《激光切割机床总体结构方案》由会员分享,可在线阅读,更多相关《激光切割机床总体结构方案(7页珍藏版)》请在装配图网上搜索。
1、激光切割机床总体结构方案一、课题要求:1. 工作台最大尺寸(长X宽X高):700 X620X50mm2. 材料要求:5mm厚金属、非金属()3. 切割速度20m/min二、课题背景激光切割的适用对象主要是难切割材料,如高强度、高韧性材料以及 精密细小和形状复杂的零件,因而数控激光切割在我国制造业中正发 挥出巨大的优越性。本文设计了一台单片机控制的数控激光切割机床,主要完成了: 机床整体结构设计,Z轴、XY轴的结构设计计算、滚珠丝杠、直线滚 动导轨的选择及其强度分析;以步进电机为进给驱动的驱动系统及其 传动机构的分析设计计算;以89C51为主控芯片的数控系统硬件电路 设计、系统初始化设计及系统软
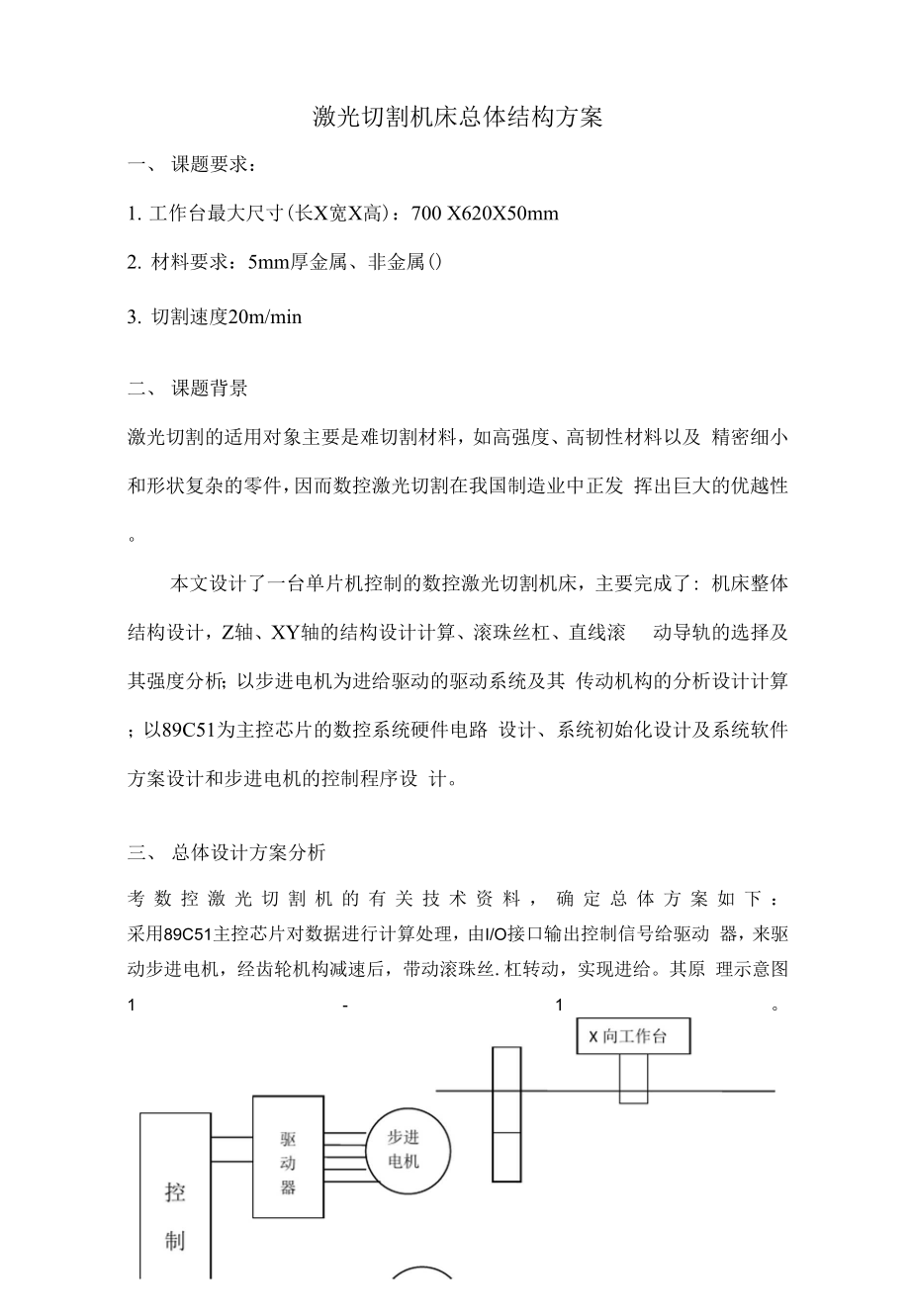
2、件方案设计和步进电机的控制程序设 计。三、总体设计方案分析考数控激光切割机的有关技术资料,确定总体方案如下:采用89C51主控芯片对数据进行计算处理,由I/O接口输出控制信号给驱动 器,来驱动步进电机,经齿轮机构减速后,带动滚珠丝.杠转动,实现进给。其原 理示意图1-1。图1-1系统总体原理图微机控制线路图参考MCS-51系列单片机控制XY工作台线路图。步进电机参照RORZE株式会社的产品样本选取,以保证质量和运行精度,同 时驱动器也选用RORZE的配套驱动器产品。滚珠统杠的生产厂家很多,本设计参照了汉江机床厂、南京工艺装备制造厂 的样本资料,力求从技术性能、价格状况、通用互换性等各方面因素考
3、虑,最后 选用南京工艺装备厂的FFZD系列滚珠幺幺.杠,即内循环垫片预紧螺母式滚珠统杠 副。本设计弃用Z80,而选用单片机。单片机体积小、抗干扰能力强,对环境要 求不高,可靠性高,灵活性好,性价比大大超过了 Z80。比较后选用89C51为主 芯片。在使用过程中89C51虽有4K的FLASH (E2PROM),但考虑实际情况需配 备EPROM和RAM,并要求时序配备。选晶体频率为6MHz, 89C51读取时间约 为3t,贝lj t = 480ns,常用EPROM读取时间约为200450ns。89C51的读取时间应 大于ROM要求的读取时间o89C51的读写时间约为4T,则TR = 660ns,T
4、W=800ns, 常用RAM读写时间为200ns左右,均满足要求。根据需要,扩展I/O接口 8155, 因显示数据主要为数字及部分功能字,为简化电路采用LED显示器。键盘采用非 编码式矩阵电路。为防止强电干扰,采用光电隔离电路。四、工作台的设计1. 主要设计参数及依据本设计的XY工作台的参数定为: 工作台行程:横向320mm,纵向450mm 工作台最大尺寸(长X宽X高):1100X900X300mm 工作台最大承载重量:120Kg 脉冲当量:O.OOlmm/pluse 进给速度:60平方毫米/min 表面粗糙度:0.81.6 设计寿命:15年2. XY工作台部件进给系统受力分析因激光切割机床为
