 SINUMERIK 840D基础编程概述
SINUMERIK 840D基础编程概述

《SINUMERIK 840D基础编程概述》由会员分享,可在线阅读,更多相关《SINUMERIK 840D基础编程概述(7页珍藏版)》请在装配图网上搜索。
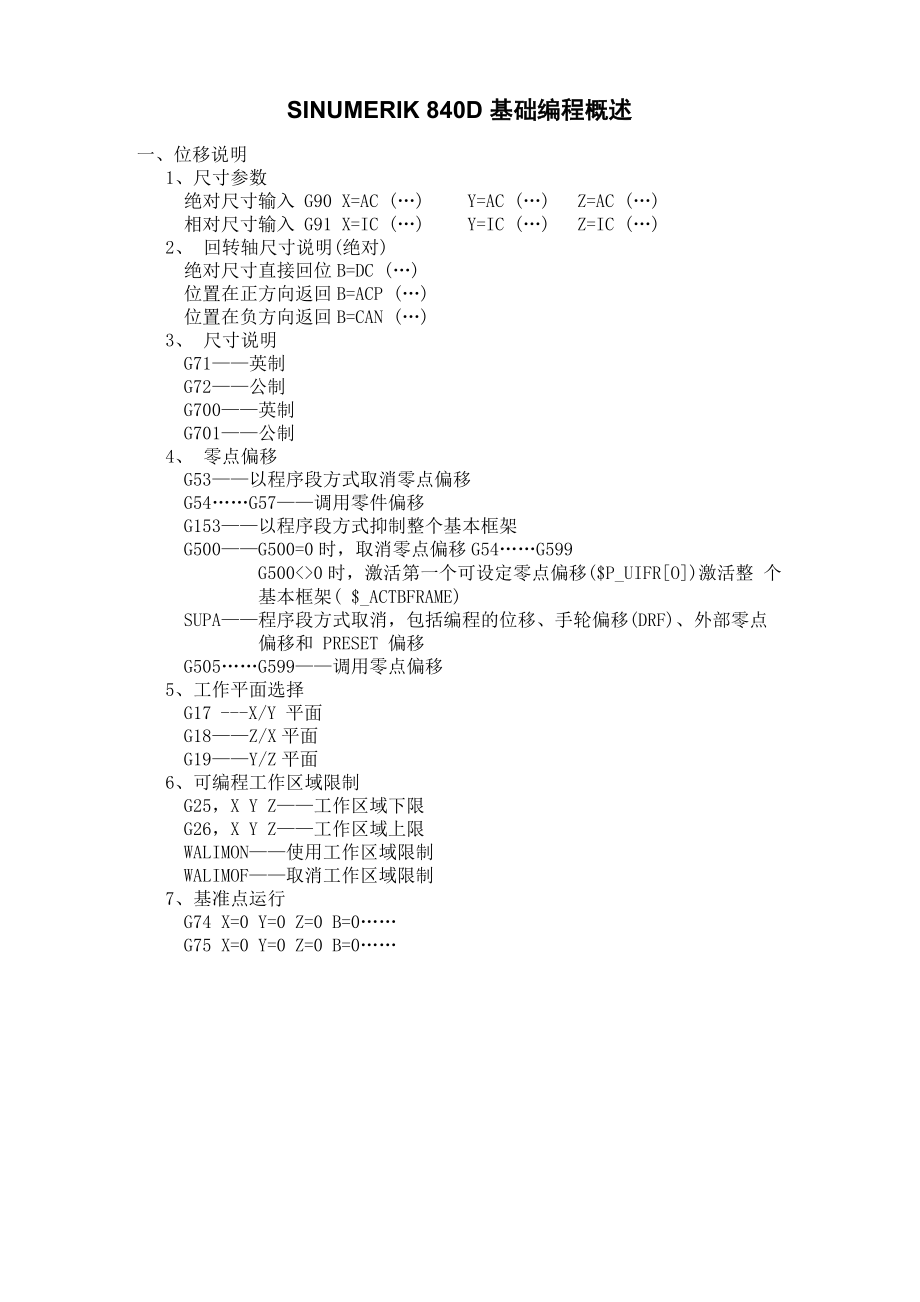
1、SINUMERIK 840D 基础编程概述一、位移说明1、尺寸参数绝对尺寸输入 G90 X=AC ()Y=AC ()Z=AC ()相对尺寸输入 G91 X=IC ()Y=IC ()Z=IC ()2、回转轴尺寸说明(绝对)绝对尺寸直接回位B=DC ()位置在正方向返回B=ACP ()位置在负方向返回B=CAN ()3、尺寸说明G71英制G72公制G700英制G701公制4、零点偏移G53以程序段方式取消零点偏移G54G57调用零件偏移G153以程序段方式抑制整个基本框架G500G500=0时,取消零点偏移G54G599G5000时,激活第一个可设定零点偏移($P_UIFRO)激活整 个基本框架(
2、 $_ACTBFRAME)SUPA程序段方式取消,包括编程的位移、手轮偏移(DRF)、外部零点 偏移和 PRESET 偏移G505G599调用零点偏移5、工作平面选择G17X/Y 平面G18Z/X平面G19Y/Z平面6、可编程工作区域限制G25,X Y Z工作区域下限G26,X Y Z工作区域上限WALIMON使用工作区域限制WALIMOF取消工作区域限制7、基准点运行G74 X=0 Y=0 Z=0 B=0G75 X=0 Y=0 Z=0 B=0二、编程位移指令1、极坐标:G110 Gill G112 X_ Y_ ZG0/G1/G2/G3 AP=_ RP=_G110参考最近位置Gill工件坐标系
3、中的绝对值G112根据最近有效的极坐标AP=极角,数值范围-360+360度RP=极半径2、快速运行 G0RTLIOF非线性插补(单轴插补)RTLION线性插补(轨迹轴共同插补)3、直线插补G1 X_ Y_ Z_ F_G1 AP=_ RP=_ F_4、圆弧插补终点/圆心方式:G2/G3 XY_Z_I_J_ K_极坐标方式: G2/G3 AP=_RP=_终点/半径方式:G2/G3 XY_Z_CR=圆弧角 /圆心方式: G2/G3AR=_I_J_K_圆弧角/终点方式: G2/G3AR=_X_Y_J_中间点圆弧插补:CIP X_Y_Z_I1_J1_ K1切线过渡的圆弧: CT X_ Y_ Z_5、螺
