 尺寸链 计算方法
尺寸链 计算方法

《尺寸链 计算方法》由会员分享,可在线阅读,更多相关《尺寸链 计算方法(16页珍藏版)》请在装配图网上搜索。
1、第十章装配精度与加工精度分析任何机械产品及其零部件的设计,都必须满足使用要求所限定的设计指标, 如传动关系、几何结构及承载能力等等。此外,还必须进行几何精度设计。几何 精度设计就是在充分考虑产品的装配技术要求与零件加工工艺要求的前提下,合 理地确定零件的几何量公差。这样,产品才能获得尽可能高的性能价格比,创造 出最佳的经济效益。进行装配精度与加工精度分析以及它们之间关系的分析,可 以运用尺寸链原理及计算方法。我国业已发布这方面的国家标准GB5847 86尺 寸链计算方法,供设计时参考使用。第一节尺寸链的基本概念一、有关尺寸链的术语及定义1. 尺寸链在机器装配或零件加工过程中,由相互连接的尺寸形
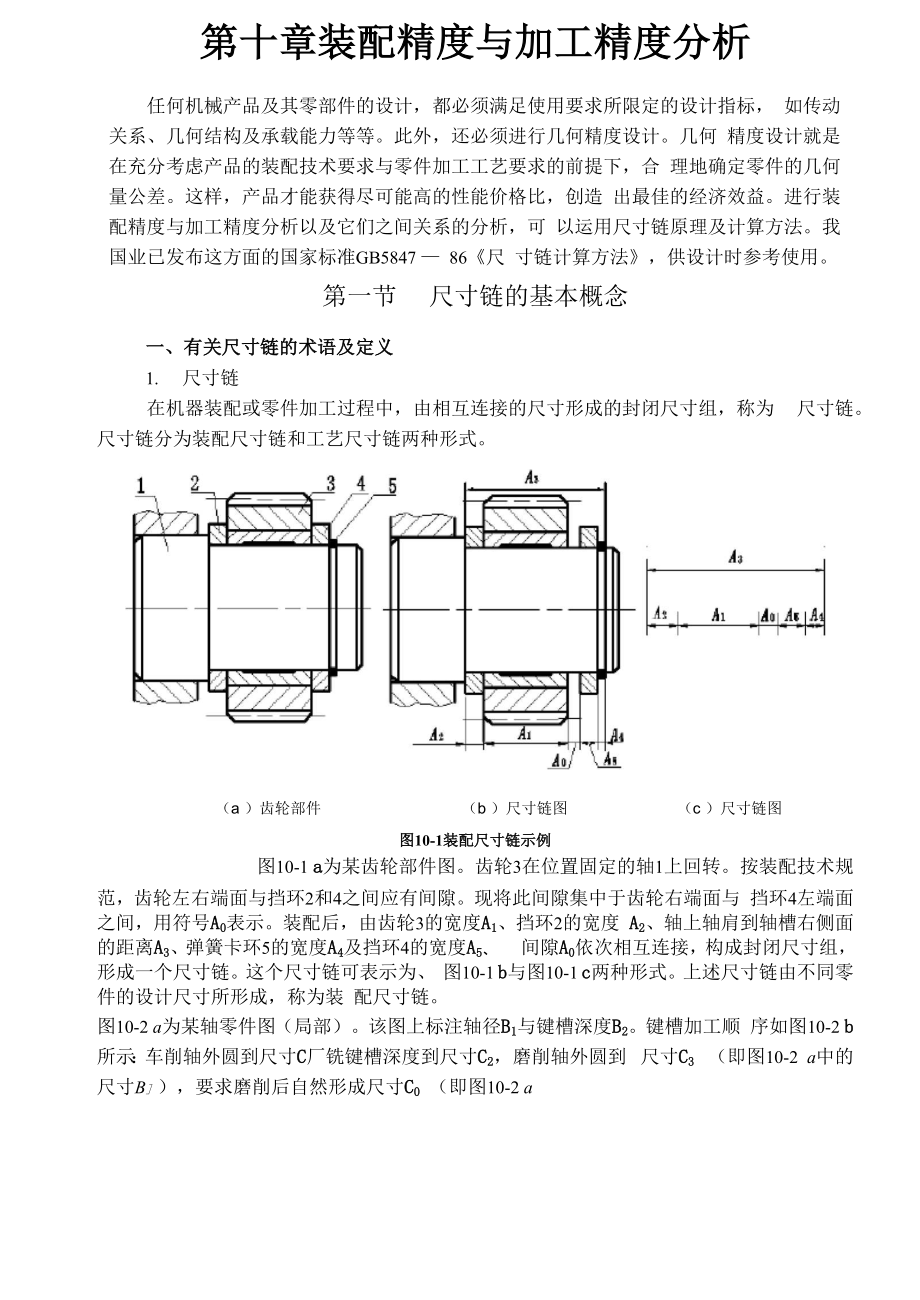
2、成的封闭尺寸组,称为 尺寸链。尺寸链分为装配尺寸链和工艺尺寸链两种形式。(a )齿轮部件(b )尺寸链图(c )尺寸链图图10-1装配尺寸链示例图10-1 a为某齿轮部件图。齿轮3在位置固定的轴1上回转。按装配技术规范,齿轮左右端面与挡环2和4之间应有间隙。现将此间隙集中于齿轮右端面与 挡环4左端面之间,用符号A0表示。装配后,由齿轮3的宽度A1、挡环2的宽度 A2、轴上轴肩到轴槽右侧面的距离A3、弹簧卡环5的宽度A4及挡环4的宽度A5、 间隙A0依次相互连接,构成封闭尺寸组,形成一个尺寸链。这个尺寸链可表示为、 图10-1 b与图10-1 c两种形式。上述尺寸链由不同零件的设计尺寸所形成,称
3、为装 配尺寸链。图10-2 a为某轴零件图(局部)。该图上标注轴径B1与键槽深度B2。键槽加工顺 序如图10-2 b所示:车削轴外圆到尺寸C厂铣键槽深度到尺寸C2,磨削轴外圆到 尺寸C3 (即图10-2 a中的尺寸B),要求磨削后自然形成尺寸C0 (即图10-2 a中的键槽深度尺寸b2)。在这个过程中,加工尺寸C、c2、c3和完工后尺寸C0 构成封闭尺寸组,形成一个尺寸链。该尺寸链由同一零件的几个工艺尺寸构成, 称为工艺尺寸链。(a)轴零件图局部(b)铣键槽工艺顺序图图10-2工艺尺寸链示例(c)尺寸链图2. 环列入尺寸链中的每一个尺寸,称为环。环一般用大写英文字母表示。如图10-lb 中的
4、A0、AA2、A3、A4、A5,及图 10-2c 中的 C0、C/2、C2、C3/2 皆是环。3. 封闭环尺寸链中在装配过程或加工过程最后形成的一环称为封闭环。封闭环一般用加 下标阿拉伯数字“ 0 ”的英文大写字母表示。如图10-1 b、图10-1 c中的A 0和图 10-2c中的C0皆是封闭环。一个尺寸链只有一个封闭环。4. 组成环尺寸链中对封闭环有影响的全部环称为组成环。这些环中任一环变动必然引起 封闭环的变动。组成环一般用加下标阿拉伯数字(除数字“ 0 ”外)的英文大写字 母表示。如图10-1 b与图10-1 c中的AA2、A3、A4、A5,及图10-2c中的C1/2、 C2、C3/2皆
