 M70系统操作说明书.pdf
M70系统操作说明书.pdf

《M70系统操作说明书.pdf》由会员分享,可在线阅读,更多相关《M70系统操作说明书.pdf(26页珍藏版)》请在装配图网上搜索。
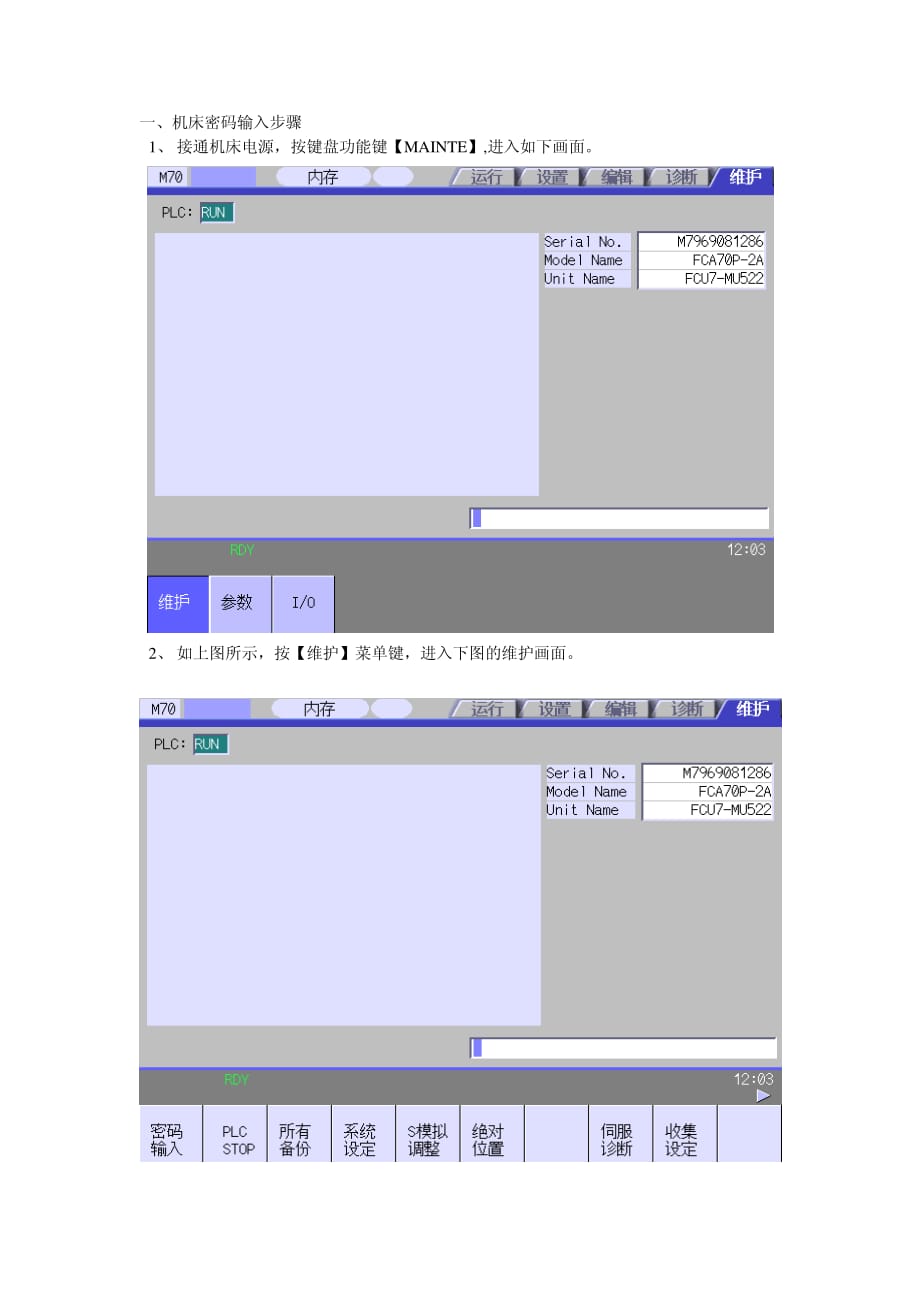
1、一 、 机床密 码输 入步 骤 1 、 接通机 床电 源 , 按键 盘功 能键 【 M A I N T E 】 ,进 入如 下画面 。 2 、 如上图 所示 , 按 【 维 护 】 菜单键 , 进 入下 图的 维护 画面 。 3 、 按 【 密 码输 入 】 软件 , 则提 示要 输入 密码 , 此 时在光 标处 输入 “ M P A R A ” 并按 键盘 上 【 I N PU T 】 键后 , 即 完成 了密码 输入 。 二 、 参 数的 搜索 与修 改 1 、 按 键盘 功能 键 【 M A I N T E 】 ,进 入如 下画 面 。 2 、 如 上图 所示 , 按 【 参 数 】 软
2、件 , 进 入下 图所 示的 参数设 置画 面 3 、 接上图 , 选 择 【 参数 编 号 】 软件 , 搜 索要修改 的 参数 , 并按键 盘上的 【 I N PU T 】 键 。 参 照下图 ( 以 参 数 800 1 号 为 例 ) 4 、 将 要 变 动 的 数值 输入 到 光标所 示处 , 并 按 【 I N PU T 】 键后 , 即 完成对 该参 数 的修改 。 三 、 加 工程 序的 缓存 区修 改步骤 功能简 介 : 自 动运 转 ( 内 存 、 存 储卡 ) 运行时 , 可 以停止 程序 段 , 对 下一 指 令进行 修正 和变 更 。 另外 在不 发生 错误 时 , 可
3、 以不 进行 N C 复位 , 直接对 发生 错误 的程 序段 进行修 改 , 然 后 继续运 转 。 1 、 按操作 面板 上的 单节 执行 键 , 使 程序 处于 单节 执行 状态 。 按键 盘上 的 【 M O N I T O R 】 键 , 并通过 菜单 扩展 键找 到如 下图所 示的 画面 。 2 、 如上图 所示 , 按 【 PR G 修 改 】 软 件 , 进入 缓存 区修 正 界面 , 如 下图 : 3 、 将光标 移动 到要 修改 的程 序段 , 执行 相应 的修 正 , 修改完 成后 按 【 I N PU T 】 键即可 。 4 、 确认程 序修 改无 误后 , 则 可以继
4、 续执 行 以 下程 序 。 四 、 程 序搜 索操 作步 骤 功能简 介 : 利用 程序 搜索 功能可 以调 用内 存 、 串行 设备和 存储 卡中 的加 工程 序 。 1 、 在运转 画面 中按 【 搜 索 】 软件 , 进入 如下 搜索 画面 2 、 如上所 示 , 选择要 执行 搜 索的装 置 ( 存储器 、 串 口 或存储 卡 ) 。 下面 以存 储器 搜索为 例 , 按存储 器软 件 , 出现 存储 器内的 程序 , 将 光标 移动 要执行 的文 件名 上 , 按 【 I N PU T 】 键 , 即完成 对该 程序 的搜 索 。 五 、 程 序再 搜索 操作 功能简 介 : 程序
5、 再搜 索功 能是因 刀具 破损 等原 因暂 时中断 加工 程序 时 , 搜索 到希望 继续 执行 的加工 程序 段 , 从该 程序 段开始 继续 加工 的功 能 。 1 、 在运转 画面 ( 按 【 M O N I T O R 】 后 出现 的画 面 ), 通 过菜单 翻页 键找 到如 下所 示画面 。 2 、 如上图 所示 按 【 在搜 索软 件 】 , 执行 在搜 索功 能 , 如 下图 3 、 通过文 件设 定找 到需 要执 行在搜 索功 能的 程序 , 按 键盘上 的 【 I N PU T 】 键 后 , 即 找到 了 上次结 束前 的程 序段 。 4 、 如上图 所示 , 按 【