5、激光加工,其激光器与工件之间不直接接触, 因此可以认为在加工过程中没有外力负载作用。其切削力为零。XY工作台部件由工作台、中间滑台、底座等零部件组成,各自之 间均以滚动直线导轨副相联,以保证相对运动精度。设下底座的传动系统为横向传动系统,即X向,上导轨为纵向传 动系统,即Y向。一般来说,数控切割机床的滚动直线导轨的摩擦力可忽略不计, 但滚珠丝杠副,以及齿轮之间的滑动摩擦不能忽略,这些摩擦力矩会 影响电机的步距精度。另外由于采取了一系列的消隙、预紧措施,其 产生的负载波动应控制在很小的范围。3. 初步确定XY工作台尺寸及估算重量初定工作台尺寸(长X宽X高度)为:1200 X 950 X 70mm
6、,材料为 HT200,估重为 625N (W1)。设中托座尺寸(长X宽X高度)为:1200 X 520 X 220mm,材料为 HT200,估重为 250N (W2)。另外估计其他零件的重量约为250N (W3) o加上工件最大重量约为120Kg (1176N) (G)o则下托座导轨副所承受的最大负载W为:W = Wl+W2+W3+G=665+250+250+1176 = 2301N4. Z轴随动系统设计激光切割机对Z轴随动机构要求非常高。在切割中需随时检测和 控制切割表面的不平度,通过伺服电机和滚珠丝杆调整切割头的高度, 以保证激光聚焦后的焦点在切割板材的表面位置。由于激光焦点至板面的距离将
7、影响割缝宽窄及质量,因此,要求Z轴的检测精度高于 0. 010mm:同时,随动速度应大于5m/mino随动速度太快会造成切割头上下震荡,太慢又造成切割头跟不上的现象。目前。对加工板材的 检测主要有电容、电感、电阻、激光、红外等几种方式。电感式和电 阻式属于传感器,激光、红外及电容式属于非接触式传感器。电容式 传感器在运动检测过程中不发生摩擦阻力,最适于金属板材和高速切割加工,而激光和红外位移传感器对加工材料的反射率很敏感,仅适 用于一些特殊场合鼬切割尸(如强磁场办耕干扰环境)O所以在选择 传感器时,应注意检测清虫和对切割材冒宙适应性,同时安装时还需 要注意采取抗干扰措施。1割头具有多种先进的舫
8、它和附加自动清洁喷嘴、同轴喷水机.构、切割加了切割O 一般来理拖动重量在5kg以上时,成甲能机构的增加,不呼避晚4十华能不好,随动机构反应不灵敏、上就必歹 尤为重矗 使用较多的是采用气缸托动方卜(图H如的谛割机的Z轴拖动重量在2kg 高速飞行光路设计中,这一*易安装,还可根据要求调整切割头中目,如自动调整激光喷嘴距离、 :转动、切割嘴摆动等。这些功 土的重量,成切割头的动态性,普通数控激光切割机z轴 中设施。而高性能数控激光切 施加重力平衡设施,特别是在 4Fz轴上的重力平衡设施 1)。该方式重量轻、体积小、线导航力。 /0-五、滚珠丝杠传动系统的设计计算(一)根据机床的受力情况及结构尺寸,参