5、是组成环。根据对封闭环的影响的不同,组成环分为增环与减环。(1) 增环尺寸链中某组成环变动引起封闭环同向变动,则该组成环称为增环。同向变动 指该环增大时封闭环也增大,该环减小时封闭环也减小。如图10-1 b与图10-1 c中 的A3,图10-2 c中的C2、C3/2皆是增环。(2) 减环尺寸链中某组成环变动引起封闭环反向变动,则该组成环称为减环。反向变动 指该环增大时封闭环减小,该环减小时封闭环增大。如图10-1 b与图10-1 c中的 AA2、A4、A5,及图10-2 c中的C1/2皆是减环。5. 传递系数表示各组成环对封闭环影响大小的系数。用符号 表示。二、尺寸链的形式按形成尺寸链的各环在
6、空间所处位置,尺寸链可分为以下三种形式:1. 直线尺寸链全部组成环皆平行于封闭环的尺寸链,称为直线尺寸链。直线尺寸链中增环 的传递系数討+1,减环的传递系数討-1。以上两例皆属于直线尺寸链。2. 平面尺寸链全部组成环位于一个或几个平行平面内,但某些组成环不平行于封闭环的尺 寸链,称为平面尺寸链,如图10-3所示。(a )箱体(b )平面尺寸链图图10 一 3箱体的平面尺寸链3. 空间尺寸链组成环位于几个不平行平面内的尺寸链,称为空间尺寸链。必须指出,直线尺寸链是最常见的尺寸链,而平面尺寸链和空间尺寸链通常 可以用空间坐标而平面尺寸链和空间尺寸链通常可以用空间坐标投影的方法转换为直线尺寸链, 然
7、后采用直线尺寸链的计算方法来计算。故本章只阐述直线尺寸链三、尺寸链的建立根据产品的装配技术要求或零件的加工过程所要求保证的某个尺寸精度,分 析产品装配图上零件、部件之间的尺寸和位置关系,或分析零件加工过程中形成 的各个尺寸,来建立尺寸链。正确建立尺寸链是十分重要的。尺寸链的建立可按以下步骤进行:1.确立封闭环装配尺寸链中的封闭环,是产品装配图上注明的装配技术要求所限定的那个 尺寸。它是在装配过程中最后自然形成的。工艺尺寸链中的封闭环和组成环,都是在加工顺序确定后才能加以确定的。 其封闭环是加工过程中最后自然形成的。2查明组成环对于装配尺寸链:从与封闭环一侧相毗连的零件开始,依次找出与封闭环有
8、直接影响直到与封闭环另一侧相毗连零件的有关尺寸为止,其中每个尺寸皆是组 成环。对于工艺尺寸链:从封闭环一侧开始,按加工先后顺序,依次地找出与封闭 环有直接影响的有关尺寸,一直到与封闭环的另一侧相连接为止,其中每个尺寸 皆是组成环。3画尺寸链图尺寸链可以画在结构简单的产品示意装配图上,如图 10-1 b 所示。也可以用 简单的尺寸关系表示,用带双箭头的线段表示尺寸链的各环。例如图10-1 c、图10-2 c 所示。必须指出, 当尺寸链中某环是对称尺寸时, 有时按原尺寸取半值画在图上。 例如,图10-2 c中的C1/2及C3/2。四、尺寸链的计算 尺寸链的计算是指计算封闭环与组成环的基本尺寸和极限
