 电弧炉设计
电弧炉设计

《电弧炉设计》由会员分享,可在线阅读,更多相关《电弧炉设计(8页珍藏版)》请在装配图网上搜索。
1、电弧炉设计1.炉型设计新设计的电炉应具有如下特点:具有较高的生产率,电能、耐火材料和电极 消耗低,满足多种钢种冶炼时冶金反应的要求。一个新的电炉炼钢车间设计,第一应依照车间的生产规模和钢种要求合理的 确定炉子容量和座数,然后进行电炉设计,包括以下内容:确定电弧炉的形状和 尺寸,并选择变压器的变量和确定合理的电力参数。设计步骤: 求出炉内钢液和熔渣的体积。 运算熔池的深度和直径; 确定熔炼室空间的高度和直径; 确定炉顶的拱高和炉盖的厚度; 确定炉衬尺寸和炉壳直径; 确定变压器的功率与电压的级数和大小; 求出电极直径; 确定电极心圆直径。1.1熔池的形状和尺寸电弧炉的大小以其额定容量(公称容量)来
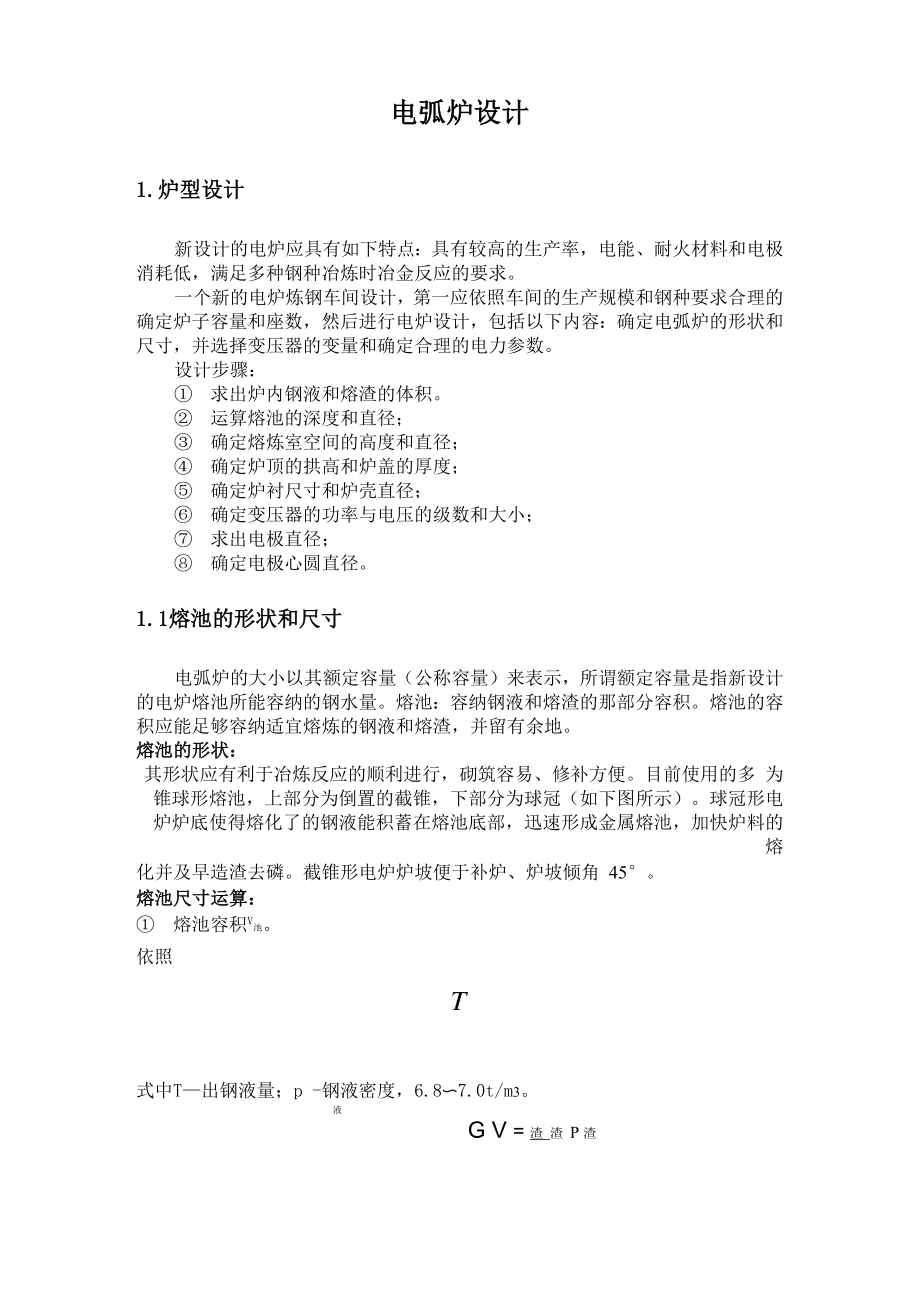
2、表示,所谓额定容量是指新设计 的电炉熔池所能容纳的钢水量。熔池:容纳钢液和熔渣的那部分容积。熔池的容 积应能足够容纳适宜熔炼的钢液和熔渣,并留有余地。熔池的形状:其形状应有利于冶炼反应的顺利进行,砌筑容易、修补方便。目前使用的多 为锥球形熔池,上部分为倒置的截锥,下部分为球冠(如下图所示)。球冠形电 炉炉底使得熔化了的钢液能积蓄在熔池底部,迅速形成金属熔池,加快炉料的熔化并及早造渣去磷。截锥形电炉炉坡便于补炉、炉坡倾角 45。熔池尺寸运算: 熔池容积V池。依照式中T出钢液量;p -钢液密度,6.87.0t/m3。液G V = 渣 渣 P 渣式中G渣-按氧化期最大渣量运算,钢液量的7% (碱性)
3、;P 34t /m3渣D1罐煤後上边竦也径1lhD塩泡更丙宜备D卅L熔沟室世希)h?就辭务髙嵐 h?:球鱒獺長 h ?护踊;H:漱舷H1: WS1Dq谑光韶 熔池直径D和深度H。当选定炉坡倾角45时,一样取D/H=5左右较合适。 由截锥体和球冠体的体积运算公式可知,熔池的运算公式为:兀兀d 2V = h (D2 + dD + d2)+ _h (3 x+ h 2)池 12 26 14 i式中h球冠部分高度,一样取h=H/5;h2截锥部分高度,h2=H-h=4/5H;D熔池液面直径,通常采取D/H=5,即D=5H; d球冠直径,因 d=D-2h2=5H-8/5H=17/5H,整理得:V = 12.
4、1H 3 = 0.0968 D 3池12熔炼室尺寸熔炼室指熔池以上至炉顶拱基的那部分容积,其大小应能一次装入堆积密度 中等的全部炉料。熔炼室直径D炉坡和炉壁交接处的直径,为了防止钢液沸腾时炉渣冲刷炉壁砖或炉渣到达 炉坡与炉壁砖交界处(薄弱处),炉坡应高于炉门槛(渣面与炉门槛平齐)约100mm 左右,即当选定炉坡倾角为45时:D 熔二D+2X100熔炼室高度弘 金属炉门槛至炉顶拱基的空间高度为熔炼室高度。炉衬门槛较金属门槛高出 80100mm。体会值:Hi =0.50.4540t 电炉D 炉顶高h3炉顶高度h3与熔池室直径D有如下关系:h工=1/71/9 (因炉顶砖不同而异)D熔至此,渣面至炉顶
