《数控机床定位精度的补偿方法简述》由会员分享,可在线阅读,更多相关《数控机床定位精度的补偿方法简述(6页珍藏版)》请在装配图网上搜索。
1、由于机械电子技术的飞速发展,数控机床做为一种高精度、高效率、稳定性强的 自动化加工装备,已经成为机械行业必不可少的现代化技术装置。数控机床的定 位精度是影响其高精度性能的一个重要方面,因而也是数控机床验收时的一个重 要项目。利用数控系统的螺距误差补偿功能进行调整,可以大大提高数控机床的 定位精度,而电气控制系统不同,其定位精度的补偿方法也不尽相同,本文将以 FANUC-O系统和SIEMENS-880系统为例,简单介绍数控系统螺距误差补偿的方法。螺距误差补偿这项工作应该是在机床几何精度(床身水平、平行度、垂直度 等)调整完成后进行的,这样可以尽量减少几何精度对定位精度的影响。另外, 进行螺距误差
2、补偿时应使用高精度的检测仪器(如激光干涉仪),这样可以先测量 再补偿,补偿后再测量,并按照相应的分析标准(如 VDI3441、JIS6330、 GB10931-89 等)对测量数据进行分析,直到达到机床对定位精度的要求范围。机床的螺距误差补偿功能包括线性轴和旋转轴两种方式,分别可以对直线轴 和旋转工作台的定位精度进行补偿。但有一点需要注意,就是在补偿旋转轴时应 注意:在0360之间各补偿点的补偿值总和应为0,以使0和360的绝 对位置保持一致,否则旋转轴旋转角度每超过 360一次,就产生一次累积误差, 从而影响机床的加工精度。另外,螺距误差补偿功能的实现方法又有增量型和绝 对型之分。所谓补偿就
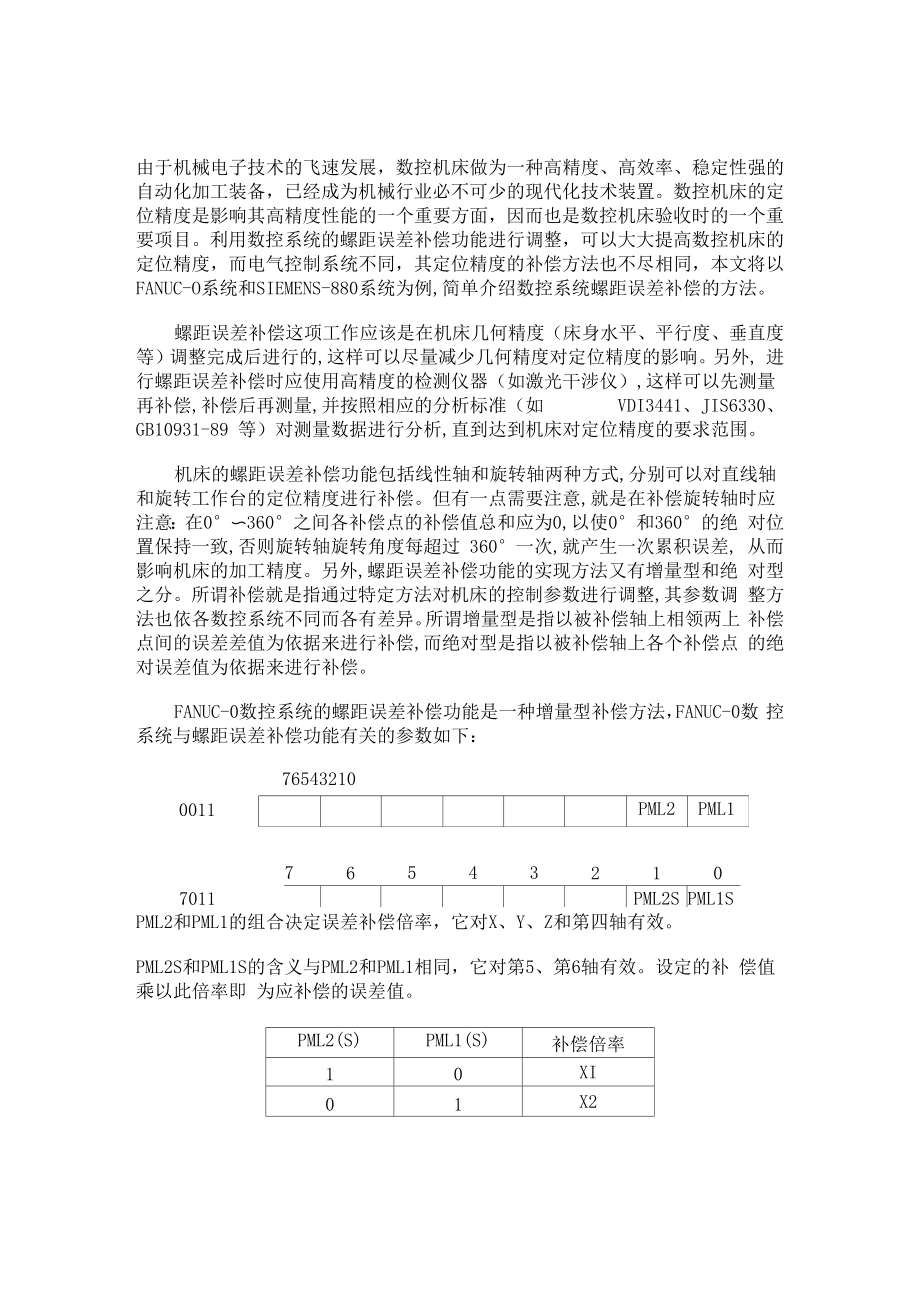
3、是指通过特定方法对机床的控制参数进行调整,其参数调 整方法也依各数控系统不同而各有差异。所谓增量型是指以被补偿轴上相领两上 补偿点间的误差差值为依据来进行补偿,而绝对型是指以被补偿轴上各个补偿点 的绝对误差值为依据来进行补偿。FANUC-0数控系统的螺距误差补偿功能是一种增量型补偿方法,FANUC-0数 控系统与螺距误差补偿功能有关的参数如下:0011PML2PML176543210701176543210PML2SPML1SPML2和PML1的组合决定误差补偿倍率,它对X、Y、Z和第四轴有效。PML2S和PML1S的含义与PML2和PML1相同,它对第5、第6轴有效。设定的补 偿值乘以此倍率
4、即 为应补偿的误差值。PML2(S)PML1(S)补偿倍率10XI01X210X411X80535BKLX0536BKLY0537BKLZ0538BKL47535BKL57536BKL67537BKL77538BKL8BKLX、BKLY、BKLZ, BKL4BKL8依次为X、Y、Z和第4第8轴的反向间隙 补偿量,其设定范围为02550(检测单位)0712PRSX0713PRSY0714PRSZ0715PRS47713PRS57714PRS6PRSX、PRSY、PRSZ和PRS4PRS6依次为X、Y、Z和第4第6轴的各螺距 误差补偿点间的距离 。其设定范围为:800099999999 (单位:0
