《电烙铁使用及手工焊接工艺课件》由会员分享,可在线阅读,更多相关《电烙铁使用及手工焊接工艺课件(21页珍藏版)》请在装配图网上搜索。
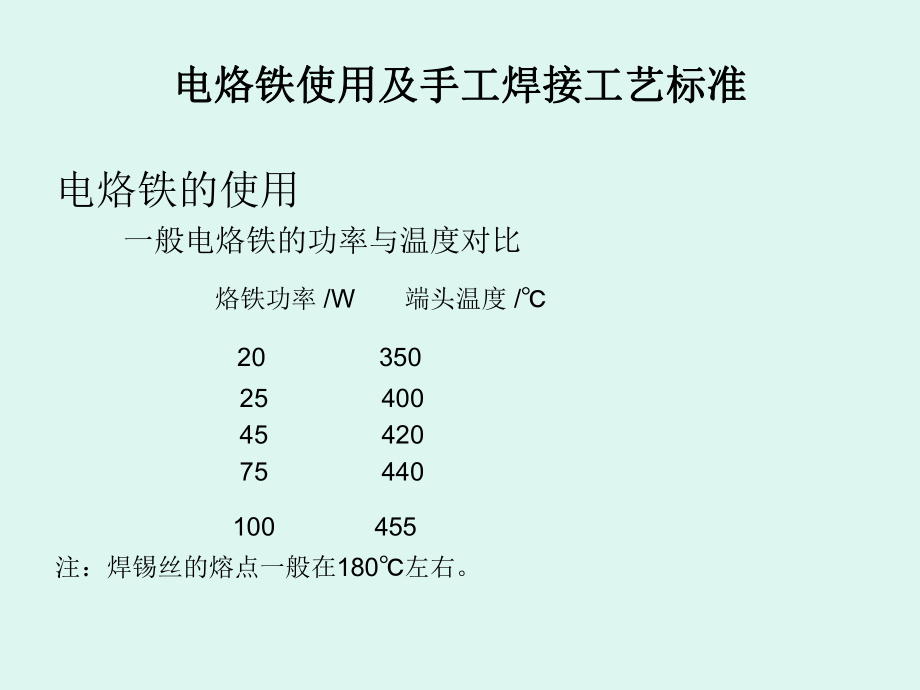
1、电烙铁使用及手工焊接工艺标准电烙铁使用及手工焊接工艺标准电烙铁的使用 一般电烙铁的功率与温度对比 烙铁功率/W 端头温度/20 350 25 400 45 420 75 440 100 455 注:焊锡丝的熔点一般在180左右。烙铁是最常用的焊接工具。我们使用20W内热式电烙铁。新烙铁使用前,应用细砂纸将烙铁头打光亮,通电烧热,蘸上松香后用烙铁头刃面接触焊锡丝,使烙铁头上均匀地镀上一层锡。这样做,可以便于焊接和防止烙铁头表面氧化。旧的烙铁头如严重氧化而发黑,可用钢挫挫去表层氧化物,使其露出金属光泽后,重新镀锡,才能使用。电烙铁要用电烙铁要用220V交流电源,使用时要特别注意安全。应认真做到以下
2、几点:交流电源,使用时要特别注意安全。应认真做到以下几点:1、电烙铁插头最好使用三极插头。要使外壳妥善接地。2、使用前,应认真检查电源插头、电源线有无损坏。并检查烙铁头是否松动。3、电烙铁使用中,不能用力敲击。要防止跌落。烙铁头上焊锡过多时,可用布擦掉。不可乱甩,以防烫伤他人。4、焊接过程中,烙铁不能到处乱放。不焊时,应放在烙铁架上。注意电源线不可搭在烙铁头上,以防烫坏绝缘层而发生事故。5、使用结束后,应及时切断电源,拔下电源插头。冷却后,再将电烙铁收回工具箱。焊锡和助焊剂及辅助工具焊接时,还需要焊锡和助焊剂。(1)焊锡:焊接电子元件,一般采用有松香芯的焊锡丝。这种焊锡丝,熔点 较低,而且内含
3、松香助焊剂,使用极为方便。(2)助焊剂:常用的助焊剂是松香或松香水(将松香溶于酒精中)。使用助焊 剂,可以帮助清除金属表面的氧化物,利于焊接,又可保护烙铁 头。焊接较大元件或导线时,也可采用焊锡膏。但它有一定腐蚀 性,焊接后应及时清除残留物。(3)辅助工具:为了方便焊接操作常采用尖嘴钳、偏口钳、镊子和小刀等做为 辅助工具。应学会正确使用这些工具。尖嘴钳 偏口钳 镊子 等。焊前处理焊前处理 焊接前,应对元件引脚或电路板的焊接部位进行焊前处理。加热焊件加热焊件将烙铁接触焊接点,注意首先要保持烙铁加热焊件各部分,例如印制板上引线和焊盘都使之受热,其次要注意让烙铁头的扁平部分(较大部分)接触热容量较大
4、的焊件,烙铁头的侧面或边缘部分接触热容量较小的焊件,以保持焊件均匀受热。电烙铁焊锡丝融化焊料当焊件加热到能熔化焊料的温度后将焊丝置于焊点,焊料开始熔化并润湿焊点。移开焊锡、电烙铁移开焊锡、电烙铁先移开焊锡丝,然后再移开电烙铁;这样防止焊锡丝粘在元器件上。1、移开焊锡丝2、移开烙铁焊接质量焊接时,要保证每个焊点焊接牢固、接触良好。要保证焊接质量。所示应是锡点光亮,圆滑而无毛刺,锡量适中。锡和被焊物融合牢固。不应有虚焊和假焊。虚焊是焊点处只有少量锡焊住,造成接触不良,时通时断。假焊是指表面上好像焊住了,但实际上并没有焊上,有时用手一拔,引线就可以从焊点中拔出。这两种情况将给电子制作的调试和检修带来