5、中央高度H2=H1+h3 熔炼室上缘直径D一样熔炼室要设计成上大下小倾斜形的,即 D1D 熔,炉壁上部薄下部厚, 如此形状的熔炼室增加了炉壁的稳固性,炉壁较稳固,同熔时容易修补,同时使熔 炼室的容积增大,可多装轻薄料。另外下部的炉衬接近于炉渣,腐蚀快些,炉衬 下厚上薄能够使整个熔炼室炉衬寿命趋于平均。其炉墙内侧倾斜度,一样为炉坡水平面至拱基高度(H1100)的10%左右; 因此:D 二 D + 2x(H -100)x 10%1 熔113炉衬及厚度()的确定炉衬的组成:炉壳f石棉(100mm)绝热层一工作层。炉壁衬砖厚度通常按耐火材料热阻运算确定,运算依据的条件是炉壳在操作 末期被加热的温度不大
6、于200C,以免炉壳变形。一样而言,增加炉壳厚度,炉 壳受热及热缺失能够减少,这在一定限度内是正确的,然而炉壳厚度6增加与热 缺失减少并非线性关系,厚度6达到一定值以后,再增加炉衬厚度6,热缺失减 少不显著,反而因为厚度6增加过大,而增加炉壳直径D,耐火材料消耗增加, 因此比较经济的方法是选择优质材料,使用较薄的炉衬。按体会值选,炉顶砖厚度(6)如下表所示。炉顶砖厚度吨位/t406/mm230300350烟壁部位厚度见表吨位/t40工作层/mm230345460绝热层/mm757575炉底部位总厚度近似等于熔池深度1.4炉壳及厚度6炉壳要求承担炉衬和炉料的质量,抗击部分衬砖在受热膨胀时产生的膨
7、胀 力,承担装料时的撞击力。D炉壳厚度6 Z 一样为炉壳直径D的1/200,即:5 Z二 壳Z壳Z 200炉壳厚度6 Z与炉壳直径D的关系见下表。D /m壳66 Z/mm12151520252830炉壳厚度6 Z于炉壳直径D壳勺关系 壳1有了 6、6Z就能够求出D壳。Z壳1 . 5炉门尺寸的确定一样电炉设一个加料炉门和一个出钢口,其位置相隔 180。 确定炉门尺寸要考虑下列因素:应便于顺利观看炉况,能良好的修补炉底和 整个炉坡,采纳加料机加料的炉子,料斗应能自由进入,能顺利取出折断的电极。炉门尺寸的体会值:炉门宽度=(0.250.3) D熔炉门高度=0.8 X炉门宽度为了密封,门框应向内倾斜8
8、12。1 . 6出钢口和流钢槽出钢口的位置:出钢口下缘与炉门槛平齐或高出100150mm。出钢口为一 个圆形孔洞,其直径为 120150mm。流钢槽:外壳用钢板或角钢做成,其断面为槽型,固定在炉壳上,内衬凹形 预制砖(称流钢槽砖)。为了防止打开出钢口以后钢水自动流出,流钢槽上翘与 水平面成 1012的角。流钢槽长度取决于电炉在车间的布置方式及出钢方式,关于纵向或高架式布 置同跨出钢的能够短一些,以减少钢水散热和二次氧化,一样1m以下,关于横 向地面布置异跨出钢的应长些,一样2m以上。2变压器功率和电参数的确定2.1 变压器功率的确定电炉的生产率决定于电炉的容量,变压器的功率,电炉全年的工作天数
