 IE工业工程方法技术之制品工程分析(1)
IE工业工程方法技术之制品工程分析(1)

《IE工业工程方法技术之制品工程分析(1)》由会员分享,可在线阅读,更多相关《IE工业工程方法技术之制品工程分析(1)(13页珍藏版)》请在装配图网上搜索。
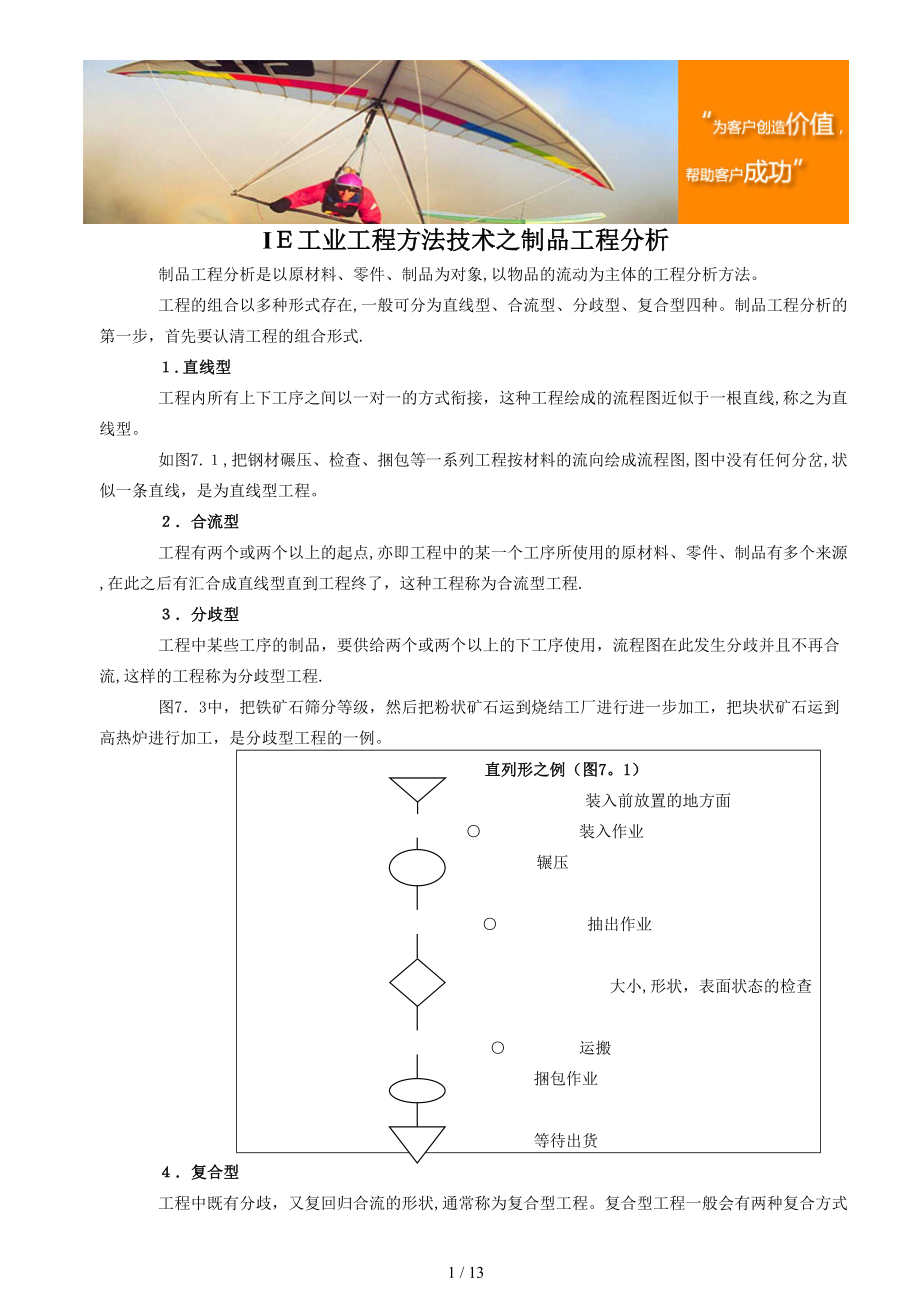
1、 I工业工程方法技术之制品工程分析制品工程分析是以原材料、零件、制品为对象,以物品的流动为主体的工程分析方法。工程的组合以多种形式存在,一般可分为直线型、合流型、分歧型、复合型四种。制品工程分析的第一步,首先要认清工程的组合形式.直线型工程内所有上下工序之间以一对一的方式衔接,这种工程绘成的流程图近似于一根直线,称之为直线型。如图7.,把钢材碾压、检查、捆包等一系列工程按材料的流向绘成流程图,图中没有任何分岔,状似一条直线,是为直线型工程。合流型工程有两个或两个以上的起点,亦即工程中的某一个工序所使用的原材料、零件、制品有多个来源,在此之后有汇合成直线型直到工程终了,这种工程称为合流型工程.分
2、歧型工程中某些工序的制品,要供给两个或两个以上的下工序使用,流程图在此发生分歧并且不再合流,这样的工程称为分歧型工程.图73中,把铁矿石筛分等级,然后把粉状矿石运到烧结工厂进行进一步加工,把块状矿石运到高热炉进行加工,是分歧型工程的一例。直列形之例(图7。1)装入前放置的地方面 装入作业辗压 抽出作业大小,形状,表面状态的检查 运搬捆包作业等待出货复合型工程中既有分歧,又复回归合流的形状,通常称为复合型工程。复合型工程一般会有两种复合方式: 退到分歧点以前的工序合流。 从分歧点跳过几个工序后合流.图7.4是类复合型的例子,钢材必须经过多次碾压,达到规定的次数后才捆包出货.合流形之例(图72)
3、本管盯藏处 分管盯藏处 输送带移送 输送带移送 曲弯作业 切断 利用台车运搬 利用台车运搬分管暂时接上焊接 加工 利用台车运搬 等待水压检查 水压检查 利用台车运搬保管分歧形之例(图73)铁矿石放置场 利用输送带移送 分等级作业 利用输送带移送 筛分作业粉状矿石 块状矿石 利用货车输送 利用运输带移送(运到烧块工厂) (运到高热炉)贮矿处 贮矿处复合形复之例(图。4) 装入前的放置场 运搬 装入作业 整修作业 辗压 运搬 抽出作业 材质检查 运搬 捆包作业 等待出货图7.5是类复合型的例子,钢材碾压后经过材质检查,须修整者进行修整,无须修整者直接运到捆包场所。复合形复之例(图7.4)装入前放置
4、场 装入作业辗压 抽出作业材质检查 搬运整修作业 搬运 捆包作业 等待出货二、制品工程分析的着眼点制品工程分析的主要目的就是通过分析找出在更迅速,成本更低廉的情况下,制造出更优良的商品的方法.要达到这样的目的,就必须带着问题进行制品工程分析。如果认为工程中的一切都是理所当然的,势必会失去改善的动力,把分析当作例行公事来做,这样分析就失却了方向。展开制品工程时,最好能对下表所列的项目加以关注,并调查出详实的数据以为分析的基本素材.制品工程分析检查项目表(表。6)序号检查要点调查的主要项目1工程或作业的顺序、分配、组合、配置是否适当。工程能力、工序时间2是否有不必要的延迟.延迟时间3搬运的路线、方
