《冷轧热镀锌带钢炉内跑偏因素分析及控制》由会员分享,可在线阅读,更多相关《冷轧热镀锌带钢炉内跑偏因素分析及控制(3页珍藏版)》请在装配图网上搜索。
1、冷轧热镀锌带钢炉内跑偏因素分析及控制摘要:带钢炉内跑偏不但会对产品质量和生产产量造成影响,还可能会因带钢 刮蹭炉墙衬板而造成严重的停车事故。文中对带钢炉内跑偏的主要影响因素进行 了分析,并提出了带钢炉内跑偏的主要控制措施,旨在为冷轧生产实践提供参考 依据。关键词:热镀锌;带钢;炉内跑偏;因素1 前言在冷轧连续退火及连续热镀锌生产线中,带钢跑偏是日常生产中常见的故障 其中带钢在炉内发生跑偏后常会造成不良后果,严重时会引发炉内断带事故,并 造成停车。带钢发生跑偏后,为防止停车,生产线不得不降速运行,而速度不稳 定会导致退火温度波动,从而影响产品质量。跑偏严重时,纠偏框架达到极限位 置,触发停车,或
2、为防止刮蹭炉墙主动停车,停车直接影响产量。跑偏严重、纠 偏装置未能及时反应或纠偏能力不足时,带钢会刮蹭炉墙衬板,导致断带。2带钢炉内跑偏的主要影响因素在冷轧热镀锌生产过程中,引发带钢在退火炉内跑偏的因素有很多,并且通 常多为多种因素综合影响。因此,在对带钢跑偏原因进行分析时要对实际生产情 况进行综合考虑,并对每一种可能因素进行校验、分析。2.1 炉体安装精度的影响炉体在设计、制造及安装时,应充分考虑热膨胀对炉体精度的影响,并提前 预留合适的热膨胀量。在炉子的实际安装过程中,安装及校验均是在冷态下进行 的,当炉子温度升至工作温度时,预留的热膨胀量使得炉体的位置精度符合热态 下的设计精度要求。但若
3、热膨胀预留量不合理,就会使得热态下炉体精度不够, 炉内辊子的水平度及相对于生产线中心线的垂直度降低,最终便会导致带钢在炉 内发生跑偏现象。2.2 来料板形质量的影响 冷轧板原料板形质量较低是造成带钢炉内跑偏的主要因素之一,但并不是所有的板形质量缺陷均会导致跑偏。不对称的板形质量缺陷(如单侧边浪、单侧1/ 4浪等)均会引起带钢炉内跑偏,而中浪、两侧对称边浪、两侧1/4浪等对称质 量缺陷不会引起带钢跑偏。此外,不对称的两侧边浪及两侧1/4浪同样会引起带 钢跑偏。2.3 带钢温度的影响为了对带钢进行有效纠偏,炉内辊子通常带有一定凸度,在带钢张力的作用 下,利用带钢在运行过程中的“爬坡”原理,使带钢保