9、,冶 炼周期,电效率和热效率。阻碍电炉工作的因素专门多。目前,电炉利用系数以 lOOOkVA变压器功率昼夜的合格钢产量定为电炉生产率的标准。确定变压器功率的目的是为了选择与电炉容量相匹配的变压器。变压器功率 的确定是一个比较复杂问题,它受电炉的容量,冶炼时刻,炉衬材质,电效率、 热效率等许多因素的阻碍。为了简化运算,把变压器功率于炉壳直径 D 壳联系 起来,抛开其他阻碍因素。研究发觉变压器功率与炉壳直径D壳存在如下关系。 当炉壳直径 D 壳已知时,可用下面体会公式选择变压器的额定功率。ll0D 3.32P =壳视T式中,P视一变压器视在功率,kV A;D 壳炉壳外径, m;t额定装量时的熔化时
10、刻,h。2.2 电压级数为了满足冶炼工艺的要求,在各冶炼期采纳不同的功率供电,如熔化期采纳 最高功率及最高二次电压供电,在精炼期使用较小功率及低电压供电。在功率一 定时,工作电压提高,能够减小电流,因而可提高功率因数cos和电效率n电 为此变压器要设置若干级二次电压。第一选最高一级的二次电压,其体会公式为:U = 15,P视电压级数取决于最高二次电压和各冶炼期对供电的要求。 一样:最高级二次电 压/V200250250300320400400电压级数244668818改变二次电压通过改变变压器高压侧线圈匝数及其接线法来实现。二分之一 用高压绕组三角形连接获得,另一半用星形连接获得。2.3电极直
11、径(d电极)电极是将电流输入熔炼室的导体,当电流通过电极时,电极会发热,现在会 有 8% 左右的电能缺失。当功率一定时,电极直径减小,电极上电流密度增大,电能缺失增大,电极直径增大,电极上电流密度减小,电能缺失减小,因此期望电极直径大点,但太 大,电极表面热量缺失增加,因此电极直径又不能太多,应有一个合适值。依照 体会,电极直径可按下式确定。7j0.40612pd =3:一电极K式中,P石墨电极500C时电阻系数,Qm;P =10Qmm2/m;石墨K系数,对石墨电极K=2.1W/cm2;I 电极上的电流强度,A;1000PI =视V3U式中,U最高二次电压。 不同尺寸电极I/S值见下表。d /
