应用涂布过程中往往会上胶不均匀,这就需要有一定的刮胶机构,将胶刮均 匀。刮胶机构主要有不锈钢片刮刀、逗号刮刀、刮棒,钢丝刮刀、气流刮刀 等。不锈钢片刮刀这种刮刀采用不锈
7、钢薄片剪切后,压在刮刀座上并作用在上 ( 涂 ) 胶辊 上。由于不锈钢薄片较软,故刮胶不是很均匀,大多数用于网纹辊上的刮 胶,也用于光辊上胶涂布的预刮。逗号式刮刀此类刮刀常采用强度、硬度较好的圆钢制成刀口。刮胶时该刮刀固定不 转动。这种刮刀的强度,硬度高,刃口直线度误差小,可以采用气动和微调 机构来调节和控制刮刀位置,涂布量控制和刮胶精度高,使用也极为方便。 由于其刮胶很均匀,所以适用于光辊上胶涂布的精确刮胶。刮棒这种刮刀常用强度硬度较好的圆棒精加工而成。刮胶时要求圆棒转动。 有时刮棒也可直接刮在基材上。刮棒的全跳动误差要求很小,多用于光辊上 刮棒式刮胶装置胶涂布的预刮胶。当胶水黏性大时,也可
8、以直接用刮棒刮在 基材上,作为该涂布机构的精确刮胶。也可以用于涂布量较厚的一次性刮 胶。钢丝刮刀这类刮刀在高精度的冷拉圆钢外密绕不锈钢丝精制而成。如果钢丝刮刀 在刮胶时由微型直流电动机带动旋转则效果更好。刮胶时钢丝刮刀通常直接 作用在基材上。但一般来讲也只用于光辊上胶涂布的预刮胶。后面通常还需 要逗号式刮刀的精确刮胶。气流刮刀气流刮刀机构通过均匀喷出的气 ( 压 ) 流作用在上胶光辊上,起到刮胶的 目的。要求气 ( 压 ) 流在光辊的整个宽度上分布得均匀,这种刮刀多用于刮流 动性较好的胶。这种刮刀的刮胶精度也较高,目前广泛地应用于白板纸的涂 布刮胶。涂布技术的发展从近几年的发展状况分析,涂布技
9、术的未来发展可能呈现下述三个重要 特征:l 刮刀涂布在未来的一段时间内仍将是最主要的涂布方式,并且正朝着 高速高固含量的方向发展;l 计量施胶压榨涂布方式被广泛接受,发展迅猛;l 新型涂布方式如喷雾涂布和帘式涂布受到普遍关注,预示着美好的发 展前景;然而上述的发展不可能一帆风顺,必须面临许多技术上的挑战。高固含 量刮刀涂布会产生诸如刮刀痕、刮刀压力大、刮刀上涂料析出(俗称翻料) 和刮刀磨损快等运转性问题;计量施胶压榨涂布涂布必须要面对高速、高固 含量和高涂布量涂布所带来的诸多难题。包括涂布辊压区出口的雾溅、涂布 面的橘皮纹纸病等;新型涂布方式也要解决常规涂布中不曾遇到的新问题。 涂布技术的进步
10、涂布技术的进步需要颜料、胶粘剂和助剂不断发展相适应,而涂料助剂 越发凸现出他们的重要价值。随着固含量的提高,涂料的粘弹性能越来越重要。涂料中各组分间的相 互作用导致了湿涂料结构化,而显示出明显的粘弹性特征。如果涂料的这种 结构在剪切作用下可被有效地打破,并且在计量后迅速地恢复,将是有益 的。一方面呈现良好的运转性,另一方面涂料胶粘剂迁移少,涂层覆盖性 好。但是在很高的固含量下,粘弹性结构并不能消除到理想的水平。结果才 产生了上述刮刀涂布和计量施胶压榨涂布可能存在的问题。随着理论认识和技术的突破,可以明显降低涂料粘弹性的 WRRM 已开始 出现。加入这种 WRRM 不仅使涂料显示出较低的粘弹性特征,而且有助于在 剪切下迅速消除粘弹性,并使涂料在高剪切速率下呈现粘塑性。这样的涂料 可以获得更好的刮刀和计量施胶压榨涂布运转性 , 并且固含量可提高 23% , 而高剪切粘度相同或更低。在喷雾涂布和帘式涂布需要借助新型涂料助剂来获得好的运转性。例如 涂料中需要加入润湿剂来使喷雾涂布的涂料滴铺展和稳定帘式涂布的涂料 帘。更重要的是喷雾涂布要求低的涂料粘度,帘式涂布要求适当的涂料伸展 粘度等性能也可能需要适合的助剂来配合。此外涂布助剂也呈现出多功能性的发展趋势。流变性和保水性改性剂具 有润滑剂的部分功能,甚至有的公司宣称可以起到抗水剂的功能;新型的润 滑剂显示出流变性改性剂的很多特点等。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