5、法、次数、负荷是否适当.路线图、次数、频度、负荷、搬运工具4搬运距离是否可以缩短。搬运距离、搬运时间5是否有等待时间,等待时间可否缩短。等待时间、次数6可否同时进行加工和检查。加工方法、加工时间、检查方法、检查时间制品的品质如何.不良率、不良项目8设备的配置合理与否。设备能力、台数9现场有无抱怨。抱怨项目、安全、满意度三、制品工程分析的具体做法1展开预备调查制品工程分析的第一步,就是要针对分析对象,展开一系列的预备调查,以便更好地展开制品工程分析。制品工程分析的预备调查主要包含以下项目: 制品的产量(计划、实绩). 制品的内容、品质的标准. 检查的标准. 设备的配置。 工程的种类(分歧、合流的
6、情况). 使用的原料。2制作工程流程图考察工程中每一工序的作业特性,将其进行分类,归入加工、搬运、检查、停滞等工程类别中,并分别使用相应的工程符号(详细见表6.2及6。3)记入制品工程分析表,这样就形成了工程流程图.实际的分析过程中,可能发现某些工序的分类界限模糊,难于界定其工程类别,这时,可使用表64的符号加以标识。下表是某公司“别针的制作工程的制品工程分析表,制作工程流程图时可作为参考.“别针的制作”工程的制品工程分析表7。 略测定各工序的必需项目,并把相应的数值记录在制品工程分析表中。工程流程图完成后,仅仅完成了对工程的定性分析。要对工程进行具体的改善,光靠定性分析是不够的,还必须有详实
7、的数据作为依据。那么哪些项目是必须测定的呢?读者不妨自己使用“5W1或“M1E”的方法来确定那些项目是必须测定的项目。大体上说,机械设备的名称、作业人数、搬运的距离、作业的时间等项目的测定对以后的分析会有所帮助.必要时,作业者的姓名也应记录。这些项目的测定,应到作业现场进行,切忌主观臆测.表78可作为测定项目确定的参考。项目的测定,如果以一两个制品的作业为主,难免存在一定的偶然性,会影响工程分析的客观程度。因此,进行项目测定时,最好以一定数量的制品生产过程为基本测试单位,以利工程分析的进行。在连续生产或大量生产的场合,不妨以十个、一百个(或者十公斤、一百公斤)作为基本的分析单位,可以省略将测定
8、结果转化成一个制品的数值的过程。接下来,像表.7的制品工程分析表的下段那样,绘出工程的平面流向图,记入制品流动的方向。有时,我们可以直接从平面流向图中看出制品流动方向存在的问题。制品工程分析测定项目参考(表7。8)工程作业名(为什么)作业者(何人)机械、设备(使用何物)场所(在何处)时间(耗时多少)方法(如何做)加工使作业内容具体化职务名称、人数、作业者姓名等机械名称、设备名称、模具名称、台数等具体地点加工时间、产量等加工内容、次序等搬运使搬运内容具体化职务名称、人数、作业者姓名等搬运设备之同上项目从哪里到哪里搬运时间依次搬运的个数、装货、卸货的方法等检查使检查内容具体化职务名称、人数、作业者
9、姓名等检查设备、仪器、工具等检查的具体地点检查时间检查方法、判定标准、不良品的处理方法停滞停滞的状态(暂时放置,保管,等待出货等的明确化)保管人之同上项目保管设备、保管场所等具体保管场所停滞时间容器的放置方法、产品的摆放方式等。对测定结果进行整理将项目测定的结果记录到制品工程分析表中后,就可以针对结果进行整理分析,一般可以像7.9一样做一份整理表。整理表(表7。)项 目工程数量时间(分)距离(M)人数(人)加 工2752搬 运52810检 查56停 滞313合计1322821看整理表时,应该注意在所有的项目中,只有加工改变了制品的属性,给制品增加了价值,其他的搬运、检查、停滞等都没有给制品增加
