《机床夹具设计步骤和实例》由会员分享,可在线阅读,更多相关《机床夹具设计步骤和实例(9页珍藏版)》请在装配图网上搜索。
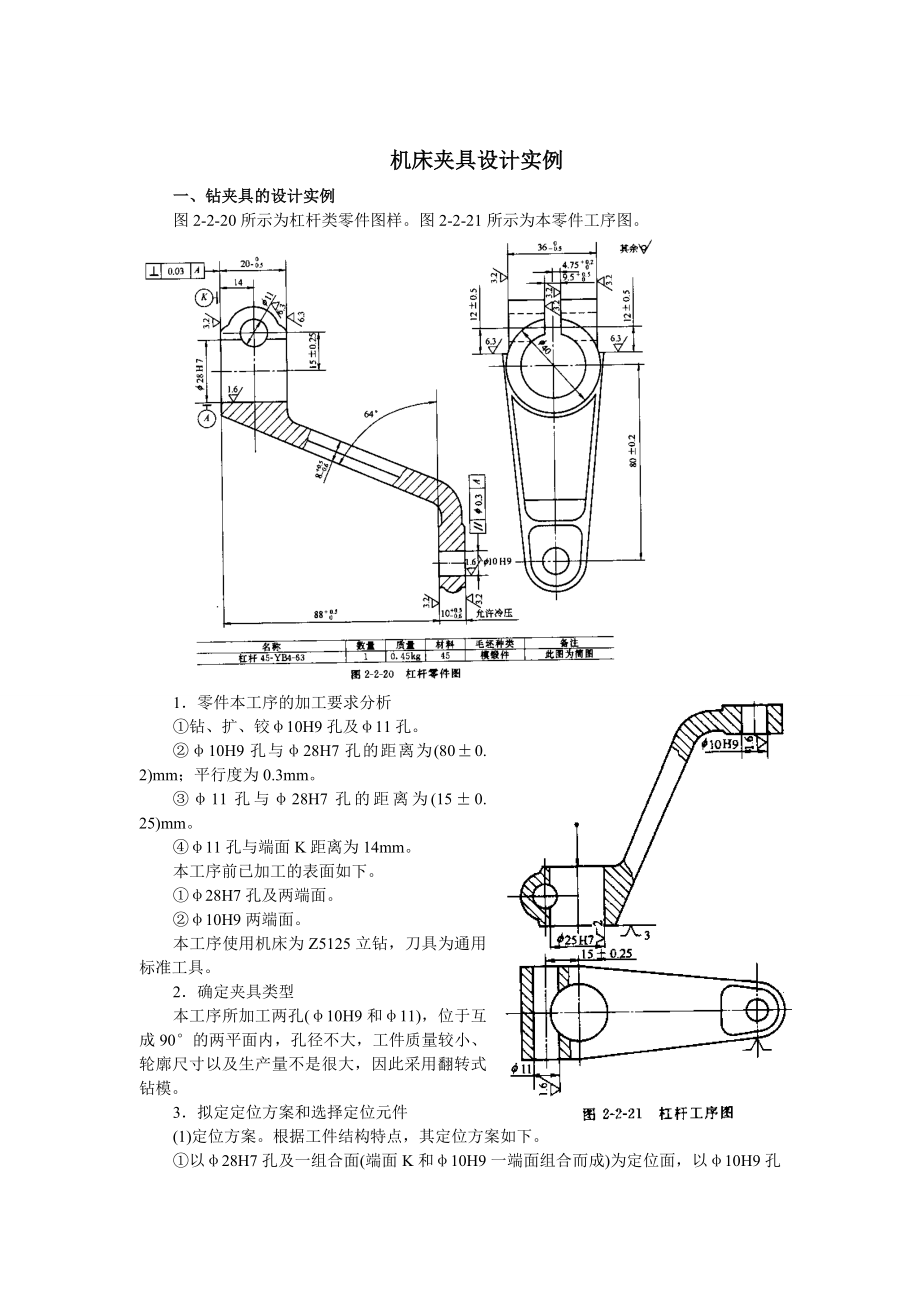
1、机床夹具设计实例一、钻夹具的设计实例图2-2-20所示为杠杆类零件图样。图2-2-21所示为本零件工序图。1零件本工序的加工要求分析钻、扩、铰10H9孔及11孔。10H9孔与28H7孔的距离为(800. 2)mm;平行度为0.3mm。11孔与28H7孔的距离为(150. 25)mm。11孔与端面K距离为14mm。本工序前已加工的表面如下。28H7孔及两端面。10H9两端面。本工序使用机床为Z5125立钻,刀具为通用标准工具。2确定夹具类型本工序所加工两孔(10H9和11),位于互成90的两平面内,孔径不大,工件质量较小、轮廓尺寸以及生产量不是很大,因此采用翻转式钻模。3拟定定位方案和选择定位元
2、件(1)定位方案。根据工件结构特点,其定位方案如下。以28H7孔及一组合面(端面K和10H9一端面组合而成)为定位面,以10H9孔端外缘毛坯面一侧为防转定位面,限制六个自由度。这一定位方案,由于尺寸mm公差大,定位不可靠,会引起较大的定位误差。如图2-2-22(a)所示。以孔28H7孔及端面K定位,以11孔外缘毛坯一侧为防转定位面,限制工件六个自由度。为增加刚性,在10H9的端面增设一辅助支承,如图2-2-22 (b)所示。比较上述两种定位方案,初步确定选用图2-2-22(b)所示的方案。(2)选择定位元件。选择带台阶面的定位销,作为以28H7孔及其端面的定位元件,如图2-2-23所示。定位副
3、配合取。选择可调支承钉为11孔外缘毛坯一侧防转定位面的定位元件,如图2-2-24(a)所示。也可选择如图2-2-24 (b)所示移动V形块。考虑结构简单,现选用图2-2-24(a)所示结构。(3)定位误差计算加工10H9孔时孔距尺寸(800.2)mm的定位误差计算。由于基准重合,故B0。基准位移误差为定位孔(38mm)与定位销(38mm)的最大间隙,故Y(0.0210. 0070.013)mm0.041rnm。由此可知此定位方案能满足尺寸(800.2)mm的定位要求。加工10H9孔时轴线平行度0.3mm的定位误差计算。由于基准重合,故B0。基准位移误差是定位孔28H7与定位面K间的垂直度误差。
4、故Y0. 03mm。此方案能满足平行度0. 3mm的定位要求。加工11孔时孔距尺寸(150.25)mm。加工11孔时与加工10H9孔时相同。此方案能满足孔距(150.25) mm的定位要求。4确定夹紧方案参考夹具资料,采用M12螺杆在28H7孔上端面夹紧工件。5确定引导元件(钻套的类型及结构尺寸)对H9孔,为适应钻、铰选用快换钻套。主要尺寸由机床夹具零、部件国家标准GB/T226380, GB/T226580选取。钻孔时钻套内径10mm、外径15mm;衬套内径15mm,衬套外径22mm。钻套端面至加工面的距离取8mm。麻花钻选用9. 8mm。(2)对11孔,钻套采用快换钻套。钻孔时钻套内径11
