 激光加工工艺在航空航天领域的应用
激光加工工艺在航空航天领域的应用

《激光加工工艺在航空航天领域的应用》由会员分享,可在线阅读,更多相关《激光加工工艺在航空航天领域的应用(10页珍藏版)》请在装配图网上搜索。
1、航空航天特殊材料加工技术激光加工工艺在航空航天领域的应用 摘要:激光制造技术在国防和航空航天领域的产业化应用前景远大,具有效率高、 能耗低、流程短、性能好、数字化、智能化的特点,本文主要介绍了激光加工的 组成、工作原理及各激光加工工艺技术在航空领域中的应用。针对现状,我国将 继续发挥激光制造技术的优势,改变我国航空航天领域的关键器件和技术主要依 赖进口的现状,最终形成我国新一代激光制造产业链。关键词:激光加工、航空航天、打孔、切割、熔覆、焊接、打标、LENS1. 激光加工的组成及工作原理激光加工有四部分组成,分别是激光器、电源、光学系统、机械系统工作原理 :激光加工利用高功率密度的激光束照射工
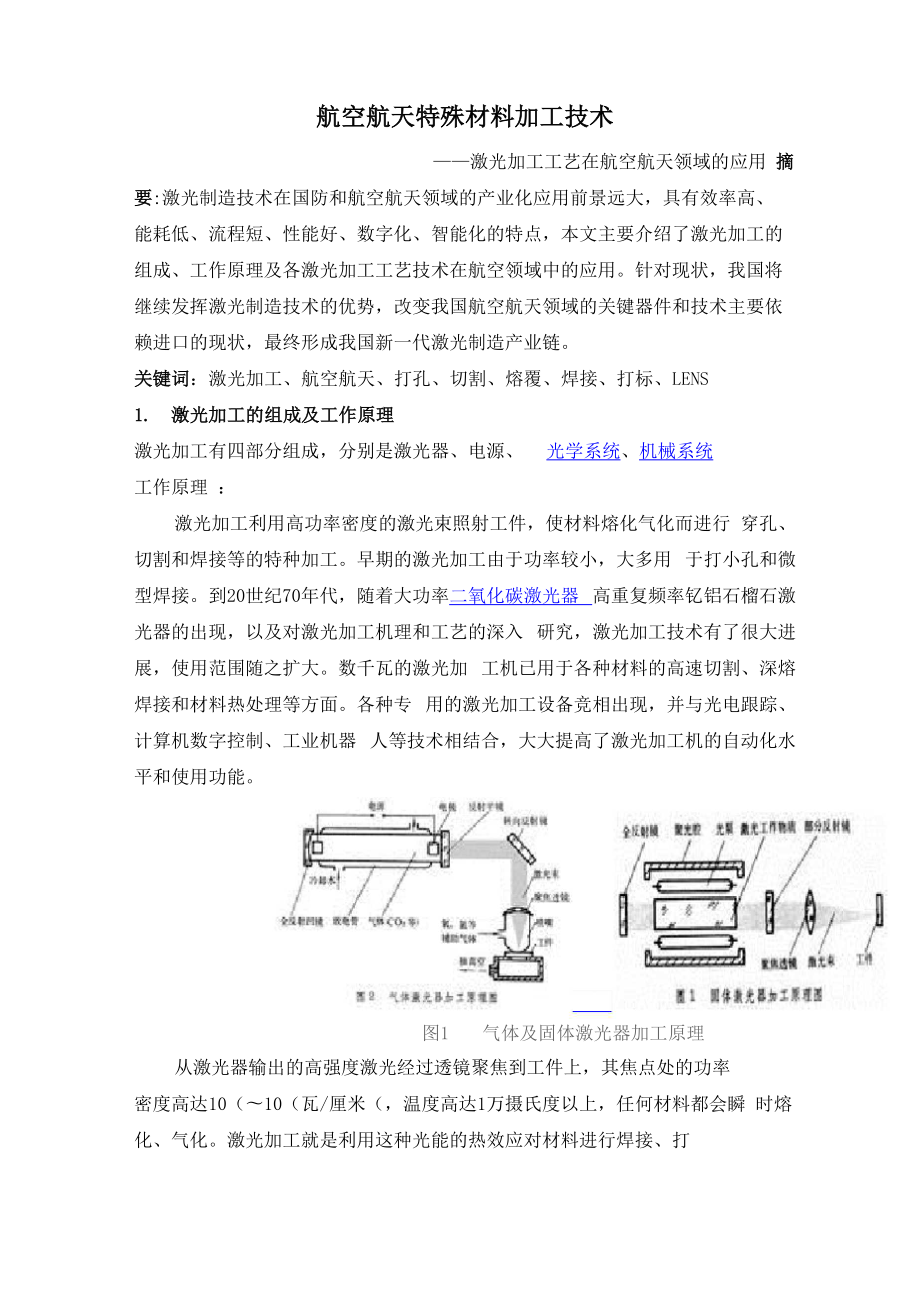
2、件,使材料熔化气化而进行 穿孔、切割和焊接等的特种加工。早期的激光加工由于功率较小,大多用 于打小孔和微型焊接。到20世纪70年代,随着大功率二氧化碳激光器 高重复频率钇铝石榴石激光器的出现,以及对激光加工机理和工艺的深入 研究,激光加工技术有了很大进展,使用范围随之扩大。数千瓦的激光加 工机已用于各种材料的高速切割、深熔焊接和材料热处理等方面。各种专 用的激光加工设备竞相出现,并与光电跟踪、计算机数字控制、工业机器 人等技术相结合,大大提高了激光加工机的自动化水平和使用功能。图1气体及固体激光器加工原理从激光器输出的高强度激光经过透镜聚焦到工件上,其焦点处的功率密度高达10(10(瓦/厘米(
3、,温度高达1万摄氏度以上,任何材料都会瞬 时熔化、气化。激光加工就是利用这种光能的热效应对材料进行焊接、打孔和切割等加工的。通常用于加工的激光器主要是固体激光器和气体激光 器。激光加工工艺包括切割、焊接、表面处理、打孔、打标、划线、微调 等各种加工工艺。2. 定义2. 1激光切割技术激光切割是用聚焦镜把二氧化碳气体、激光束聚焦,使材料熔化,用激光束 的压缩气体吹走被熔化的材料,使激光束和材料沿着固定轨道进行运动,从而形 成固定形状的切缝。目前激光切割新技术已成为工业切割板材的一种现代化先进 高新加工方法,激光切割技术的采用克服了操作时间长、切割缝隙大、变形大、 切割制品粗糙、有污染、不安全,不