5、极大的困难。只有经过大量的、认真的焊接实践,才能避免这两种情况。焊接注意事项焊接电路板时,一定要控制好时间。太长,电路板将被烧焦,或造成铜箔脱落。一般来说,电烙铁的功率越大,热量越大,烙铁头的温度也就越高。一般的晶体管、集成电路电子元器件焊接选用20W(350)的内热式电烙铁足够了,功率过大容易烧坏元件,因为二极管、三极管二极管、三极管结点温度超过 200就会烧坏。但焊接大器件或大面积接地的焊点时,电但焊接大器件或大面积接地的焊点时,电烙铁功率要大些,可在烙铁功率要大些,可在35W-45W中选择,甚至可以更大。中选择,甚至可以更大。值得注意的是,线路焊接时,时间不能太长也不能太短,时间过长也容
6、易损坏,而时间太短焊锡则不能充分融化,造成焊点不光滑不牢固,还可能产生虚焊,一般来说最恰当的时间必须在1.5s4s内完成。焊接后的检查焊接后的检查 焊接结束后必须检查有无漏焊、虚焊以及由于焊锡流淌造成的元件短路。虚焊较难发现,可用镊子夹住元件引脚轻轻拉动,如发现摇动应立即补焊 手工焊接工艺标准 1、目的目的规范在制品加工中手工焊接操作,保证产品质量。2、适用范围适用范围生产车间(SMT与后焊)。3、手工焊接使用的工具及要求手工焊接使用的工具及要求3.1 电烙铁3.1.1 手工焊接使用的电烙铁需带防静电接地线,焊接时接地线必须 可靠接地,防静电恒温电烙铁插头的接地端必须可靠接交流电 源保护地。3
7、.1.2 电烙铁绝缘电阻应大于10M,电源线绝缘层不得有破损。3.1.3 将万用表打在电阻档,表笔分别接触烙铁头部和电源插头接地 端,接地电阻值稳定显示值应小于3;否则接地不良。3.1.4 烙铁头不得有氧化、烧蚀、变形等缺陷。3.2 烙铁支架3.2.1 烙铁放入烙铁支架后应能保持稳定、无下垂趋势,护圈能罩住 烙铁的全部发热部位。3.2.2 支架上的清洁海绵加适量清水,使海绵湿润不滴水为宜。3.3 镊子:端口闭合良好,镊子尖无扭曲、折断。3.4 防静电手腕:检测合格,手腕带松紧适中,金属片与手腕部皮 肤贴合良好,接地线连接可靠。3.5 烙铁不使用时上锡保护,工作时段长时间不用必须关闭电源防 止空
8、烧,下班后必须拔掉电源。手工焊接准备4.1 保证焊接人员戴防静电手腕,确认怛温烙铁接地。4.2 检查烙铁发热是否正常,烙铁头是否氧化或有脏物,如有可在 湿海绵上擦去脏物,烙铁头在焊接前应挂上一层光亮的焊锡。4.3 检查烙铁头温度是否符合所要焊接的元件要求,每次开启烙铁 和调整烙铁温度都必须进行温度测试,并做好记录。4.4 检查烙铁漏电压,用万用表交流档测试烙铁头和地线之间的电 压,做好记录,要求小于5V,否则不能使用。注:当焊接大功率(TO-220、TO-247、TO-264等封装)或焊点与大铜箔相连,上述温度无法焊接时,烙铁温度可升高至360,当焊接敏感怕热零件(LED、CCD、传感器等)温度控制在260300。再见再见
 电烙铁使用及手工焊接工艺课件
电烙铁使用及手工焊接工艺课件