6、M S T B 履历 】 软件 , 搜 索相 应 的 M 、 S 、 T 码 后 , 按 【 I N PU T 】 软 件 确认即 可 。 5 、 搜索完 成后 , 按 【 关 闭 】 软件 , 关闭 自动 搜索 功能 。 6 、 恢复自 动运 行模 式 , 执行 循环启 动 。 六 、 创 建程 序步 骤 1 、 按 键盘 上 【 E D I T 】 软 件 , 进 入编 辑画 面 , 如下 图所示 2 、 如 上图 所示 , 按 【 编 辑 】 软件 后 , 出现 下图 所示 画面 。 3 、 选择 需要 创建 程序 的装 置 ( 存 储器 或存 储卡 ), 输 入文件 名并 按 【 I
7、N PU T 】 键 , 出 现下 图 所示画 面 。( 本 例创 建的 文 件名 为 8 ) 4 、 如 上所 示 , 在光 标处 即 可完成 程序 编辑 。 另外 , 要创 建 M D I 程序 时 , 则可 以按 上图 中的 【 M D I 】 软件 , 进 入 M D I 编辑 。 七 、 工 件坐 标设 定步 骤 1 、 按 键盘 上的 【 S E T U P 】 软件 , 进 入下 图设 置画 面 2 、 如 上图 所示 , 按 菜单 键 【 坐标 系 】, 进 入下 图所 示 工件坐 标设 定画 面 3 、 在以 上画面 可以 输入相 应工件 坐标的 值 , 也 可以 通过简 易
8、设定 将当前 机械 位置坐 标设定 为工件 坐标 。 八 、 信 号强 制设 定步 骤 1 、 按 键盘 上的 【 D I A G N 】 软件 , 进 入下 图的 诊断 画面 2 、 按 【 I / F 诊断 】 菜单 软 件 , 进 入下 图 I / F 诊断画面 3 、 如 上图 , 按 模式 输出 软 件 , 进 入下 图模 式输 出状 态 4 、 输 入需 要强 制的 信号 ( 以 L 100 信号 为例 ), 输 入 “ L 100/ 1 ” 并按 【 I N P U T 】, 如下 图 5 、 调 试结 束后 必须 将强 制 点清除 , 输 入 “ L 100/ 0 ” , 并按
9、 【 I N PU T 】 键即 可 九 、 数 据的 输入 输出 步骤 1 、 按 键盘 上的 【 M A I N T E 】 键 , 进入 下图 维护 画面 2 、 如 上图 所示 , 选 择 【 I / O 】 菜单 软件 , 进 入下 图 输入输 出画 面 3 、 如 上图 所示 , 选 择装 置 A 和 装 置 B 中的 目录 和文 件名后 , 执 行 【 转送 】 软 件 , 即 完成 了 装置 A 到装 置 B 的传 输 。 十 、 删 除程 序步 骤 1 、 按 键盘 上的 【 E D I T 】 键 , 进 入下 图编 辑画 面 2 、 按 下 【 编辑 】 软 件 , 进
10、入下图 程序 编辑 画面 3 、 按 菜单 扩展 软件 , 进 入 如下图 所示 画面 4 、 选 择 【 文件 删除 】 软 件 , 进行 文件 删除 操作 5 、 选 择需 要执 行删 除的 装 置 ( 存储 器或 存储卡 ) , 并 通过光 标或 输入 文件 名 选 择要删 除的 文 件 , 按 【 I N PU T 】 会 出现 “ 是否 删除 ” 提 示 , 按 “ Y ” 后完 成删 除 十一 、 程序 光标 搜索 步骤 1 、 将机床 处于 运转 画面 ( 按 【 M O N I T E 】 键 ), 如 下图 所示 2 、 如上图 , 按 【 编 辑 】 软件 , 进入 当前