5、.001mm)400099999999(单位: 0.0001inch)1000PECORGX2000PECORGY3000PECORGZ4000PECORG45000PECORG56000PECORG6FANUC-0M 系统要求机床各轴的机械坐标参数考点必须是一个补偿点,PECORGX、 PECORGY、 PE CORGZ 和 PECORG4PECORG6 依次为 X、 Y、 Z 和第 4第 6 轴的螺距误差补偿零点的编号。1001X轴第1号补偿点的补偿值:1128X轴第128号补偿点的补偿值:2001Y轴第1号补偿点的补偿值:2128Y轴第128号补偿点的补偿值:3001Z轴第1号补偿点的补
6、偿值:3128Z轴第128号补偿点的补偿值:4001第4轴第1号补偿点的补偿值:4128第4轴第128号补偿点的补偿值:5001第5轴第1号补偿点的补偿值:5128第5轴第128号补偿点的补偿值:6001第6轴第1号补偿点的补偿值:6128第6轴第128号补偿点的补偿值FANUC-0M 系统规定各第一号补偿点应在各轴负方向最远端,即补偿点的编号从最负端开始,逐一向正方向编号。各补偿点补偿值的设定范围为-7+7。例:某机床X轴(线性轴)行程为-1000mm到0mm,机床参考点设在0mm处。 设定螺距误差补偿基准点编号为 20(即参数 1000=20,也就是说设定机床参考点 在参数1021处),螺
7、距误差补偿间隔为100mm(即参数712=100000),补偿倍率为 1(即参数11位0=0,11位1=0)。在机床行程负方向补偿点号为:螺距误差补偿点基准编号-(机床在负方向行程/螺距误差补偿间 隔)+1=20-(1000/100)+1=11在机床行程正方向补偿点号为:螺距误差补偿点基准编号+(机床在正方向行程/螺距误差补偿间 隔)+1=20+(0/100)+1=21机床坐标与补偿点号对应关系如下:机床坐标 mm - 1000 - 900 - 800 -300 - 200 - 100 0补偿点号 1011 1012 1013 1018 1019 1020 1021如果各点误差值如下:-100
8、0 -900 -800 -700 -600 -500 -400 -300 -200 -100 0-3 -5 -2 0 2 3 1 4 2 -1 0则各点补偿值如下:1011 1012 1013 1014 1015 1016 1017 1018 1019 1020 1021-2 3 2 2 1 -2 3 -2 -3 1 0SIEMENS-880 数控系统的螺距误差补偿功能也是一种增量型补偿方法,其补 偿方法与FANUC-0数控系统略有不同。FANUC-0系统只能进行单方向补偿,而 SIEMENS-880 系统可以按运行方向进行双向补偿,两个方向的补偿参数分别设 定。 FANUC-0 系统的补偿倍
9、率为 1、2、4、8,各点补偿值范围为-7+7,故各点 可补偿的误差范围为-56+56m,各点可不同;而SIEMENS-880系统的补偿倍 率(即补偿当量)为0100,但各点要么不补,要么补一个正的当量,要么补一 个负的当量,故各点可补偿的误差范围为-100+100m,但补偿当量在同一轴 内必须相同。SIEMENS-880数控系统的螺距误差补偿功能相关参数只有在电源重开及参 考点返回之后才能生效,具体参数含义如下:(*代表各轴轴号,0: X轴,1: Y 轴, 2: Z 轴,等等)NC MD220*背隙补偿值。设定范围:-255+255m。NCMD316*正方向补偿指针,设定范围:0249(第一