10、价值,这些方面所花费的时间应作为重点削减的对象。当然,加工方面如果能以更快速、更轻松的方式进行,也是应该动脑筋的.5改善方案制订、实施与评估结合表7。8的制品工程分析表中的调查项目、平面流向图,以及表。9的整理表进行分析,就可以从中找到问题点,从而引出改善的构想。问题点找到以后应多深入现场,了解与之有关人员的意见,最好能以品管圈活动方式进行改善。表710提供了一些改善的着眼点供读者在进行制品工程分析时参考。通过分析,找到改善的重点后,就应多方吸取意见,制订改善方案,经过评估后加以实施,实施后再对效果进行检查,比较改善前后的数据。以表“别针的制作”为例,经过改善整理后可以变成表71的样子。通过改
11、变机械设备放置的位置、制品的流向、工程的重排,取得了明显的改善效果。表7。12是表.1的整理表,将其与表7.比较后又可以得到表.3。“别针制作”的制品工程分析表(表(7。11)略改善的着眼点(表7.10)工 程着 眼 点整 体 整体的合计时间、搬运距离,所需人员与每一项工程所需的时间,有没有缩短或削减的可能? 有没有欲罢不能的工程? 有没有可以同时进行的工程? 能否更换工程的顺序,以便减少工程数、所需时间、搬运距离、以及所需人员?加 工 有无加工时间多的工程? 能否提高设备的能力? 能否跟其他的工程一起进行? 改变工程的顺序,能否取得改善的效果? 现在的生产单位数量大小,是否适当?搬 运 能否
12、减少搬运的次数? 必要的运输,能否一边加工,一边进行?(例如使用输送带、流台板等) 能否缩短搬运距离? 能否改变作业场所的布置,以便减少乃至取消搬运工作? 能否对工程进行合并,减少搬运次数? 能否增大单次搬运数量,减少搬运数量? 搬运前后的装、卸货工作是否耗费很多时间,能否缩短? 搬运设备有无改良的余地?检 查 能否减少检查的次数? 有没有能省略的检查? 检查工作能否与其他工程合并? 检查的方法适当吗?能否缩短时间?停 滞 尽量减少停滞的时间,提高周转率? 能否通过工程的剔除、合并、重排、简化来消除停滞? 工程是否平衡?整理表(表7.1)项 目工程数量时间(分)距离(M)人数(人)加 工275
13、2搬运417658检 查2254停滞0合 计911514改善前后比较表(表7.13)工程工程数时间(分)距离(M)人数(人)改善前改善后效果改善前改善后效果改善前改善后效果改善前改善后效果加 工2075720搬 运54121856501082检 查2525642停滞1(0)(0)(130)33合 计1391211758565221476.改善内容的标准化一旦改善方案效果明显,就应该使之标准化,对相关人员加以训练、要求,避免回复到以前的状态。当然,不要因为改善取得了一定的效果就沾沾自喜,以为从此可以高忱无忧,要知道改善是永无止境的,随着技术的进步,制品的变化,时刻都存在改善的必要。四、制品工程分
14、析案例1.装配作业的流程改善目的为了从制品装配作业排除浪费、不均,以及勉强,并且缩短生产的准备时间,改善作业的流动起见,实施了制品工程分析。背景该公司是汽车零件厂商,专门集中连接汽车内部电气零件,以及电动机器的电线,把它们制成一部零件.制品制造的工程梗概,有如图1所示.重要的对象工程,是从到H为止的范围。制品工程分析次序1预备调查凭预备调查追究工程进行的结果,得知工程的进行太紧凑,工程途中的停滞又太频繁.为了使工程的进行良好,必需减少停滞的时间,所以,以制品工程分析的方式,展开了调查。次序2绘制工程进行图把工程进行图记入图715的制品工程分析表里面。从拼装品的搬运到最后的仓库保管为止,总共有二