11、程序 编辑 画面 , 如下 图 3 、 通过键 盘上 的方 向键 , 移 动光标 到需 要继 续执 行的 加工程 序段 , 并 按键 盘上 【 I N PU T 】 , 出现下 图所 示画 面 。 4 、 搜索结 束后 , 按 【 关 闭 】 软件 , 出现 下图 所示 画面 。 于自 动模 式下 按操 作面 板上的 循环 启动按 钮 , 即可 从光 标位 置处开 始运 行程 序 。 刀 表重 新排列 说明 RES ET TO OL TA BL E I NST RU CT ION 按下 SET UP 按键 , 然后 按下屏幕下方 “ T 登录 ” 的软键 , 就可以看到刀表 Press SET
12、 UP button, then press “ T ENTRY ” you can see the tool table 三菱 M 7 0 系统操作说明 刀 表重 新设定 的方 式 1. 在手动模式下 , 按下 ATC CW 按键或是 ATC CCW 按键 , 使刀套 1 的位置移动到待命换刀 的位置 。 Press ATC CW or ATC CC W button under manua l mode, move tool 1 to the position where need replace 。 2 . 按下主轴待机按键 , 进行主轴待机刀号的设置 。 方法如下 : Press SP
13、INDLE/PRE button to set spindle and preparative tool number as follow: 主轴刀号 工具编号 ( 25 )D( ) 按下 INPUT 确定 PRESS I N PUT 备用刀号 工具编号 ( 1 )D( ) 按下 INPUT 确定 PRESS I N PUT T.COMD 工具编号 ( 1 )D( ) 按下 INPUT 确定 PRESS I N PUT INDEX 工具编号 ( 1 )D( ) 按下 INPUT 确定 PRESS I N PUT TARGET 工具编号 ( 1 )D( ) 按下 INPUT 确定 PRESS I
14、 N PUT 3 . 依照上图所示内容 , 将刀具数据重新排列 , 方式如下 : According to the above table, reset the data of tool as follows: 在最下方 P o t ( ) 工具编号 ( )D( ) at the bottom of P o t ( ) TOOL ( )D( ) P o t ( 1 ) 工具编号 ( 1 )D( ) 按下 INPUT 确定 PRESS I N PUT P o t ( 2 ) 工具编号 ( 2 )D( ) 按下 INPUT 确定 PRESS I N PUT P o t ( 3 ) 工具编号 ( 3
15、 )D( ) 按下 INPUT 确定 PRESS I N PUT P o t ( 4 ) 工具编号 ( 4 )D( ) 按下 INPUT 确定 PRESS I N PUT P o t ( 5 ) 工具编号 ( 5 )D( ) 按下 INPUT 确定 PRESS I N PUT P o t ( 6 ) 工具编号 ( 6 )D( ) 按下 INPUT 确定 PRESS I N PUT P o t ( 7 ) 工具编号 ( 7 )D( ) 按下 INPUT 确定 PRESS I N PUT P o t ( 8 ) 工具编号 ( 8 )D( ) 按下 INPUT 确定 PRESS I N PUT P