12、mm电极100200300400500600(I/S) /(A/cm2 )282017151412为了减少电极消耗,露出炉顶外的那部分电极温度:石墨电极不超过 500C为此电极上电流密度也不应超过该尺寸电极的 I/S 承诺值,以免电极温度过高。2.4电机心圆直径(d )三极心d :过三个电极极心的圆周直径。三极心d 过小,三根电极彼此靠的比较近,电极距离炉壁远,对炉壁寿命有利 然而,炉坡上的炉料难熔化,熔池加热不平均,炉顶中心结构强度差,容易损坏, 同时电极把持器上下移动困难。假如电极芯圆直径太大,电弧距炉壁近,加剧炉 衬的损坏。电极心圆直径的体会值为:d_ = (0.250.3) D式中,D
13、熔池直径。三极心3 电炉容量和座数的确定在进行电炉炉型设计之前,第一要确定电弧炉的容量和座数,它要紧与车间 的生产规模,冶炼周期,作业率等因素有关。在同一车间,所选电炉容量类型一样认为不超过两种为宜。座数不宜过多, 一样设置一座或两座电炉。为了确定电炉的容量和座数,第一要估算每次出钢量 q:G Tq = a8760ny式中,Ga车间产品方案中确定的年产量,t;an作业率,T冶炼周期,h;二;芝r囂 X100%,样取 n =90%94%; 年日历天数y良坯收得率,连铸一样95%96%;然后依照估算出的每次出钢量来选择电炉容量和座数,要使车间各个电炉每 次出钢量总和稍大于或等于 q。一样力求选用较
14、大容量的电炉,大电炉技术经济指标较好,热缺失和电耗小, 在同一车间内所选用电炉容量的类型不宜过多,一样认为不超过两种为宜,电炉 类型过多对车间的设备配置,配件的预备,炉子的修理都有困难,一样按下表选 择电炉容量。炼钢电弧炉系列及其要紧技术性能序型号额定容最大容变压器容熔池尺炉壳直炉膛直二次电压号量/t量/t量/ (kVA)寸/mm径/mm径/mm/V1HX-20202490003300 X66042003400300140十三级以 上2HX2-20202490003300 X66042003400300140十三级以 上3HX2-303036125003700 X740460038003301
15、50十三级以 上4HX2-505060180004250 X100052004350366160十三级以 上5HX2-757585250004800 X110058004950400170十三级以 上6HX2-100100110320005300 X122064005400440180 十三级以 上电炉座数:一个车间内的电炉座数也不宜过多,一样车间内设置一两座电炉, 对生产治理是有利的,要力求少,否则车间内生产调度复杂,相互干扰和阻碍严 峻。现代电弧炉炼钢车间一样配置一座电弧炉,一套炉外精炼装置和一台连铸机, 组成“三位一体”一对一的生产作业线。这种配置方式具有生产治理方便,技术 经济指标先进,相对投资省的优点。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
![[河南]2022年郑州银行公司客户经理社会招聘(6.14)全真冲刺卷(3套)带答案押题版](/Images/s.gif)