4、卫生的弱势。2. 2激光焊接技术激光焊接是用激光器中的激光把机械设备配件焊接成为一体。激光焊接主要 优点是能焊接多种金属,焊接部位狭小,深腔焊接不变形,焊池周边无凹陷现象, 能补焊极硬钢板材料,焊接不击穿薄板材。料焊接工艺高超焊缝整齐美观。激光 焊接新技术在机械生产加工中广泛应用,主要有以下两大类:一是金刚石锯片激 光焊接,二是激光焊接应用于钢铁工业,焊接钢板,拼焊汽车板和各种壳体类零件,从而进一步推动了我国机械生产加工企业的快速发展。图2激光切割图3激光焊接金刚石2.3激光打标技术激光打标是在机械设备或产品上用激光器打上特殊标记和符号。此种新技术 在激光技术应用中占最重要位置之一,应用及其广
5、泛,主要应用干电子工业,汽 车工业、工具、量具、航空、航天、仪器、仪表,包装等行业机械加工中。标记 对象是金属非金属材料等,如不锈钢、铝合金、有机玻璃、塑料、陶瓷、合成材 料、木材、橡胶、皮革制品纸制品、印刷电路板、生活装饰品等。2. 4激光打孔技术激光打孔是把多种机械配件用激光加工出各种不同类型的孔,主要应用于金 属材料和非金属材料,主要用于硬度高材料,特别还适用于布匹和纸张等较软材 料打孔,已装配好成型机械不用拆卸就可直接打孔,尤其适用于汽车、航空等行 业的动平衡。激光打孔技术在机械工业各行业中广泛应用,优点多,打孔变形小。 精密度高,打孔深度可控,中心孔定位准确。图4烟酒激光打标机图5激
6、光打孔机2. 5激光淬火技术激光淬火是用高能激光在工件表面快速扫描,在工件表面极薄的光斑大小的 小区域内快速吸收能量瞬间使其急剧达到高温,又瞬间完成低温淬火的高新技术。 具有:高速加热和高速自冷;激光淬火制品比常规淬火硬度高出5%20%,可 获得极细硬币七组织,加热速度快、热影响区小,淬火应力小;可使被加工制品 局部硬化;工艺周期短,生产效率高、自动化程度高、易被计算机控制;无需冷 却介质、无污染等优点。2. 6激光熔覆技术激光熔覆是用激光新技术修复旧设备,是再制造、再利用工程。此项新技术 是以陈旧老化设备为对象,进行二次加工,恢复和提高设备利用率,从而达到再 次创造价值、节约资源、保护环境、
7、实现可持续发展的一门新技术工程,主要应 用于电力、冶金、钢铁、机械工业等领域,2.7激光快速成形激光快速成形(Laser Rapid Prototyping: LRP)是将 CAD、CAM、CNC、激 光、精密伺服驱动和新材料等先进技术集成的一种全新制造技术。近期发展的 LPR主要有:立体光造型(SLA)技术;选择性激光烧结(SLS)技术;激光熔覆成 形(LCF)技术;激光近形(LENS)技术;激光薄片叠层制造(LOM)技术;激光 诱发热应力成形(LF)技术及三维印刷技术等。图6 SLS成品图7 SLA成品3. 激光加工技术航空航天工业中的应用3. 1激光切割图8 激光切割成品激光切割技术是将
