《不锈钢氩弧焊工艺指导书》由会员分享,可在线阅读,更多相关《不锈钢氩弧焊工艺指导书(2页珍藏版)》请在装配图网上搜索。
1、不锈钢氩弧焊工艺指导书1、范围:本工艺适用于各种不锈钢板、不锈钢材料的焊接2、设备:直流钨极氩焊机TIG-250最大焊接电流:250A额定输入电压:单相380V10%/50Hz预送气时间:0.3S焊接电流调节范围:5A250A气体延时:0.316S最小焊接电流:W40A冷却方式:风冷3、操作工艺:1、焊接操作前应首先检查被焊工件部位有无氧化物、油脂、涂层等垃圾物,焊前必须严格清理,否则极易引起熔 核成形不良,甚至会产生未焊透等质量的发生。2、焊接前应领会图纸的技术要求,严格按照图纸要求进行施工,在将焊接件按图纸尺寸要求定位好后,应用工艺 撑杆加强、加固,以防止或减小在焊接过程中产生的焊接变形,
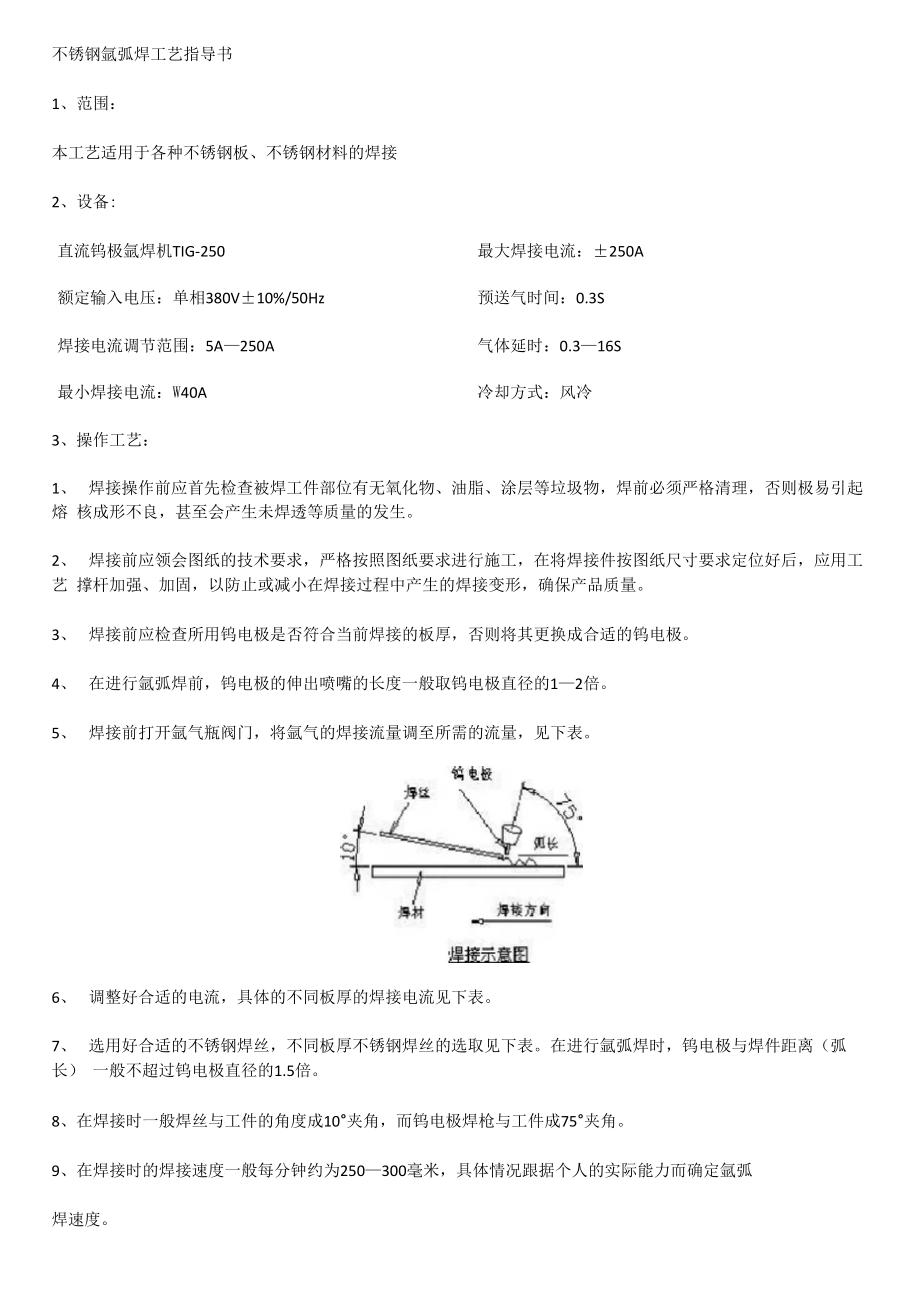
2、确保产品质量。3、焊接前应检查所用钨电极是否符合当前焊接的板厚,否则将其更换成合适的钨电极。4、在进行氩弧焊前,钨电极的伸出喷嘴的长度一般取钨电极直径的12倍。5、焊接前打开氩气瓶阀门,将氩气的焊接流量调至所需的流量,见下表。6、调整好合适的电流,具体的不同板厚的焊接电流见下表。7、选用好合适的不锈钢焊丝,不同板厚不锈钢焊丝的选取见下表。在进行氩弧焊时,钨电极与焊件距离(弧长) 一般不超过钨电极直径的1.5倍。8、在焊接时一般焊丝与工件的角度成10夹角,而钨电极焊枪与工件成75夹角。9、在焊接时的焊接速度一般每分钟约为250300毫米,具体情况跟据个人的实际能力而确定氩弧焊速度。10、焊接时手
