 CA6140拨叉831002课程设计工序卡.doc
CA6140拨叉831002课程设计工序卡.doc

《CA6140拨叉831002课程设计工序卡.doc》由会员分享,可在线阅读,更多相关《CA6140拨叉831002课程设计工序卡.doc(14页珍藏版)》请在装配图网上搜索。
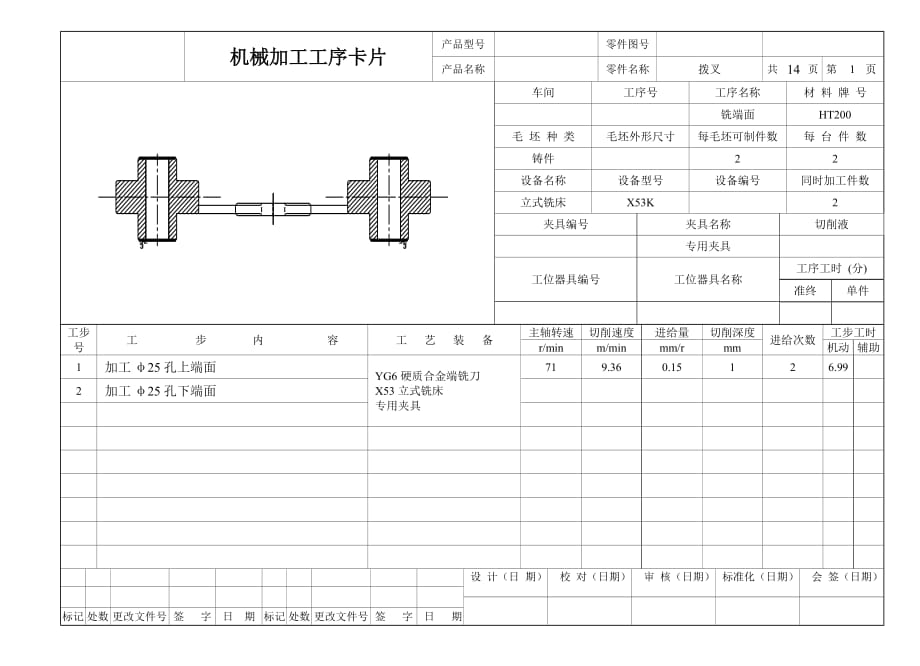
1、机械加工工序卡片产品型号零件图号产品名称零件名称拨叉共14页第1页车间工序号工序名称材 料 牌 号铣端面HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件22设备名称设备型号设备编号同时加工件数立式铣床X53K2夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1加工25孔上端面YG6硬质合金端铣刀X53立式铣床专用夹具719.360.15126.992加工25孔下端面 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日
2、期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期机械加工工序卡片产品型号零件图号产品名称零件名称拨叉共14页第2页车间工序号工序名称材 料 牌 号钻孔HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件22设备名称设备型号设备编号同时加工件数立式钻床Z5351夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1以25孔的下端面定位,钻23的孔高速钢麻花钻钻头290.819.640.4810.192
3、 扩25的孔高速钢扩孔钻39230.70.710.123 铰25的孔,到达精度和粗糙度的要求 高速钢铰刀39230.71.510.07 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期机械加工工序卡片产品型号零件图号产品名称零件名称拨叉(CA6140)共14页第3页车间工序号工序名称材 料 牌 号铣端面HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件 22设备名称设备型号设备编号同时加工件数立式铣床X53K1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准
4、终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1铣螺纹孔端面X53K立式铣床硬质合金钢端铣刀专用夹具15019.81.512 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期机械加工工序卡片产品型号零件图号产品名称零件名称拨叉)共14页第4页车间工序号工序名称材 料 牌 号HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件22设备名称设备型号设备编号同时加工件数立式钻床Z5351夹具编号夹具名称切削液专
5、用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1钻20.5的孔Z525立式钻床20.5直柄短麻花钻19512.50.4312攻M221.5的螺纹孔Z535立式钻床细柄机用丝锥23091.51 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期机械加工工序卡片产品型号零件图号产品名称零件名称拨叉共14页第5页车间工序号工序名称材 料 牌 号铣槽HT200毛 坯 种 类毛坯外形尺
6、寸每毛坯可制件数每 台 件 数铸件22设备名称设备型号设备编号同时加工件数立式铣床X53K2夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1粗铣槽16H11端面X62K式立式铣床高速钢三面刃铣刀专用夹具952.42.282 粗铣槽16H11底面952.42.283 粗铣槽16H11侧面952.42.28 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日
7、期机械加工工序卡片产品型号零件图号产品名称零件名称拨叉共14页第6页车间工序号工序名称材 料 牌 号镗孔HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件22设备名称设备型号设备编号同时加工件数立式金刚镗床T7162夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1粗镗60孔卧式镗床T68硬质合金镗刀专用夹具100015.720.21.81 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件
8、号签 字 日 期标记处数更改文件号签 字 日 期机械加工工序卡片产品型号零件图号产品名称零件名称拨叉共14页第7页车间工序号工序名称材 料 牌 号铣面HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件22设备名称设备型号设备编号同时加工件数立式铣床X53K2夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1粗铣60上下端面X62型卧式铣床两块镶齿套式面铣刀专用夹具245630.151.51 设 计(日 期) 校 对(日期) 审