9、偏差。尺寸链的计算可分为设计计算与校核计算两类。1设计计算 设计计算是指已知封闭环的基本尺寸与极限偏差,以及各组成环的基本尺寸, 计算各组成环的极限偏差。通常由设计人员在产品设计过程中, 决定零件尺寸公 差与 形位 公差时进 行这种 计 算, 它属于公 差 分配问 题。2校核计算校核计算是指已知所有组成环的基本尺寸和极限偏差, 计算封闭环的基本尺 寸和极限偏差。通常由设计者在审图时或者由工艺人员在产品投产前, 根据工艺 条件与现场获得的统计数据进行这种计算, 它属于公差控制问题。五、封闭环与组成环基本尺寸的关系参看图 10-4, 多环直线尺寸链封闭环的基本尺寸等于各组成环基本尺寸中, 所有增环
10、尺寸之和与所有减环基本尺寸之和的差值。用(101)式表示如下:L0= L Z L j(10 1)Z=1j=l+1式中 L0Lz zLjjml 封闭环基本尺寸 增环基本尺寸; 减环基本尺寸; 组成环环数; 增环环数。LiLi-A , + iLi图10-4 多环直线尺寸链图为保证封闭环的公差要求,可以采用完全互换法或大数互换法进行尺寸链计 算。第二节用完全互换法计算尺寸链完全互换法是指在全部产品中,装配时各组成环不需挑选或者改变其大小或 位置,装入后即能达到封闭环的公差要求,以实现产品互换的尺寸链计算方法。 该方法采用极值公差公式计算。一、完全互换法的计算公式1 封闭环与组成环极限尺寸的关系参看图
11、10-4,当全部增环皆为其最大极限尺寸且全部减环皆为其最小极限尺 寸时,则封闭环为其最大极限尺寸L0;而在全部增环皆为其最小极限尺寸且全Umax部减环皆为其最大极限尺寸时,则封闭环为其最小极限尺寸L加加。这种关系,可 用下式表示:=工Xz =1LZ maxj=l+1L.j mm(10-2 )丄L一L.(10-3 )Iz =1Z mmj=l+1j maxL 0minL 0ma式中,z和j分别表示增环和减环,m和l分别表示组成环和增环的数目,Lmax 和L .分别表示最大、最小极限尺寸。min相应地,封闭环的上、下偏差ES0、EI0与组成环上、下偏差的关系如下:ESEI丄ES - EIzz=1j=
12、l+1=工EI一込Zz =1j=l+1jES(10-4)(10-5)即:封闭环上偏差ES0,等于所有增环上偏差ES z之和减去所有减环下偏差EI j之 和所得的代数差;封闭环下偏差EI0,等于所有增环下偏差EIz之和减去所有减环 上偏差ES)之和所得的代数差。“2封闭环与组成环公差的关系将式(10-2 )减去式(10-3 ),得出封闭环公差T0与各组成环公差T的关系如下:T0 =L 0max -L0min(106)=工 T + 兰 T = IE TZ j i z=1j=l+1i=1式中, m 表示组成环数目; Tz 表示增环公差;Tj 表示减环公差。zj由式(10-6,知:尺寸链中封闭环公差等