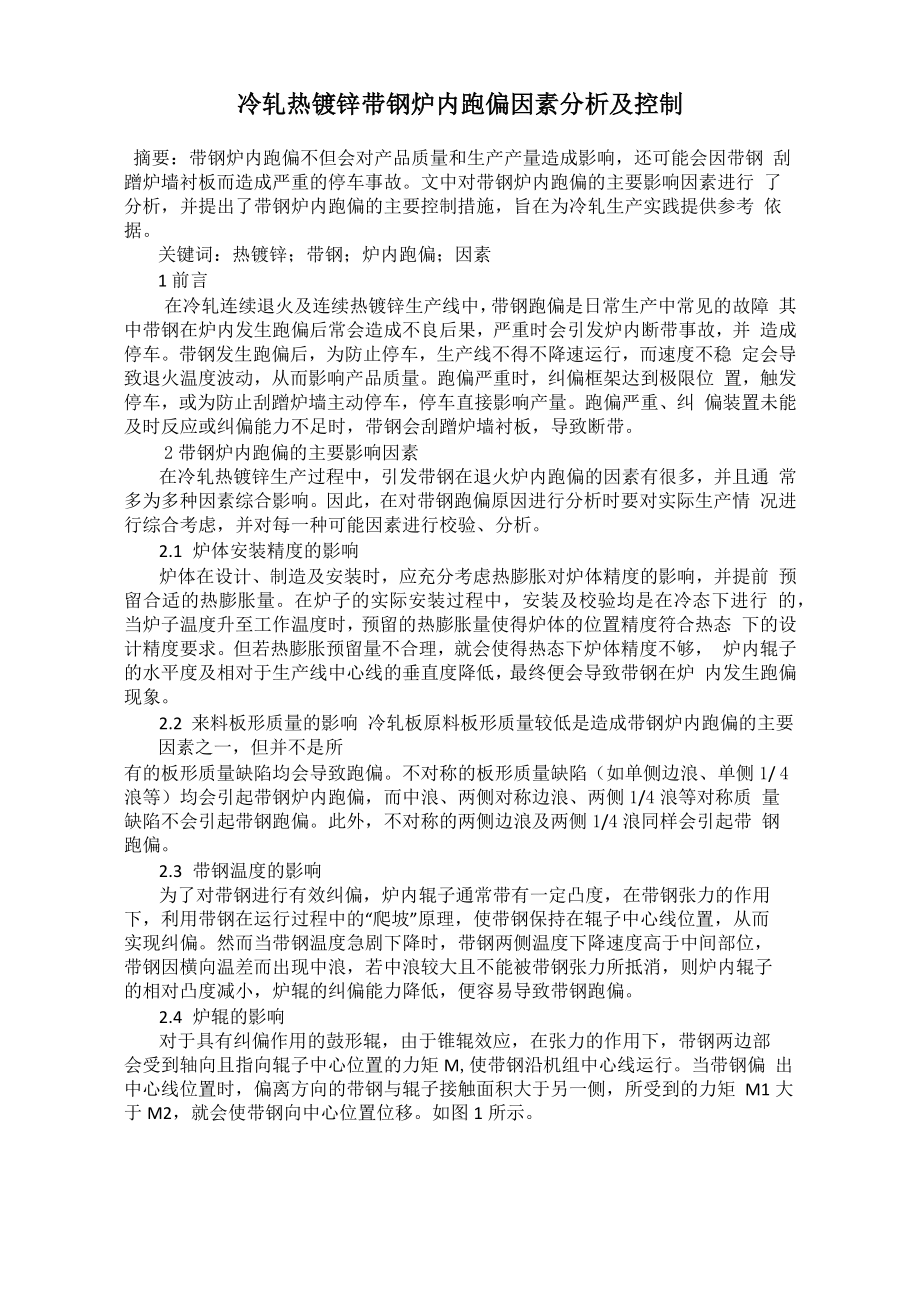
4、持在辊子中心线位置,从而 实现纠偏。然而当带钢温度急剧下降时,带钢两侧温度下降速度高于中间部位, 带钢因横向温差而出现中浪,若中浪较大且不能被带钢张力所抵消,则炉内辊子 的相对凸度减小,炉辊的纠偏能力降低,便容易导致带钢跑偏。2.4 炉辊的影响对于具有纠偏作用的鼓形辊,由于锥辊效应,在张力的作用下,带钢两边部 会受到轴向且指向辊子中心位置的力矩M,使带钢沿机组中心线运行。当带钢偏 出中心线位置时,偏离方向的带钢与辊子接触面积大于另一侧,所受到的力矩 M1大于M2,就会使带钢向中心位置位移。如图1所示。图 1 鼓型辊的纠偏原理若辊子在使用过程中磨损严重,辊子凸度减小,则辊子的纠偏能力降低,容 易
5、发生跑偏;此外,辊子表面因磨损而粗糙度升高,辊面与带钢间的摩擦系数降 低,也会降低辊子的纠偏能力。3 带钢炉内跑偏的控制措施3.1 炉辊安装精度的校验与恢复炉辊在安装、调试阶段虽然经过了严格的校验,但在炉子后续长期的运行中 受到设备老化、结构变形、基础沉降、设备大修、辊子更换等因素的影响,机组 精度会受到一定程度的影响,因此可利用设备大修对炉辊安装精度进行重新校验, 以恢复其精度。炉辊精度降低包括炉辊整体存在问题和单根炉辊存在问题两种情况,表现为 辊子的垂直度、水平度及位置度等精度未达到设计要求。当炉辊整体精度均存在 问题时,通常无论带钢是否存在板形缺陷,每卷都会出现跑偏现象,并且跑偏方 向一
6、致,而只有在带钢具有某种特定板形缺陷时,跑偏才会减轻或不跑偏。这种 情况需要对所有炉辊进行校验,并恢复辊子的安装精度。当某一根炉辊安装精度 较低时,带钢经过该辊子时,跑偏现象明显加剧。单根辊子存在问题通常出现在 更换新辊后,因此需要对单根辊子进行校正。3.2 增加带钢张力 在带钢与辊面摩擦系数不变的情况下,增加带钢张力,可增加辊面与带钢间 的压力,并提高两者间的摩擦力,使得辊子的纠偏能力增强,可有效改善带钢炉 内跑偏。特别是对于厚料和具有较高硬度的高强汽车钢,采用该方法,效果明显。3.3 合理控制带钢速度 虽然带钢运行速度与跑偏不具有直接关系,但降低带钢运行速度可有效增加 纠偏设施的反应时间,