10、伺服CPU)指针是机械坐 标参考点 对应的补偿点位置。NC MD320*负方向补偿指针,设定范围:0249(第一伺服CPU)NC MD324*两个螺距误差补偿点间距,设定范围:032000m。NC MD328*补偿当量,即倍率,设定范围:0100。NC MD60006999 螺距误差补偿点,具体分布如下:60006249第一个伺服CPU的各轴。62506499第二个伺服CPU的各轴。65006749第三个伺服CPU的各轴。67506999第四个伺服CPU的各轴。MD No.位7654321 06000补偿点4 Yes/No +/-补偿点3 Yes/No +/-补偿点2 Yes/No +/-补偿
11、点1Yes/No +/-6001补偿点8 Yes/No +/-补偿点7 Yes/No +/-补偿点6 Yes/No +/-补偿点5 Yes/No +/-6002补偿点12Yes/No +/-补偿点11Yes/No +/-补偿点10Yes/No +/-补偿点9 Yes/No +/-6248补偿点996 Yes/No +/-补偿点995 Yes/No +/-补偿点994 Yes/No +/-补偿点993 Yes/No +/-6249补偿点1000Yes/No +/-补偿点999 Yes/No +/-补偿点998 Yes/No +/-补偿点997 Yes/No +/-表中: -=0+=1 No=0
12、Yes=1每一个机床参数有8位,每两位是一个补偿点,所以每个参数可以设定四个 补偿点,控制器内部规定只有最右边的点(位0和位1)能够被设定为参考点。例 如:如果机床某一轴的参考点被设定在793号补偿点,则参考点对应的机床参数 号=6000+(793-1)/4=6198 ,即机床参考点下在机床数据6198,所以机床数据3160下为 6198-6000=198。另外,机床参考点的补偿值必须为0,其它点的补偿 以参考点为依据。例:某机床X轴(线性轴)行程为-35到205mm,机床参考点设 在Omm处,补偿点间的距离为10mm,补偿当量为l“m。则在机床行程负方向补 偿点个数为 3,在机床行程正方向补
13、偿点个数为 20,加上参考点共 24 个。机床 补偿参数设定如下:NC MD3160=1NC MD3200=1(正反方向补偿曲线重合)NC MD3240=10000NC MD3280=1机床坐标与补偿点号对应关系如下:MD No.机床坐标6000-10-20-30-4060013020100(Ref)60027060504060031101009080600415014013012060051901801701606006230220210200另外, SIEMENS-840D 数控系统螺距误差补偿采用绝对型补偿方法,可以通 过执行程序来设定补偿数据,方法直观但操作步骤比较繁琐。 MITSUBISHI 数控 系统螺距误差补偿可以通过参数设置来选择使用增量型还是绝对型补偿方法,具 体补偿方法可参照MITSUBISHI系统说明书。
 数控机床定位精度的补偿方法简述
数控机床定位精度的补偿方法简述