15、十一道工序。次序3测定各工程的必要项目并记入调查测定各工程所使用的设备、钻模、运搬时间、所需人员,再记入图7。5的制品工程分析表.工程的梗概(图7。14)压着工程连结工程拼装工程切断工程A B C D 铣模连结电线,装配成所定之形状把电线插入所定的洞孔安装电线所定的接头把长电线切断为指定的长度NO.2 外观检查加工工程NO.1道通检查镶装配电盘的工程 E F G H凭目视检查外观是否够水准拼装所定的零件检查有否漏电的现象把配电盘安装在所定的位置出货同时。像图716的配置图(改善前)一般,制成了平面工程的进行图。次序4分析结果的整理把分析结果整理之后,就会变成表7.1所表示一般。从以上的结果,就
16、不难获知暂时放置回数,以及暂时放置的时间太多。次序5改善案的制订制品工程分析表(表。15)略配置图(改善前)(图7。16)略整理表(表7。)工程数时间(分)距离(M)人员(人员)加工()运搬( )检查()停滞()5741。9.1819-846合 计21135197凭制品工程分析表以及配置表,跟关系者展开讨论以及意见的交换,结果制订了以下的改善案。(1) 研讨以后得知,连结工程最耗费时间,经过了镶装配电盘的工程以后,作业就能够在短时间内完成,所需的工程时间也比较平衡化.只要取消暂时旋转的阶段,即能够利用运搬的一项工程,完成第五到第八项的作业,同时,亦能取消第十项及第十六项的“暂时放置”。(2)
17、改变N。1检查台的方向,变更加工台的位置,使工程的进行更为通畅无阻。制品工程分析表(改善前)(表7。8)略配置图(改善后)(图7。9)略改善前和改善后的比较(表.20)工 程改善前改善后节减加 工工程数时间距离人员5。90.949.9-90-0运 搬工程数时间距离人员11186。88181.0230检 查工程数时间距离人员2104210400-停 滞工程数时间距离人员72-6-15775合 计工程数时间距离人员211319271557.7816227。2235按以上改善案所制订的制品工程分析表,也就是图7。1。至于图79则是它的配置图。表7。2为改善前与改善后的比较。结果获知一一停滞工程数与时
18、间大幅工的减少,停滞、库存的现象也跟着消失了。如此一来,工程的进行也变成通畅,亦可以减少生产的先导时间.次序6改善案的实施评价次序改善案的标准化改善的效果(图21) 135工程数 15效果73分(54%)(数) 21 (分) 工 20 效果 时 1 程 15 间 6 10 50达成率94% 0 改善前 改善后 改善前 改善后关于次序67,在跟上司以及作业员协调之后,准备了实施所必要的设施。实施的结果,进行得非常之顺利,所获得之效果,几近于改善案的预测,时间的达成率为94(达成率等于实绩效果73分改善预测效果77分10)。其效果有如图7。21的图表所示。今后的问题点目前,只做到不太费时,以及不太
19、费力的配置方面之改善,今后将更进一步,检讨根本的工程改善,以及利用机械、自动化的配置方式。线圈控制器加工流程改善线圈控制器的脚部打洞(图略)提起改善案的起因阅读公司内的IE报导以后,心想一一或许可以排除“打洞”的过程,便跟上司商量讨论,展开了制品工程分析.工程的梗概这一次,被当成主题提出的线圈控制器脚部,每一个月可生产五十台(十二根脚/台),零件的材料及制品的形状,有如图7.22(略)所示。生产线圈控制器脚部的工厂,其平面流动图如图.23(略)所示.制品工程分析表(改善前)(表7。4)略制品工程分析次序1预备调查由于有了预备调查,才能够有如工程的梗概所示一般,获知生产量、材料与制品的形状、工程