4、旋线插补G2/G3 X_ Y_ Z_ I_ J_ K_ TURN=_G2/G3 AR=_ I_ J_ K_ TURN=_G2/G3 AR=_ X_ Y_ Z_ TURN=_G2/G3 AP=_ RP=_ TURN=_TURN=_ 附加圆弧运运次数 09996、渐开线插补INVCW/INVCCW X_ Y_ Z_ I_ J_ K_ CR=_INVCW/INVCCW I_ J_ K_ CR=_ AR=_INVCW沿渐开线顺时针运行INVCCW沿渐开线逆时钊运行AR0 时,运动轨迹偏离基准圆AR0, =0时为取消)FRCM=_模态进给率(=0时激活F值)说明:发生平面转换不插入倒角/倒圆用G0时,F
5、RC/FRCM无效FRC改写当前F值或FRCM值FRCM0,则出现10860报警(进给类型转换前)三、轨迹位移性能1、准停G60准停(模态)G9准停(非模态)G601精确定位后,程序段转换G602粗定位后,程序段转换G603插补结束后,程序段转换2、轨迹控制运行G64轨迹控制运行G641 ADIS可编程过渡磨削G642 ADISPOS=_精磨削,带轴向公差G643程序段精磨削G644精磨削,带最大可能动态ADIS磨削距离,用于G1,G2,G3AKISPOS精磨削,用于G03、加速性能BRISK轨迹轴加速度突变BRISKA用于编程的进给SOFT轨迹轴冲击限制的加速度SOFTA用于编程进给轴DRI
6、VE高于设定速度时降低轨迹轴加速度DRIVEA用于编程进给轴VELOLIMAAX改变跟随轴中最大速度的极限ACCLIMAAX改变跟随轴中加速度的极限JERDLIMAAX改变跟随轴中冲击的极限4、带预控制运行FFWON接通预控制FFWOF取消预控制 *通过预控制与速度相关的超程长度在轨迹运行时降低到接近于零5、可编程的轮廓精度CPPECON接通CPPECOF取消6、停留时间GO4 F_/S_ F_ 秒钟S_ 转数四、框架1、可编程零点偏移TRANS X_ Y_ Z_ 绝对零点偏移 ATRANS X_ Y_ Z_ 附加零点偏移 G58,G59 X_ Y_ Z_ 轴向可编程零点偏移2、可编程的旋转R
7、OT X_ Y_ Z_ 围绕几何轴空间旋转ROT RPL=_坐标系平面旋转AROT 附加旋转3、可编程框架旋转ROTS绝对旋转AROTS附加旋转CROTS用立体角进行框架旋转X_ Y_ Z_ 立体角(允许给定两个)4、可编程比例系数SCALE X_ Y_ Z_绝对放大/缩小 ASCALE X_ Y_ Z_附加放大/缩小 X_ Y_ Z_几何方向比例系数5、可编程镜像MIRROR绝对镜像AMIRROR附加镜像XO, YO, Z0几何轴五、进给率控制,主轴运行1、进给率G93以转/分钟表示的时间倒数进给率G94以mm/min或inch/min表示进给率G95以mm/转或inch/转表示进给率FGR