9、照南京工艺装备厂的产品系列,选用FFZD内循环垫片预紧螺母式滚珠丝.杆,具体型号如下:X 向:FFZD 2504-3/490 X 500Y 向:FFZD 2504-3/500 X 1100(二)因X向的滚珠统杆比Y向的滚珠幺幺杆所受的负载大,现只计算X向统杆 的相关数据,Y向根据X向的结果相同选用即可满足要求。(三)具体计算如下。3.1滚珠丝杠副导程的确定轴向负荷计算公式:Fa=F+UW(3.1)式中F一切削力,F=0W 工件重量加工作台重量W=2301NU滚动导轨上的滚动摩擦系数(约为0.003-0.004),取U=0.004 则根据式(3.1):Fa = 0.004 X2301=92N激光
10、切割机滚珠统杠是在低速条件下工作的。故本处的Go=(0.2-0.3), Fa =18.4-27.6No对照样本参数,这里的G。非常小, 选定导程为4的滚珠幺幺杠副。3.2滚珠丝杠副的传动效率滚珠丝.杠副的传动效率为: =t g# 睥(3.2)式中甲一滚珠丝杠的螺纹升角P 一当量摩擦角根据当量摩擦系数和当量摩擦角关系(见表3T),前面已经定v=lm/s,材 料选择灰铸铁HRCN45。所以:p =4 00,tgp =0.0025 ;因为qj =arctg (Ph/tt d)(3.3)式中:Ph导程,4mmd一一统杠公称直径,25mm则根据式(3.3):ip =2.91则根据式(3.2)得:q =0
11、.953。表3-1当量摩擦系数f,和当量摩擦角p ,齿圈材料锡青铜无锡青铜灰铸铁齿面硬度HRCN45其它HRC45HRC45其它相对速度u sfrP 尸P frp ffp 广p ,m/ s0. 010. 1106。17,0. 1206 51r0. 18010 12,0. 18010 2r0. 19010 450. 050. 0905 090. 1005。43,0. 1407 580. 1407 580. 1609 050. 100. 0804 340. 905 09r0. 1307 2470. 1307 24f0. 1407 58,0. 250. 0653。43,0. 0754 17f0. 1
12、005 43r0. 1005。43,0. 1206 51r0. 500. 0553 090. 0653。43,0. 0905 0970. 0905 090. 1005 49f1.00. 0452。350. 0553 09r0. 0704 00r0. 0704 000. 0905 09,1.50. 0402。170. 052 52r0. 0653 43f0. 0653。43,0. 0804 34r2.00. 0352。00,0. 0452 35r0. 0553 0970. 0553 090. 0704 002.50. 0301。43,0. 0402 17r0. 052。5273.00. 0281。360. 0352 00r0. 0452。35,40. 0241。22f0. 0311 47r0. 0402。17f50. 0221 160. 0291 40r0. 0352 00780. 0181。020. 0261 29r0. 031 43r100. 0160 550. 0241 22r150. 0140。480. 0201 09r240. 0130 45
 激光切割机床总体结构方案
激光切割机床总体结构方案