20、的流动过程等,同时也明白,从材料的搬进到制品的暂时放置为止,总共分成十四项工程。次序2流动工程图的制成把流动工程图记入图7.4的制品工程分析表(改善前)。次序3测定并记入各工程的必要项目请参考图74的制品的整理次序4分析结果的整理分析结果经过整理,就变成表7。2所示一般.次序5改善案的制成分析结果得知,加工占69,搬运占1,检查占21,很显然的,加工占了压倒性的时间。着眼点在于:“划线”、“打洞、“钻孔”三项不能结合的工程.改善手段,当以利用USHPLATE最为合适。图7.6所表示者,就是把上述三项工程结合的制品工程分析表(改善后)次序6改善案的评价表7.27就是改善前后的比较.由此表得知,加
21、工时间可节减12.1,搬运时间亦可节减105。整理表(表7。2)略工程数时间(D)距离()人员(人)加工( )运搬( )检查( )停滞( )7529,00920043.7-()()合 计149,3543。71制品工程分析表(改善后)(表.2)略改善前与改善后的比较表(表7。27)加 工运 搬检 查合 计现状改善案节减()现状改善案节减(%)现状改善案节减(%)现状改善案节减(%)工程78.652020111.4时间(DM)9,1008,012。9585150200,3958,811。距离()-43。3737-4337.71.今后的问题点(1)关于加工向上司提议利用BH LATE(加工节减率达2
22、1%)。(2)关于检查方面曾经利用天平盘测定图面(参照7。22,零件的材料及形状)ab的地方,由此推测,只要利用测定钻模,仍然有缩短时间的余地。(3)关于全般方面由于机种相当的多,线圈控制器的脚部有各种不同的尺寸。只要统一全部机种的洞孔大小,以及开洞孔的位置,前后使用一枚UH PLTE也就足够了。(4)关于搬运路径打磨机与压缩机之间的运搬距离太长了。实在有检讨工厂全体机器摆设的必要.总论的()、(2)两项被实施了.由于全部的机种都在实施GT(机种的合并,分割)中,是故,线图控制器也连带的被检讨,洞孔的“大小”、“位置重新被估计,而达到标准化。的第(4)项,趁着工厂的移转,而获得了改善。有如上述一般,透过制品工程分析,各个提案被各部署所实施,对于作业改善方面,有着很大的帮助.文中如有不足,请您指教!13 / 13
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 顶级别墅项目广告设计鉴赏2
- 页岩气勘探开发技术
- 《文言文虚词复习》优秀课件
- 八年级道德与法治下册第二单元理解权利义务第四课公民义务第1框公民基本义务习题课件新人教版
- 八年级道德与法治下册第四单元崇尚法治精神第八课维课件
- 八年级道德与法治下册第三四单元综合复习教学课件人教版
- 《蔬菜种植技术》课件
- 阅读专题之人物描写与人物形象分析ppt课件
- 八年级道德与法治下册第一单元坚持宪法至上第二课保障宪法实施第1框坚持依宪治国教学课件人教版
- 远距离点对点通信系统设计通信原理三级项目ppt课件
- 页岩气与煤层气井压裂增产技术
- 化工制图课件
- 远离手机--班会ppt课件
- 预防校园欺凌主题班会ppt课件
- 阅读表现手法ppt课件