13、于所有组成环公差之和。该公式称为 极值公差公式。由式(10-6) 可知: 尺寸链各环公差中封闭环的公差最大, 所以, 封闭环 是尺寸链中精度最低的环。在当封闭环公差一定的条件下,组成环的环数越多, 则各组成环的公差就越小。因此,在进行产品设计或零件加工工艺设计时,应 尽量减少相关零件数或加工环节,即应尽量减少组成环的环数。这一原则叫“最 短尺寸链”原则。一、设计计算已知封闭环的基本尺寸与极限偏差及组成环的基本尺寸,求各组成环的极限偏 差。 计算步骤如下:1确定各组成环的公差首先,假设各组成环的公差都相等,即T1=T2 = - =T =Tav L ( T L为各组12mav , Lav , L成
14、环的平均公差)。 由式(10-6) 得: 因此,各组成环的平均公差用下式计算:T0=mTav,Tav, L = T/m( 10-7)然后,在此基础上调整各组成环的公差。如按组成环基本尺寸的大小来调整 则对于处于同一尺寸分段的组成环, 取相同的公差值; 也可按加工难易程度来调 整, 则对于加工容易的组成环, 公差应减小, 对于加工困难的组成环, 公差应增 大。 调整后各组成环公差之和不得大于封闭环公差。2确定组成环的极限偏差由封闭环公差确定各组成环公差后, 可以按“偏差入体原则”或按“偏差对 称”原则确定各组成环的极限偏差。对于内尺寸按H配置,对于外尺寸按h配置。 对于一般长度尺寸按 js 配置
15、。 然后, 按式(10-4)和式(10-5)确定剩下一个组 成环的极限偏差。参看图 10-1 所示的齿轮部件及其尺寸链图。已知:各组成环的基本尺寸 A1=30mm ,A2=A5=5mm , A3 =43mm ,组成环A4是标准件,A4=3 0 mm。要求装配后齿轮右 端的间隙在0.10.35mm之间,试用完全互换法计算尺寸链,确定各组成环的极 限偏差。解:本例中的装配技术要求(间隙应在 0.1 0.35mm 范围内)可用封闭环尺寸A0=0 +0.35 mm表示。组成环环数m=5 , A3为增环,A1 A、A4和A5均为减环。封 0 +0.103 1 2 4 5闭环公差 T0=(0+0.35 )
16、-(0+0.10)=0.25mm。 ?首先, 按式(10-7)确定各组成环的平均公差为Tav,L = T0/ m = 0.25 / 5 = 0.05mm然后调整各组成环的公差。对尺寸较大、加工较难的组成环A,、A3应分配给 较大公差;对尺寸较小的组成环A2、A5分配较小的公差值。按各组成环公差之和 不得大于封闭环公差的原则, 调整后得 T1=0.062mm ,T2= T5=0.030mm ,T3=0.078mm 和 T4=0.05mm 。最后, 确定各组成环的极限偏差。 先按“偏差入体”原则确定 A1、 A2、 A5 和A的极限偏差,这四个组成环的尺寸为:A,=30 0 mm, A2=A5 =