8、能量聚焦到微小的空间,可获得1051015W/cm2极高的辐 照功率密度,利用这一高密度的能量进行非接触、高速度、高精度的加工方法。 在如此高的光功率密度照射下,几乎可以对任何材料实现激光切割。激光切割技 术是一种摆脱传统的机械切割、热处理切割之类的全新切割法,具有更高的切割 精度、更低的粗糙度、更灵活的切割方法和更高的生产效率等特点。在航空航天工业中用激光切割的材料有:钦合金,镍合金、铭合金,铝合金、 不锈钢、钦酸钥、塑料和复合材料等。在航天航空设备的制造中,外壳采用特殊 金属材料制成,强度高、硬度高、耐高温,普通的切割手段很难完成材料的加工, 激光切割是一种高效的加工手段,可用激光切割加工
9、飞机蒙皮、蜂窝结构,框架、 翼彬,尾翼避板、直升机主旋翼、发动机机匣和火焰筒等。激光切割一般用连续 输出的激光器,也有用高重频二氧化碳脉冲激光器。激光切割的深宽比高,对于 非金属,深宽比可达100以上,金属可达20左右。激光切割速度高,切割钦合 金薄板为机械方法的30倍,切割钢板为机械方法的20倍。激光切割的质量好。 与氧乙炔及等离子的切割方法相比,切割碳钢质量最好。激光切割的热影响区仅 为氧一乙炔。激光切割技术在航空领域中主要用于航空发动机、涡轮叶片的激光打孔,航 空发动机的激光切割等方面。3. 2激光焊接图9激光焊接样品在航空航天工业中,有很多零件是用电子束焊接,由于激光焊接不需要在真 空
10、中进行,目前正在用激光焊接代替电子束焊接。长久以来,飞机结构件之间的 连接一直采用落后的铆接工艺,主要原因是飞机结构采用的铝合金材料是热处理 强化铝合金(即高强铝合金),一经熔焊后,热处理强化效果就会丧失,而且晶间 裂纹难以避免。而激光焊接技术的采用,克服了这样的难题,还大大地简化了飞 机机身的制造工艺,使机身重量减轻18%,成本下降21. 4%24. 3%,激光 焊接技术是飞机制造业的一次技术大革命。在20世纪70年代之前,由于没有高功率连续激光器件,研究的重点是脉冲 激光焊接,应用于小型精密零件的点焊,或者由单个焊点搭接而成的缝焊。 19711972年,随着数千瓦CO2激光焊接试验的报道,
11、情况发生了根本性的变化。 几毫米厚钢板能够一次性完全焊透,所得焊缝与电子束焊接相似,显示出了高功 率激光焊接的巨大潜力。随着激光制造技术的发展,桥梁、船舶等结构都由传统的铆接工艺发展到采 用激光焊接技术,但先进的激光焊接技术难以在飞机制造中开展广泛的应用。长 久以来,飞机结构件之间的连接一直采用落后的铆接工艺,主要原因是飞机结构 采用的铝合金材料是热处理强化铝合金(即高强铝合金),一经熔焊后,热处理 强化效果就会丧失,而且晶间裂纹难以避免。因此,普通氩弧焊等熔焊方法在飞 机制造中的应用成为禁区。另一方面,在80年代初,铝及其合金的激光加工十 分困难,被认为是不可能的。主要是由于铝合金存在对10