8、OUP(X,Y,Z)F 对所有指定的轴有效2、运行定位轴POS轴二给轴定位,程序顺序执行POSA轴二给轴定位,程序同步执行POSP轴=(,)回到零件终点位置,用于振荡运动编程FA轴二定位轴进给率3、位置控制的主轴运动SPCONn从转速控制转换到位置控制SPCOFn从位置控制转换到转速控制4、定位主轴SPOSn 主主轴定向(顺序执行)Mn 主主轴定向(顺序执行)SPOSAn主主轴定向(同步执行)Mn=70主主轴定向(同步执行)FINEASn精准停COARSEASn 粗准停5、定位轴/主轴的进给率FA轴二以mm/min, inch/min或 度/min规定进给率FASPI (轴)=以 度/min定
9、位进给(轴向进给)FPR (轴)在G95下编程可作为轨迹轴和同步轴的旋转进给率FPRAONSn, Sn轴向激活旋转进给率FPRAOFSn取消旋转进给率6、进给倍率OVR=轨迹进给F倍率OVRA轴二轴定位进给率OVRASPI (n)主轴转速倍率7、主轴转速及旋转方向M3顺时针旋转M4逆时针旋转M5主轴停转SETMS (n) 将n轴设为主主轴SETMS主主轴复位8、可编程主轴转速极限G25 S_主轴转速下限G26 S_主轴转速上限六、刀具补偿1、刀具选择/调用Tx L06刀具调用TO刀具选择撤销2、刀补DDx刀补号DO撤消刀补3、刀具半径补偿G40取消刀补G41半径左补偿G42半径右补偿OFFN编
10、程轮廓加工余量4、轮廓返回和离开NORM直接在直线上运行KONT按照编程的拐角性能运行轮廓点G450到G451KONTC弯曲部分平缓的进行DONTT切线部分平缓的进行5 、外角的补偿G450 DISC=_过渡圆弧,运行指令的柔性编程G451切削点,刀具从工件拐角返回 DISC=O过渡圆弧DISC=1OO等距线的交点6、平滑逼近和退回G140逼近和退回与当前的补偿面有关(缺省值)G141从左侧逼近或向左侧回退G142从右侧逼近或向右侧回退G143逼近和退回方向与起点或终点的切线方向相对位置有关G147以直线方式逼近G148以直线方式退回G247沿一个象限逼近G248沿一个象限退回G347以半圆逼近G348以半圆退回G340在空间的逼近与退回G341平面中逼近与退回IDSR=G147/G148中从铣刀边缘到轮廓起始点 G247/G347 中刀具中心轨迹半径 在REPOS带半圆情况下,DISR表示圆弧直径DISCL=快速进刀终点到加工平面的距离DISCL=AC(_)FAD=慢速进刀速度FAD=_编程值与15组G代码相符 FAD=PM(_)与15组G代码无关,作为直线进给使用(G94) FAD二PR(_)与15组G代码无关,作为旋转进给使用(G95)7、轮廓冲突监控CDON激活瓶颈识别CDOF取消瓶颈识别
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
