《冲压模具工序分类》由会员分享,可在线阅读,更多相关《冲压模具工序分类(2页珍藏版)》请在装配图网上搜索。
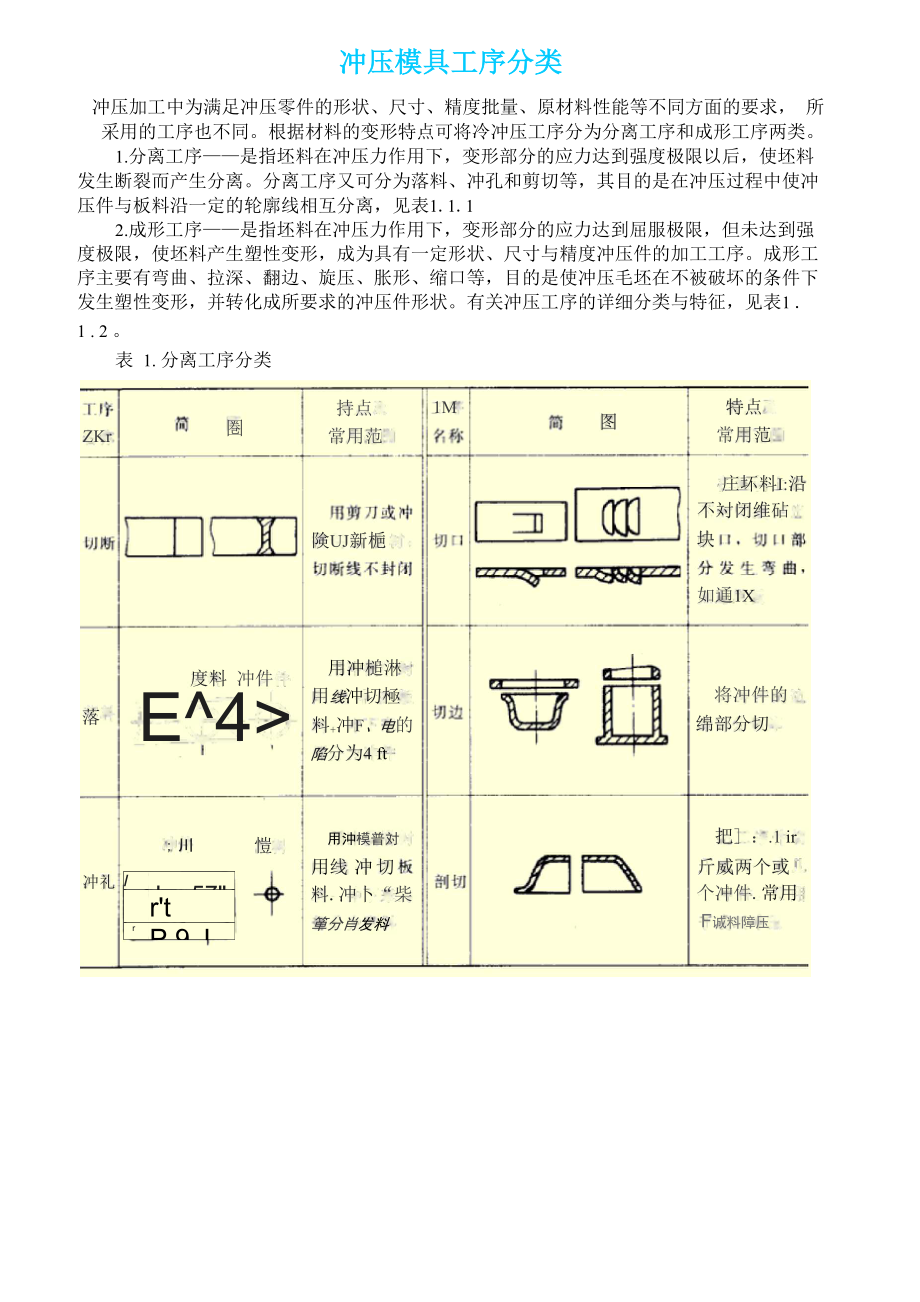
1、冲压模具工序分类冲压加工中为满足冲压零件的形状、尺寸、精度批量、原材料性能等不同方面的要求, 所采用的工序也不同。根据材料的变形特点可将冷冲压工序分为分离工序和成形工序两类。1.分离工序是指坯料在冲压力作用下,变形部分的应力达到强度极限以后,使坯料 发生断裂而产生分离。分离工序又可分为落料、冲孔和剪切等,其目的是在冲压过程中使冲 压件与板料沿一定的轮廓线相互分离,见表1.1.12.成形工序是指坯料在冲压力作用下,变形部分的应力达到屈服极限,但未达到强 度极限,使坯料产生塑性变形,成为具有一定形状、尺寸与精度冲压件的加工工序。成形工 序主要有弯曲、拉深、翻边、旋压、胀形、缩口等,目的是使冲压毛坯
2、在不被破坏的条件下 发生塑性变形,并转化成所要求的冲压件形状。有关冲压工序的详细分类与特征,见表1 .1 . 2 。表 1. 分离工序分类图圏ZKr:块用线冲切特点吃常用范罔如通1X:板持点陵1M常用范閘落料度料 冲件E4将冲件的边绵部分切掉把:.1 ir:件切斤威两个或;L个冲件.常用F诚料障压庄坏料I:沿不対闭维砧岀用冲槌淋U用线冲切極料+冲F、电的陷分为4 ft用沖模普対料.冲卜“柴的箪分肖发料愷料冲礼険UJ新梔材./J; 57rtrP 9 J;川I-图简K拉曲探曲变棵曲卷翻r边乱形状胀翻形边成贱口* h堀形口羽形等1H. 2成形工序分类夏合工序的形式出现。如落料冲在实际 修为!冲把爭心件前 口部扩犬常 用于管f把平板股坏 轉用小滚轮旋 压出一定形秋 分蛮薄号爪 变薄两神卞孔、落料拉伸、生产中,为了提高生产效率和产品质量,往往以; 扎丄序等。把形壮不太把板料四成逬的母状把空心冲件拉深成侧蟹比底部薄的丨.件使冲件的邪分凸起.呈凸肚形准潇的冲件爲正成形,卿抉得小的半徨门特点厘常用范国特点从常用范倔把平板形坯料制就空心冲件蠅谆狂举把冲申I上有吧空心件的边嫌卷成虽把板料端部卷圆.如合页把冲件扭转应定划度把冲件的外把空心仲的口部缩小孔的迪緣關出唏工边塚缘翻起圆弧或曲线状的豈/
 冲压模具工序分类
冲压模具工序分类