《左支座机械加工工艺过程卡》由会员分享,可在线阅读,更多相关《左支座机械加工工艺过程卡(3页珍藏版)》请在装配图网上搜索。
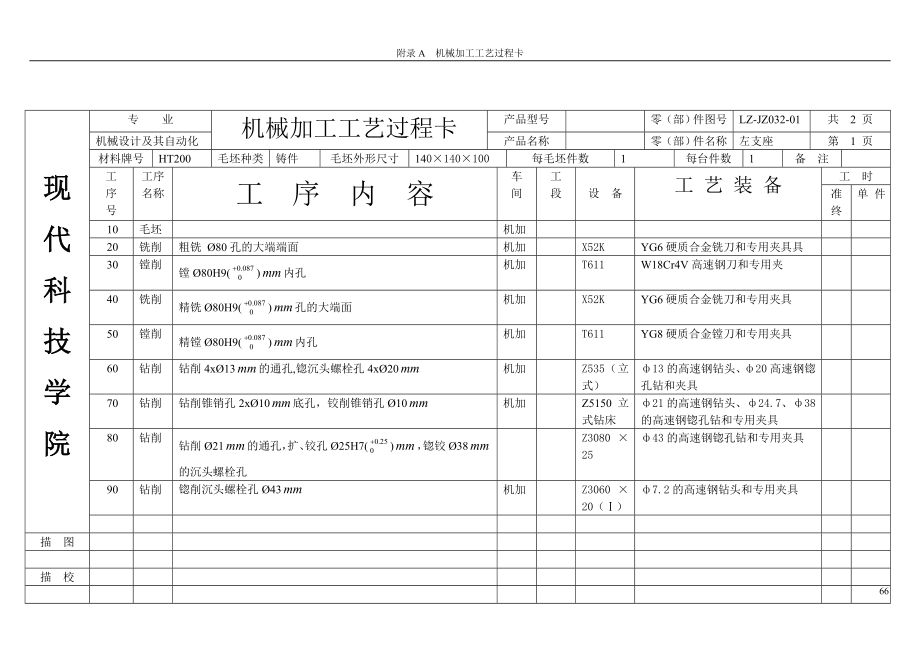
1、附录A 机械加工工艺过程卡 现代科技学院专 业机械加工工艺过程卡产品型号零(部)件图号LZ-JZ032-01共 2 页机械设计及其自动化产品名称零(部)件名称左支座第 1 页材料牌号HT200毛坯种类铸件毛坯外形尺寸140140100每毛坯件数1每台件数1备 注工序号工序名称工 序 内 容车间工段设 备工 艺 装 备工 时准 终单 件10毛坯机加 20铣削粗铣 80孔的大端端面机加X52KYG6硬质合金铣刀和专用夹具具 30镗削镗80H9()内孔机加T611W18Cr4V高速钢刀和专用夹 40铣削精铣80H9()孔的大端面机加X52KYG6硬质合金铣刀和专用夹具 50镗削精镗80H9()内孔机
2、加T611YG8硬质合金镗刀和专用夹具 60钻削钻削4x13的通孔,锪沉头螺栓孔4x20机加Z535(立式)13的高速钢钻头、20高速钢锪孔钻和夹具 70钻削钻削锥销孔2x10底孔,铰削锥销孔10机加Z5150立式钻床21的高速钢钻头、24.7、38的高速钢锪孔钻和专用夹具80钻削钻削21的通孔,扩、铰孔25H7(),锪铰38的沉头螺栓孔Z30802543的高速钢锪孔钻和专用夹具 90钻削锪削沉头螺栓孔43机加Z306020()7.2的高速钢钻头和专用夹具描 图描 校底图号编制日期审核日期会签日期班 级姓 名装订号机电0921胡思超标记处数更改文件号签字日期标记处数更改文件号签字日期附录A:机
3、械加工工艺过程卡附录A:机械加工工艺过程卡 现代科技学院专 业机械加工工艺过程卡产品型号零(部)件图号LZ-JZ032-01共 2页机电一体化产品名称零(部)件名称左支座第 2 页材料牌号HT200毛坯种类铸件毛坯外形尺寸140140100每毛坯件数1每台件数1备 注工序号工序名称工 序 内 容车间工段设 备工 艺 装 备工 时准 终单 件 100铣削钻削M8-H7的螺纹底孔机加Z5150立式钻床 110铰削铣削尺寸为5的纵槽机加X61W高速钢锯齿铣刀和专用夹具 120钻削铰削25H7()的沉头孔机加Z30802524.7的YG6铰刀和专用夹具 130铣削钻,扩,铰M10-H7的螺纹底孔机加Z5150立式钻床9.2的高速钢钻头和专用夹具140钻削铣削尺寸为5的横槽机加X62K高速钢锯齿铣刀和专用夹具 150去毛刺 160中检 170磨削攻螺纹M10-H7和M8-H7机加M4210M8、M10的YG6硬质合金丝锥和专用夹具180清洗190检查终检描 图描 校底图号编制日期审核日期会签日期班 级姓 名装订号机电0921胡思超标记处数更改文件号签字日期标记处数更改文件号签字日期66
 左支座机械加工工艺过程卡
左支座机械加工工艺过程卡