17、 5 0 mm,41_0.06225_0.03A4=3 0mm。再由式(10-4 )和(10-5 )计算剩下一个组成环A3的极限偏差,得:4 _0.053A3=43 +00.117080 mm。将所确定的五个组成环的极限尺寸, 用式(10-2) 和(10-3) 核算封闭环极限尺寸,A= A (A+A+A+A )0max3max1min2min4min5min=43.178-29.938-4.97-2.95-4.97=+0.35mmAo i = A 3 i (A i+A 2+A 4+A 5)0min3min1max2max4max5max=4.1-30-5-3-5 =+01mm能够满足设计要求。
18、例2参看图10-2 b所示的轴及其键槽加?寸和设计尺寸,图10-2c所示的尺寸链图,已知:车削加工尺寸Ci=e7.5 _omm,磨削加工尺寸口“70 Jmm,完工后键槽深度C0=62 0 mm,试确定铣削键槽的深度C2。0_0.32本例中,依次加工C、C2和C3尺寸后,自然形成C0,故C0为尺寸链的封 闭环。 本例的计算为, 已知封闭环极限尺寸与尺寸链中部分组成环的极限尺寸,求解剩下那个组成环的极限尺寸。解:分析图10-2 c所示的尺寸链图,判断C2和C3/2为增环,C1/2为减环。 首先,由式(10-1)计算组成环C2的基本尺寸,得:c2 = co -C3/2 +C1/2 =62-70/2+
19、70.5/2=62.25mm然后计算组成环c2的极限偏差。因尺寸链中c1和c3取半值,故其极限偏差 在尺寸链计算中应取半值。由式(10-4 )、( 10-5)计算得:ES2 = ES 0- ES 3/2+ EI 1/2 =0-0+( -0.1/2)=-0.05mmEI2 = EI 0- EI 3/2+ ES 1/2 = -0.3-(-0.06/2)+0=-0.27mm因此,铣削键槽的深度为:C2 二62.25 黑5 mm三、校核计算已知全部组成环的基本尺寸和极限偏差,求封闭环的基本尺寸和极限偏差。 用式(10-1 )、( 10-2)和式(10-3)进行计算。例3 图10-5 a为T形导轨与滑块
20、的配合图和零件尺寸、对称度公差标注图。已知导轨和滑块的尺寸分别为 A, =24 +028 mm、 A =30 +0-14 mm、A3=23 0 mm 和1 0 2 0 3 -0.28A.=30 -0-04 mm,导轨小端中心平面相对于大端中心平面和滑块小端中心平面相对 4 - 0.08于大端中心平面的对称度公差分别为0.14mm和0.10mm。试计算当滑块与导轨大 端在右侧接触时,滑块与导轨小端右侧和左侧之间的间隙A01和A02的变动范围。 由图10-5 a可知:间隙A01和A02是在导轨与滑块装配后自然形成的,所以它 们都是封闭环。由于滑块和导轨都具有对称性,因此在尺寸链图10-5 B与图1