12、.6mm波长激光的高反 射和自身的高导热性。在当时,激光加工主要使用波长为10.6mm的CO2激光器, 而铝对CO2激光的反射率高达97%,通常作为反射镜使用。但是,激光加工的优 越性又极大地吸引着从事激光材料加工的科研工作者。他们为此付出了大量的时 间和精力来研究铝合金激光加工的可能性。目前,高强铝合金激光焊接成果已经成功应用于欧洲空中客车公司飞机制造 中,其铝合金内隔板均采用激光加工,实现了激光焊接取代传统铆接工艺。激光 焊接技术的采用,大大地简化了飞机机身的制造工艺,使机身重量减轻18%,成 本下降21.4%24.3%,被认为是飞机制造业的一次技术大革命。空客A380的制 造就采用了激光
13、焊接技术,极大地减轻了飞机自重,增加了载客量。德国政府 2006年公布的科技发展计划中将激光焊接技术列为航空工业两大尖端发展技术 之一。3. 3激光打孔激光打孔技术在航空航天工业中适用于仪表宝石轴承、气冷式涡轮叶片、喷 嘴和燃烧室上打孔等。目前,在加工航空发动机零件方面,激光打孔仅限于加工 发动机静止零件的冷却孔,因为孔表面存在微观裂纹。对激光束、电子束、电化 学、电火花打孔、机械钻孔和冲孔进行试验研究,经综合分析认为。激光打孔具 有效果好、通用性强、效率高和成本低等优点。3. 4激光熔覆技术激光熔覆是一种重要的材料表面改性技术,亦被称为激光镀覆或激光表面硬 化。它是以高能密度的激光为热源在基
14、材表面熔覆一层熔覆材料,使之与基材实 现冶金结合,在基材表面形成与基材具有完全不同成分和性能的合金层的表面改 性方法。近年来激光熔覆修复技术逐渐发展成为一种新型的先进制造技术。该技 术集快速原型制造技术及激光熔覆表面改性技术于一体,可实现三维金属零件的 修复而无需工模具。激光熔覆的第一项工业应用是Rolls Royce公司1981年对RB211涡轮发 动机壳体结合部件进行硬面熔覆。表1所示为激光熔覆工业应用实例。表1激光熔覆工业应用实例熔覆部件熔覆合金/粉末或方式涡轮机叶片/壳体结合部件钻基合金/送粉熔覆涡轮机叶片PWA694, Nimonic / 预置粉末海洋钻井和生产部件Stellite
15、/ Colmonoy合金和碳化物等阀体部件送粉熔覆阀杆,阀座铸铁/Cr, C, Co, Ni, Mo预置粉末涡轮机叶片Stellite/Colmonoy合金预置粉末和重力送粉熔覆在航空领域,航空发动机的备件价格很高,因而在很多情况下维修零件是比 较划算的。但是修复后零件的质量必须满足安全要求。例如,飞机螺旋桨叶片表 面上出现损伤时,必须通过一些表面处理技术进行修复。除了考虑螺旋桨叶片所 要求的高强度、高耐疲劳性,还必须考虑表面修复后的耐腐蚀性。选择一种合适 的表面处理技术对螺旋桨叶片进行修复,对节省装备维护费用,提高装备使用寿 命具有很重要的意义。激光熔覆技术可以很好的用于发动机叶片激光三维表
