《MasterCAMX5后处理编辑》由会员分享,可在线阅读,更多相关《MasterCAMX5后处理编辑(2页珍藏版)》请在装配图网上搜索。
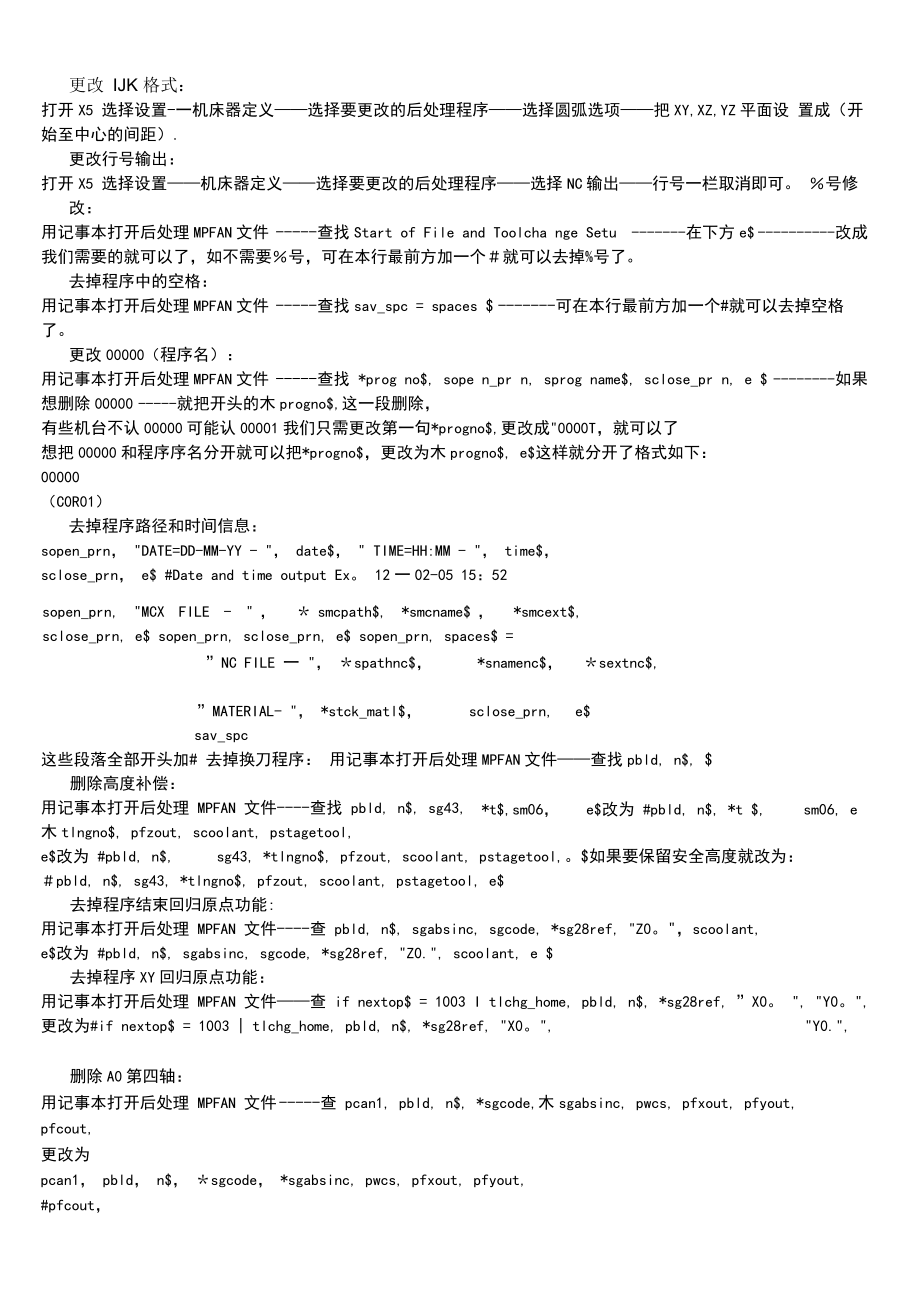
1、更改 IJK 格式:打开X5 选择设置-一机床器定义选择要更改的后处理程序选择圆弧选项把XY,XZ,YZ平面设 置成(开始至中心的间距).更改行号输出:打开X5 选择设置机床器定义选择要更改的后处理程序选择NC输出行号一栏取消即可。 号修改:用记事本打开后处理MPFAN文件查找Start of File and Toolcha nge Setu 在下方e$改成我们需要的就可以了,如不需要号,可在本行最前方加一个就可以去掉%号了。去掉程序中的空格:用记事本打开后处理MPFAN文件查找sav_spc = spaces $可在本行最前方加一个#就可以去掉空格了。更改00000(程序名):用记事本打开
2、后处理MPFAN文件查找 *prog no$, sope n_pr n, sprog name$, sclose_pr n, e $如果想删除00000就把开头的木progno$,这一段删除,有些机台不认00000可能认00001我们只需更改第一句*progno$,更改成0000T,就可以了想把00000和程序序名分开就可以把*progno$,更改为木progno$, e$这样就分开了格式如下:00000(C0R01)去掉程序路径和时间信息:sopen_prn, DATE=DD-MM-YY - , date$, TIME=HH:MM - , time$,sclose_prn, e$ #Date
3、 and time output Ex。 12一02-05 15:52sopen_prn, MCX FILE - , smcpath$, *smcname$, *smcext$, sclose_prn, e$ sopen_prn, sclose_prn, e$ sopen_prn, spaces$ =”NC FILE 一 , spathnc$,”MATERIAL- , *stck_matl$,sav_spc*snamenc$,sextnc$,sclose_prn,e$*t$,sm06,e$改为 #pbld, n$, *t $,sm06, e这些段落全部开头加# 去掉换刀程序: 用记事本打开后处