5、mm、外径18mm,衬套内径18mm,外径26mm;钻套端面至加工面间的距离取12mm。麻花钻选用10. 8mm。各引导元件至定位元件间的位置尺寸分别为(150.03)mm和(180. 05)mm,各钻套轴线对基面的直线度允差为0.02mm。6夹具精度分析与计算由图2-2-22可知,所设计夹具需保证的加工要求有:尺寸(150.25)mm;尺寸(800.2)mm;尺寸14mm及10H9孔和28H7孔轴线间平行度允差0.3mm等四项。除尺寸14mm,因精度要求较低不必进行验算外,其余三项精度分别验算如下。(1)尺寸(800.2)mm的精度校核。定位误差D,由前已计算,已知0.041mm。定位元件对
6、底面的垂直度误差A0.03mm。钻套与衬套间的最大配合间隙T10. 033mm。衬套孔的距离公差T20.1mm。麻花钻与钻套内孔的间隙X20.050mm。衬套轴线对底面(F)的垂直度误差T30. 05mm。因而该夹具能保证尺寸(800. 2)mm的加工要求。(2)尺寸(150. 25)mm的精度校核。D0. 041mm,A0. 03mm,T10. 033mm。衬套孔与定位元件的距离误差T20.06mm。麻花钻与钻套内孔的间隙X0.061mm。因而尺寸(150.25)mm能够保证。(3)10H9轴线对25H7轴线的平行度0.3mm的精度校核。D0. 03mm,A0. 03mm。衬套对底面(F)的
7、垂直度误差T0. 05mm。因而此夹具能保证两孔轴线的平行度要求。7绘制夹具总图根据已完成的夹具结构草图,进一步修改结构,完善视图后,绘制正式夹具总装图,如图2-2-23所示。8绘制夹具零件图样从略。9编写设计说明书从略。二、铣床夹具设计实例图2-2-25所示为轴套类零件的零件图样。现需设计铣两槽5mm的铣夹具。1零件本工序的加工要求分析本工序的加工要求,在实体上铣出两通槽,槽宽为5mm,槽深为27mm,两槽在圆周方向互成6030角度,表面粗糙度为Ra1. 25m。本工序之前,外圆60mm、内孔32mm及两端面均已加工完毕。 本工序采用5mm标准键槽铣刀在X5l立式铣床上,一次装夹六件进行加工