21、0-5 c中,尺寸Ar A2、A3和A 4皆取半值。此外,导轨和滑块各自的小端中心平面相对于大端中心平 面的对称度误差对间隙A01和A02的大小均有影响。所以当它们的对称度公差如图 10-5 a按独立原则标注时,应作为长度尺寸的组成环纳入尺寸链,并用A5和A6表 示。写成极限尺寸形式为A,=0土0.07mm 和A.=0土0.05mm。56Aos Am0.14 B0.1CL 加.114-1(a)T形槽导轨与滑块r壯rAa/2AV2 J 01A 4/2n Ae rA1/2M2 (b )滑块与导轨小端右侧间隙的尺寸链图 (c )滑块与导轨小端左侧间隙的尺寸链图图10-5导轨与滑块尺寸链 滑块与导轨小
22、端右侧的间隙A01的计算解:计算步骤如下: 建立尺寸链图10-5 b的尺寸链图是这样画出的,从封闭环A01的左端开始,经滑块小端 尺寸A3/2、A6,再经滑块大端尺寸A4/2至滑块与导轨大端接触处,然后经导轨大 端尺寸A2/2、A5和导轨小端尺寸A1 /2与封闭环A01的右端相接而成。分析该图知,A卩和A4/2为增环,A2 /2、A3 /2、A5和A 6为减环。应当指出, 类似对称度这种基本尺寸为零且极限偏差对称配置的组成环,取为增环或减环皆 可,效果相同。 计算封闭环A01的基本尺寸:当 A/2=12 +0-14 mm、A,/2=15 +0-07 mm、A3/2=11.5 0 mm、1020
23、3-0.14A4/2=15 -0.04 mm、A5=0 土 0.07、A6=0 土 0.05 时按式(10-1),得:Am =( A/2 + AJ2)-( A丿2 + A 72 + A + A01142356=(12+15)-( 15+11.5+0+0)=0.5mm 计算封闭环A01的极限尺寸:A 01= ( A1/2+ A./2) - ( A 2 i /2+ A 3. /2+ A 5. + A 6 .)01ma x1ma x4ma x2mm3mm5mm6mm=(12.14+14.98)-( 15+11.36-0.07-0.05=0.88mmA 01 . =( A1 . /2+ A 4 . /
24、2)-( A 2/2+ A 3/2- A 5- A 6)01mmlmin4mm2ma x3max5ma x 6ma x=(12+14.96)-( 15.07+11.5+0.07+0.05=0.27mm因此,滑块与导轨小端右侧的间隙可写成A01=O.5 -0.38 mm,间隙的变动范围为 0.27 0.88mm。 滑块与导轨左侧的间隙A02的计算分析图10-5 c知,A /2和A 2/2为增环,A卩、A 4/2、A 5和A 6为减环。采用与 (1)同样的步骤建立尺寸链并计算得:封闭环基本尺寸A02=0.5 mm ,最大极限尺寸A02ma x=1.01mm ,最小极限尺寸 A 02 min =0.