3、势应平稳,焊丝应均速送入溶池内。11、焊缝宽度应均匀、高低起伏应一致,焊缝应美观、漂亮。不辭直竝弧捍不同材料挣糜与之棚关憫擾直田碍接电沆蜩焉板厚(mm)袒輾亶轻(nim)匡複椎度澤按电濫闆最大丐体範量3d:1.1016125202.5口上1 010162015302.51C1 21.0-1 $笳25SO3131210163050754丨02同356 5弼6301 5162459012074、注意事项:1、在操作前应严格按照图纸及工艺要求作相关的准备工作。2、在操作前应检查逆变式交直流氩弧焊机的电流选择开关是否在交流电的档位中。3、在焊接过程中如遇板材不平,应先将其校平、校直,方可进行焊接。4、
4、不锈钢氩弧焊操作者,必须戴好头面罩、手套、穿好工作服、工作鞋,以避免电弧光中的紫外线和红外线灼伤。5、在焊接过程中,特别是在夏天不能吹电风扇,以避免把保护气体吹散,确保焊接质量。6、在焊接过程中,应确保焊机内风机正常运作,以保护设备正常使用。7、焊接过程中,不能有影响产品质量的各种缺陷,如:焊瘤、未焊透等。8、焊接完成待焊接件冷却后应将工艺撑杆去除,并将焊疤磨平。9、焊后应去除焊渣等飞溅物,保证焊后产品清洁、美观。10、在焊接过程中会产生一定的焊接变形,焊后应根据图纸的技术要求作相应的焊后校正。11、当操作者在工作过程中发现有任何影响设备或产品质量的不确定因素都应立即停止工作,并切断电源,排除不 确定因素后方可继续工作。如遇难以解决的问题应立即通知班组长或设备维修部。12、操作完成后应对产品按图纸、工艺要求进行自检,并填写相应的单据(如:生产日报表、工序卡等)填写要 认真、详细、规范。13、未经培训人员不得擅自操作。
 不锈钢氩弧焊工艺指导书
不锈钢氩弧焊工艺指导书