16、面熔 覆修复。3. 5激光近形(LENS)制造技术LENS技术修复的黑鹰战机蜓上的叶片激光近形制造是基于局域送粉的金属零件快速制造方法,它是在激光涂覆技 术的基础上发展起来的。激光涂覆的目的是通过在被加工工件的表面熔覆功能层, 来提高工件的耐磨性和抗腐蚀能力,常用于零件或者模具的修复。为了实现修复, 补充缺损的材料,常常进行多层加工,在此基础上形成了激光生长技术。激光近形制造技术在航空领域的应用直接体现在航空用钛合金结构件的直 接制造以及航空发动机零件的快速修复方面。2001年在美国国防部的支持下激 光近形制造技术有技术研究转化为F/A-18E/F、F-22、JSF等先进歼击机上的装 机应用。
17、2002年以来激光近形制造技术成为美国航空航天国防武器装备大型钛 合金结构件的核心制造新技术之一。在四代机F-22中钛合金结构件用量占机身 结构重量的41%,先进航空发动机中钛合金占发动机重量的25-40%。钛合金用量 的高低已经成为衡量飞机、发动机等国防装备先进性的重要标志之一。由于大型 钛合金结构件的传统制造方法具有成本高、锻造模具准备时间长、大型以及超大 型工业设施(高吨位水压机以及超大型自由锻造设备等)匮乏、数控加工设备稀 缺、机械加工量大、材料利用率低等弱势,采用激光近形制造技术直接制造大型 钛合金结构件显示了巨大的优势。图4 LEUS技术制造的上的外挂架艇壁在航空发动机零件的快速修
18、复方面LENS技术也发挥了极大的优势。例如美 军为了取得军事上的优势在恶劣的沙漠环境中使用T700黑鹰直升机,由于发动 机上很多带叶片的叶轮受到沙粒侵蚀,使直升机的飞行寿命锐减。叶轮的侵蚀不 仅减小了发动机的飞行寿命,还导致燃料损耗增加、马达动力减弱、工作温度升 高以及压气机和涡轮零部件的损害。如果更换整个叶轮,成本将非常昂贵。美军 引入了 LENS技术对破损的零部件进行修复。据报道,采用传统方法修复一个直 升机发动机大约需要11万美元,而采用激光直接制造技术进行修复大约只需要 500美元,且修复部分的材料耐磨性能优于原始材料,可以延长发动机的使用寿 命,减少检修频率。美军运用LENS技术检查
19、修复涡轮发动机的零部件,包括涡 轮转子、密封转轮、间隔压气机、导向器叶片、压气机定子、压气机叶片等。 LENS系统能够在很短时间内修复用常规方法无法修复的高温合金破损零部件。 此外美国空军在还应用LENS技术对快速制造X - 45A无人驾驶战斗机模 型进行了响应空气动力学分析的试验测试以及其他应用。4. 参考文献1 现代加工技术左敦稳黎向峰赵剑峰编著北京航空航天大学出版社2 现代激光制造技术张国顺编著化学工业出版社2006年2月1日3 激光加工技术及其应用刘其斌编著冶金工业出版社2007年8月1日4 现代加工技术张辽远编著北京:机械工业出版社,2008.75 激光加工技术的发展宋威廉编著北京:机械工业出版社,2008.36 激光加工技术孟永刚编著北京:国防工业出版社,2008.01
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