25、4mm因此,滑块与导轨小端左侧的间隙可写成A02=0.5 +0.51 mm,间隙变动范围为 02- 0.100.40 1.01mm 。当滑块与导轨大端在左侧接触时, 滑块与导轨小端左侧和右侧之间的间 隙的变动范围与本例计算结果相同。第三节 用大数互换法计算尺寸链大数互换法是指在绝大多数产品中, 装配时各组成环不需挑选或者改变其大 小或位置, 装入后即能达到封闭环的公差要求, 实现一定置信概率下大数互换目 的的尺寸链计算方法。 该方法采用统计公差公式计算。一、大数互换法的计算公式1封闭环与组成环公差的关系用数理统计的方法来分析尺寸链时, 可以认为各组成环的实际尺寸为独立随 机变量, 有各种不同的
26、概率分布特征。 而封闭环是各组成环的函数, 亦为随机变 量, 也有一定的概率分布特征。实践证明, 在大批量生产且稳定的工艺过程中, 各组成环实际尺寸的分布接 近于正态分布。 当各组成环实际尺寸的分布服从正态分布时, 封闭环实际尺寸的 分布必为正态分布;当各组成环实际尺寸的分布为其它规律的分布时, 随组成环 环数的增加(当环数等于或大于 5时), 封闭环实际尺寸的分布亦趋向正态分布。采用大数互换法时, 可以假设各组成环实际尺寸的分布皆服从正态分布, 则封闭环实际尺寸的分布必为正态分布;各组成环实际尺寸分布中心与其公差带 中心重合;取置信概率为 P=99.97% , 则尺寸分布范围与公差带范围相同
27、 见(图 10-6 )。x 尺寸, (x)概率密度;L基本尺寸;Lmaxmaxmin 最 大 、min最小极限尺寸图10-6上、下偏差ES、EI与中间偏差、公差T的关系在这种假设下,对于直线尺寸链中封闭环的标准偏差Q0与各组成环的标准偏 差Q匚的关系如下:10-7)0飞62i=1式中 m组成环的环数。封闭环公差T0和各组成环公差T.分别与各自的标准偏差的关系如下:T 0=6 0T =6 .ii将上两式代入式(10-7 ),则得:t0= FT 2(i-8)i=1由公式(10-8 )知:尺寸链中封闭环公差等于所有组成环公差的平方之和再开平方。 该式称为统计公差公式。2封闭环与组成环中间偏差的关系参
28、看图10-6 ,尺寸链中每个尺寸的中间偏差A为上偏差ES与下偏差EI的平均值 , 即 :A = (ES +EI ) /2上、下偏差与中间偏差、公差T的关系为:ES=A +T/2EI= A -T/2( 10-9)对于直线尺寸链,封闭环的中间偏差A0与增环中间偏差A、减环中间偏差0zA j的关系式如下:A = A -0zm A jj(10-10)z=1j=i+1二、设计计算大数互换法设计计算步骤与完全互换法大致相同。首先,假设各组成环的公差相等,即T= T2=T = T12mav,Q(Tav,Q 为各组成环平均公差)。 由式(10-8) 得:T0= 丫 mT 20av,Q因此, 各组成环的平均公差
29、 用下式计算: T= TJm( 10-11 )aV.Q 0然后, 在此基础上调整各组成环的公差, 并确定各组成环极限偏差。例4 用大数互换法求解例 1。 假设例 1 中各组成环实际尺寸的分布皆服从 正态分布,各组成环实际尺寸分布中心分别与各自公差带中心重合,且实际尺寸 分布范围与公差带范围重合。解:封闭环A0=0常0 mm,封闭环公差T0=O.25mm。按式(10-11)计算各组成环公差的平均公差:T Q= To/Vm =0.25/ A/5=0.111mmav,Q 0然后, 在满足( 10-8 )的条件下, 按各组成环的尺寸大小和加工难易程度,调整他们的公差,得:T 1= T3 = 0.16m
30、m , T2 = T5 = 0.06mm , T4= 0.05mm (标准件,A 4=3 -0.05mm)最后, 确定各组成环的极限偏差。 先按“偏差入体”原则, 确定组成环 A1、 A2、A5 和 A4 的极限偏差, 这四个组成环的基本尺寸和极限偏差分别为:A. =30 0 mm,A2= A5=5 0 mm,A .=3 0 mm。由封闭环和上述四个组成环的极限1-0.1625-0.064-0.05偏差分别计算它们的中间偏差, 得:0=+0.225mm , A 1=-0.08mm , A2=A5=-0.03mm , A4=-0.025mm 由式(10-10)计算剩下一个组成环a3的中间偏差,得