16、o t ( 9 ) 工具编号 ( 9 )D( ) 按下 INPUT 确定 PRESS I N PUT P o t ( 10 ) 工具编号 ( 10 )D( ) 按下 INPUT 确定 PRESS I N PUT P o t ( 11 ) 工具编号 ( 11 )D( ) 按下 INPUT 确定 PRESS I N PUT P o t ( 12 ) 工具编号 ( 12 )D( ) 按下 INPUT 确定 PRESS I N PUT P o t ( 13 ) 工具编号 ( 13 )D( ) 按下 INPUT 确定 PRESS I N PUT P o t ( 14 ) 工具编号 ( 14 )D( )
17、按下 INPUT 确定 PRESS I N PUT P o t ( 15 ) 工具编号 ( 15 )D( ) 按下 INPUT 确定 PRESS I N PUT P o t ( 16 ) 工具编号 ( 16 )D ( ) 按下 INPUT 确定 PRESS I N PUT P o t ( 17 ) 工具编号 ( 17 )D( ) 按下 INPUT 确定 PRESS I N PUT P o t ( 18 ) 工具编号 ( 18 )D( ) 按下 INPUT 确定 PRESS I N PUT P o t ( 19 ) 工具编号 ( 19 )D( ) 按下 INPUT 确定 PRESS I N PU
18、T P o t ( 20 ) 工具编号 ( 20 )D( ) 按下 INPUT 确定 PRESS I N PUT P o t ( 21 ) 工具编号 ( 21 )D( ) 按下 INPUT 确定 P RESS I N PUT P o t ( 22 ) 工具编号 ( 22 )D( ) 按下 INPUT 确定 PRESS I N PUT P o t ( 23 ) 工具编号 ( 23 )D( ) 按下 INPUT 确定 PRESS I N PUT P o t ( 24 ) 工具编号 ( 24 )D( ) 按下 INPUT 确定 PRESS I N PUT 3. 关电重新开机 P ower off t
19、he machine then power on. 电 控部 单 元 通 报 名称 绝对位置 设定 日期 2 0 0 9 . 0 8 . 0 1 版次 A 5 . 2 MI T S U B I S H I M 7 0 C o n t r o l l e r 无 原 点挡 块型 式 ( 1 ) 开 机后 , 切换 至手 轮模 式 ( MP G ) , 操 作手 轮移 动轴 至轴 指标 与标 示牌 0 位置对 正 三菱 M 7 0 系统操作说明 电 控部 单 元 通 报 名称 绝对位置 设定 日期 2 0 0 9 . 0 8 . 0 1 版次 A ( 2 ) 按 MA IN T E 选择进入 维护
20、界 面 , 选择 【 维护 】 【 绝对位 置 】 , 进入 绝 对位置设 置画面 。 三菱 M 7 0 系统操作说明 电 控部 单 元 通 报 名称 绝对位置 设定 日期 2 0 0 9 . 0 8 . 0 1 版次 A ( 3 ) 通过 【 轴选 择 】 软键 选择要 设 定的轴 , 开启绝 对 位置设定 ( 0 ) 【 绝对 位 置设定 】 为 1 ( 1 ) 【 基准 点 】 设为 1 ( c ) 观察画面 显示状态 变化 状态 返回原点 机械端 ( 不固 定数值 ) 三菱 M 7 0 系统操作说明 电 控部 单 元 通 报 名称 绝对位置 设定 日期 2 0 0 9 . 0 8 . 0 1 版次 A ( 4 ) 切 换至手 轮 模式 ( MPG ) , 操作 手轮往正 方向移 动 , 观察画 面显示 状 态 如下时则 完成绝 对 值位置设 定 , 关 机 重开后绝 对位置 生 效 。 状态 结束 机械端 ( 不固 定数值 ) 机械值 ( 与机 械端显示 数值相 同 )
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