7、提高纠偏设备的纠偏能力。因此,当带钢板形较差或跑偏 较严重时,可适当降低带钢运行速度,以避免炉内刮钢事故的发生。3.4 及时更换炉辊 由于炉辊辊型及表面粗糙度与带钢跑偏有着直接关系,因此当辊子严重磨损 或表面老化时,应当及时更换新辊。合理制定炉辊的更换周期,并注意更换新辊 时确保辊子的安装精度。3.5 降低炉辊与带钢温差 由于易跑偏带钢的板形和厚度较大、硬度较大,在刚入炉时,带钢温度低于 炉辊温度,带钢在炉辊上的贴合度较低,很容易出现跑偏。针对这种情况,应尽 可能地提高退火炉预热段温度,并尽量增加加热段入口加热输出。另外,带钢与 炉辊的温差大,会影响炉辊的热凸度。在高退火温度品种向低退火温度品
8、种的过 渡中,如果降温速度过快或降温幅度过大,会导致带钢与炉辊之间产生较大的温 差,炉辊中间与带钢接触的部分被带钢冷却,热凸度变小从而削弱凸度辊的自纠 偏能力。更严重时,炉辊中间甚至可以变成负凸度,使带钢在炉辊上产生向外的 分力,加剧跑偏趋势。3.6 通过预判提前预防跑偏 带钢在入口区域时,通过观察带钢跑偏情况,可以对带钢跑至炉区时的跑偏 方向和跑偏程度进行预判,从而提前采取预防措施。同时还可以根据原料板形来 对跑偏情况进行预判,如:通过观察来料浪形种类和严重程度、考察轧机有关板 形的生产参数等。多数情况下,同一批次冷轧板的浪形类型基本相同或相近,因 此可通过观察前几卷带钢跑偏情况来对该批次原
9、料进行预判。4 结语带钢炉内跑偏问题在冷轧连续退火生产线和连续热镀锌生产线日常生产中比 较常见,是影响生产节奏的多发性故障。由于引发带钢炉内跑偏的因素有很多, 因此,首先需深入了解设备纠偏的工作原理,其次需对引发带钢炉内跑偏的各个 因素进行分析,最后需对这些因素进行综合分析和考虑。对于因设备原因造成的 带钢跑偏,通过校准炉辊安装精度和定期更换磨损的炉辊是最为有效的措施。对 于因原料和生产工艺参数造成的跑偏,则可通过降低带钢速度、增加带钢张力、 降低炉辊与带钢温差及带钢进入炉区前的提前预判等措施可有效控制带钢炉内跑 偏。此外,一旦发生带钢炉内严重跑偏,应坚持“宁停勿断”原则,以避免发生炉 内断带事故,降低损失。参考文献1谢忠亮.带钢的跑偏及纠正J.本溪冶金高等专科学校学报,2003, 5(2):141唐英.带钢跑偏控制J.重型机械科技,2007(3):4.1王海峰,杨忠林,黄宇,等.冷连轧带钢跑偏原因分析J.轧钢,2008,25(3):54
 冷轧热镀锌带钢炉内跑偏因素分析及控制
冷轧热镀锌带钢炉内跑偏因素分析及控制