31、: A3=A0+( A1+A2+A4+A5)=0.225-0.08-0.03-0.025-0.03=0.06mm 再由式(10-9)计算组成环A3的极限偏差,得:ES3 = A3 + T3/2 = 0.06 + 0.16/2 = +0.14mm EI3= A3- T3/2 = 0.06 - 0.16/2 = - 0.02mm因此,组成环A3的极限偏差为:A3=43 -0.04 mm比较本例与例 1,在封闭环公差一定的条件下, Tav,Q/Tav,L=0.111/0.05=2.22 倍,av,Q av,L 这对加工是有利的, 但可能有 0.27% 的产品装配时超差。三、校核计算校核计算用式( 1
32、0-1 )、式(10-8 )、式( 10-10 )和式( 10-9 )进行。 例 5 用大数互换法求解例 3。假设,本例中各组成环实际尺寸的分布皆服从正态,且分布中心与公差带中 心重合, 分布范围与公差带范围相同。解: 滑块与导轨小端右侧的间隙A01的计算参看图10-5 b及例3,已知组成环中A,/2=12 +0-14 mm和A4/2=15 -0-02 mm为1 0 4 -0.04增环,A丿2=15 +.07 mm、A3/2=11.5 0mm、A5=00.07mm 和 A6=0土0.05mm 为减2 0 3-0.145 6环。 计算封闭环A01的中间偏差A1/2=+0.07mm 、 A2/2=
33、+0.035mm 、 A3/2=-0.07mm 、 A4/2=-0.03mm 、 A5=0、 A6=0,123456因此由式(10-10 )计算封闭环中间偏差得:A 01= ( A “+ A 4/2 ) - ( A 2/2+ A 3/2+ A 5+ A 6)=0.07-0.03-0.035+0.07-0-0 =0.075mm 计算封闭环公差由式(10-8) 计算封闭环公差,得:m /厂= T 2 = i;(T 42)2 + (T2)2 + (T .2 + (T2)2 + T 2 + T 201i12,3456i = 1= 90.142 + 0.072 + 0.142 + 0.022 + 0.1
34、42 + 0.102=0.27mm 计算封闭环的上、下偏差 由式(10-9)计算封闭环的上、下偏差,得:ES01 = A 01 + T01/2 = 0.075 + 0.27/2 = +0.21mmEI01 = A 01 -T01 /2 = 0.075 - 0.27/2 = - 0.06mm因此,封闭环A01 =0.5 +0-21 mm,它的最大、最小极限尺寸分别为:A01max = ES 01+ A01 = 0.21 + 0.5 = 0.71 mm A01min = EI 01 + A01= 0.06 + 0.5= 0.44mm 即:滑块与导轨小端右侧的间隙变动范围为0.44mm0.71 mm
35、。 滑块与导轨左侧的间隙 A02 的计算参看图10-5 c,用同样的方法计算得A 02=0.5 +0.34 mm。因此,滑块与导轨小 端左侧的间隙变动范围为 0.57mm0.84 mm 。与例 3 用完全互换法计算相比较, 用大数互换法计算易于达到封闭环的公差 要求。习题101 什么叫尺寸链?如何确定封闭环、增环和减环?102 计算尺寸链的目的是什么?103 计算尺寸链的常用方法有哪几种,它们分别用在什么场合?104 为什么封闭环的公差比任何一个组成环公差大?105 什么是尺寸链最短原则?说明此原则的重要性。106 加工习题106附图所示的套筒时,外圆柱面加工至A,=巾80F9,内孔加工至 A2=60H8,外圆柱面轴线对内孔轴线的同轴度公差为巾0.02mm。试计算套筒壁厚尺寸的变动 范围。 “Ur A1Ii1,11:1 一 A-/2 =:习题106附图107参看习题107附图所示的链传动机构,要求装配后链轮左端面与右侧轴承右端 面之间保持0.50.95mm的间隙。试用完全互换法和大数互换法分别计算影响该间隙的有关 尺寸的极限偏差。1500.57 95L33.5175210习题107附图108参看习题108附图,孑L、轴间隙配合要求巾50H9/f9,而孔镀铬使用,镀层厚 度C2=C3=10um 2um,试计算孔镀铬前的加工尺寸。WWW一c3CoCzC:习题108附图
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