8、。2确定夹具类型本工序所加工的是两条在圆周互成60角的纵向槽,因此宜采用直线进给带分度装置的铣夹具。3拟定定位方案和选择定位元件(1)定位方案。以32mm内孔作为定位基准,再选孔端面为定位基准,限制工件五个自由度。如图2-2-26(a)所示。以60mm外圆为定位基准 (以长V形块为定位元件),限制4个自由度。如图2-2-26 (b)所示。方案由于V形块的特性,所以较易保证槽的对称度要求,但对于实现多件夹紧和分度较困难。方案的不足之处是由于心轴与孔之间有间隙、不易保证槽的对称度,且有过定位现象。但本工序加工要求井不高,而工件孔和两端面垂直精度又较高,故过定位现象影响不大。经上述分析比较,确定采用
9、方案。(2)选择定位元件。根据定位方式,采用带台肩的心轴。心轴安装工件部分的直径为32g6()mm,考虑同时安装6个工件,所以这部分长度取112mm,由于分度精度不高,为简化结构,在心轴上做出六方头,其相对两面间的距离尺寸取28g6()mm,与固定在支座上的卡块槽28H7()mm相配合;加工完毕一个槽后,松开并取下心轴,转过相邻的一面再嵌入卡块槽内即实现分度。心轴通过两端25H6mm柱部分安装在支座的V形槽上,并通过M16螺栓钩形压板及锥面压紧,压紧力的方向与心轴轴线成45角。(3)定位误差计算。工序尺寸27mm 定位误差分析如下。由于基准重合B0由于定位孔与心轴为任意边接触,则 因此定位精度
10、足够。由于加工要求不高,其他精度可不必计算。4确定夹紧方案根据图2-2-26所示心轴结构,用M30螺母把工件轴向夹紧在心轴上。心轴的具体结构如图2-2-27所示。5确定对刀装置(1)根据加工要求,采用GB/T224280直角对刀块;塞尺符合GB/T224480,基本尺寸及偏差2mm。(2)计算对刀尺寸H和B如图2-2-28所示,计算时应把尺寸化为双向对称偏差,即 6夹具精度分析和计算本夹具总图上与工件加工精度直接有关的技术要求如下。定位心轴表面尺寸32g6。定位件与对刀间的位置尺寸(24.750.08)mm,(4.5750.05)mm。定位心轴安装表面尺寸25h6。对刀塞尺厚度尺寸2mm。分度
11、角度6010。定位心轴轴线与夹具安装面、定位键侧平面间的平行度公差为0. lmm。分度装置工作表面对定位表面的对称度公差为0. 07mm。分度装置工作表面对夹具安装面垂直度公差为0.07mm。对刀装置工作表面对夹具安装面的平行度和垂直度公差为0. 07mm。(1)尺寸27mm的精度分析。D0. 064mm(定位误差前已计算)。T0. 16mm(定位件至对刀块间的尺寸公差)。A20mm0.0086mm(定位心轴轴线与夹具底面平行度公差对工件尺寸的影响)。故此夹具能保证27mm尺寸。(2)对6030的精度分析。分度装置的转角误差可按下式计算。 故此分度装置能满足加工精度要求。7绘制夹具总图图2-2-27所示为本夹具的总装图样。8绘制夹具零件图样从略。9编写设计说明书从略。
 机床夹具设计步骤和实例
机床夹具设计步骤和实例