4、理MPFAN文件查找pbld, n$, $删除高度补偿:用记事本打开后处理 MPFAN 文件查找 pbld, n$, sg43,木tlngno$, pfzout, scoolant, pstagetool,e$改为 #pbld, n$,sg43, *tlngno$, pfzout, scoolant, pstagetool,。$如果要保留安全高度就改为:pbld, n$, sg43, *tlngno$, pfzout, scoolant, pstagetool, e$去掉程序结束回归原点功能:用记事本打开后处理 MPFAN 文件查 pbld, n$, sgabsinc, sgcode, *sg
5、28ref, Z0。,scoolant,e$改为 #pbld, n$, sgabsinc, sgcode, *sg28ref, Z0., scoolant, e $去掉程序XY回归原点功能:用记事本打开后处理 MPFAN 文件查 if nextop$ = 1003 I tlchg_home, pbld, n$, *sg28ref, ”X0。 , Y0。,更改为#if nextop$ = 1003 | tlchg_home, pbld, n$, *sg28ref, X0。,Y0.,删除A0第四轴:用记事本打开后处理 MPFAN 文件查 pcan1, pbld, n$, *sgcode,木sgab
6、sinc, pwcs, pfxout, pfyout,pfcout,更改为pcan1, pbld, n$, sgcode, *sgabsinc, pwcs, pfxout, pfyout,#pfcout,有些机台钻孔后G80不会抬到安全高度:用记事本打开后处理 MPFAN 文件查 pcan1, pbld, n$, sg80, strcantext, e$更改为 pcan1, pbld,n$, sg80, pfzo ut, st rca ntext, e$其格式如下:更改前:G0G90G54X0.Y0。 S1000M3Z100。G98G81Z100.R1.F100。G80M5M30更改后:G0G90G54X0。 Y0。 S1000M3Z100.G98G81Z100. R1o F100.G80Z100.M5M30把刀具补偿G41D1更改为G41T1 :有些机台如西门子半径补偿值是T1的情况下:用记事本打开后处理MPFAN文件查fm t D 4 t loff no$ #Diame ter offse tn umber更改为fmt T4 tloffno$ # Diameter offset number 就可以了。
 MasterCAMX5后处理编辑
MasterCAMX5后处理编辑