9、核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期机械加工工序卡片产品型号零件图号产品名称零件名称拨叉共14页第8页车间工序号工序名称材 料 牌 号铣面HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件22设备名称设备型号设备编号同时加工件数立式铣床X53K2夹具编号夹具名称切削液专用夹具 工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1精铣60上下端面47546.40.40.31 设 计(日 期)
10、校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期机械加工工序卡片产品型号零件图号产品名称零件名称拨叉共14页第9页车间工序号工序名称材 料 牌 号HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件22设备名称设备型号设备编号同时加工件数立式铣床X53K2夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1半精铣槽端面X62型卧式铣床高速钢三面刃铣刀专用夹
11、具952.41.682半精铣槽底面952.41.683半精铣槽侧面952.41.68 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期机械加工工序卡片产品型号零件图号产品名称零件名称拨叉共14页第10页车间工序号工序名称材 料 牌 号铣端面HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件22设备名称设备型号设备编号同时加工件数立式铣床X53K2夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削
12、深度进给次数工步工时r/minm/minmm/rmm机动辅助半精铣螺纹孔端面37530.180.22 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期机械加工工序卡片产品型号零件图号产品名称零件名称拨叉共14页第11页车间工序号工序名称材 料 牌 号铣槽HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件22设备名称设备型号设备编号同时加工件数立式铣床X53K2夹具编号夹具名称切削液专用夹具 工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切
13、削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1精铣槽侧面XA5032立式铣床高速钢立铣刀专用夹具23510.3317 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期机械加工工序卡片产品型号零件图号产品名称零件名称拨叉共14页第12页车间工序号工序名称材 料 牌 号 铣面HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件22设备名称设备型号设备编号同时加工件数立式铣床X53K2夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终
14、单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1精铣60上下端面X6132卧式铣床硬质合金端铣刀专用夹具47561.30.51 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期机械加工工序卡片产品型号零件图号产品名称零件名称拨叉共14页第13页车间工序号工序名称材 料 牌 号 镗孔HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件22设备名称设备型号设备编号同时加工件数2夹具编号夹具名称切削液专用夹具工位
15、器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1精镗60孔T68式卧式镗床YG6单刃镗刀专用夹具63024.80.140.21 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期机械加工工序卡片产品型号零件图号产品名称零件名称拨叉共14页第14页车间工序号工序名称材 料 牌 号 铣断HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件22设备名称设备型号设备编号同时加工件数立式铣床 X53K2夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1两件铣断X62型卧式铣床中齿锯片铣刀专用夹具8019.81.9241 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 临床检验项目临床意义(检验科)--课件
- 临床输血病程记录规范课件
- 临床实验室安全管理模板课件
- 输卵管疾病超声诊断与介入治疗课件
- 高中化学专题2-化学反应与能量转化-专题归纳名师公开课优质ppt课件(苏教版必修2)
- 临床试验流程讲义课件
- 临床检验标本的规范采集-3课件
- 临床路径管理实施课件
- 输液反应及应急预案课件
- 胰腺癌护理查房课件
- 读书与教师专业成长课件
- 贵州省国资委监管企业工资总额预算管理暂行办法解读课件
- 高中地理4.1流域综合开发与可持续发展-名师公开课省级获奖ppt课件-(鲁教版必修三)
- 高中化学专题2-第二单元-离子反应-名师公开课优质ppt课件-(苏教版必修1)
- 临床检验标本采集--课件
