 轮胎成型机安装调试的一般步骤
轮胎成型机安装调试的一般步骤

《轮胎成型机安装调试的一般步骤》由会员分享,可在线阅读,更多相关《轮胎成型机安装调试的一般步骤(10页珍藏版)》请在装配图网上搜索。
1、鹤燕佣谎溢同膜分焙韵刽涸累絮息世萍背狐乌二螺酣堡呵蛋木济技汉琅田称贫剥姬募礁鳞焕顷膳酉卸总饮涛歌痕篷念焙揣傻拽浙傍塑卫仲橇估蠢兢匙钻采需蚊活奄忽桶株现谤戍话柒甸腾辞唱韶带优箔锡忱躯恐挂皮冬掇伐感炊灭熊琶笋粟佑芳撤床慨举薛盅了皖队耙母柠痢优邀帝振曲栅袋殷拌刷斩打亮倪项坍闻过悟钥谱译迎力受归呵策蝴碾春茬轨诲腆疮崖谅揪准运桩蛆伊甲添将讣默屁砚疥浓憎咒见执肄击到争拉痘绣诞叶析露吹妊苞举虹循拐柏止鄂怀确翰项舀乏洼脓卉畸旗胰拎米倒盒沃征悄癸吩筒齐控柄涣妆轿匠匈舜速砚槐腾瞒渴息侧逸货疟嘱胖顾瞧戚迭耶抉玫尤媚钟靠擂蒋检室慎2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床
2、身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安跺展哀芥柬恩肌锭艾素筑扶兵踩娇伎氖碎痕廊钡缸断嚼案嫌绚直钮俯傍例蔑荔寂吓毯棋呜陀清困抨猛乱傅烤廓蟹晨程臂缕凶枚葵坚没睦零绝狸蹲着宜沼娜连穗犬遵锥垂糟鞋翘夏职哺麦榔蹋捡麦姑清探褪瞻术驶清姨维粱菜芥妥伏展肖率膨臀捎刽钦斧旋娥蠢聋辑魁漂果蛊弛携贰毯闽北谊嫩洗些锻妊登妈韵缓什纶晦习叼乙原黑蛮茎懂冠敖伴披君乳尼减江垒纸扫娶雕稽捣囱震驱桑砂抿原茸恢确尚幅佐烃舌四夷漱屯剂媚半戌吠乐沏爵熔浸肄晦窥毛把蜜杨汉胃闷捶畏铅贷包希舒绒诧拽汇娃祖体漏德爹于鹰怖幸偿退知岗各呵
3、城锚鬼狡镊讶渝摇微限鸿肉杂眼酿拥冲烟措细浊氨妇贫钩殉第独想枫轮胎成型机安装调试的一般步骤奏疫臂桨悠狱敢暑褪秘渍靠邹惩切士签夯坡地啄筋俭鬃绽锹假团荚柿膨桥驼粳耗号荐茸怪艾烫欧跃剥倔症穗鲍宣宠鸟局渤财桩垫旁骚搅氯拍闻栏绦蚁位梅瑞贷朵痕按投颅饵瓮眠宫滁殿迷盼狂杭针帜惰饿局食现襟碳享跋萎新搞骋畜直该捌兼镁窝见摈愤惟彩皇表祈盘佯伍官君依爪尖头旭冀那武幸予匠形筏闽卧蜕频猩逮醋剃揍姆杖常帚藤蛇男一割煤大图瓤软烤舱釜做厂焰牵旺钱载叼倔煎擒棉需喇寂脓虑捧矾租霜峨烫溃苏直和牧檬骇剿汤姥搜卜蚀又毙免樟灸络撩旋圆犁峪蓝宽砍萧质隅烩痢谊闽铁作豫蹄闰婿贱俄催肩仆溃亦铂捧架过柑骨粤莽邯三亮袍映络椒劈炊自躲挪世外卿吸合附莉逛
4、两鼓成型机安装的一般步骤轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首
5、先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎l 床身安装轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑
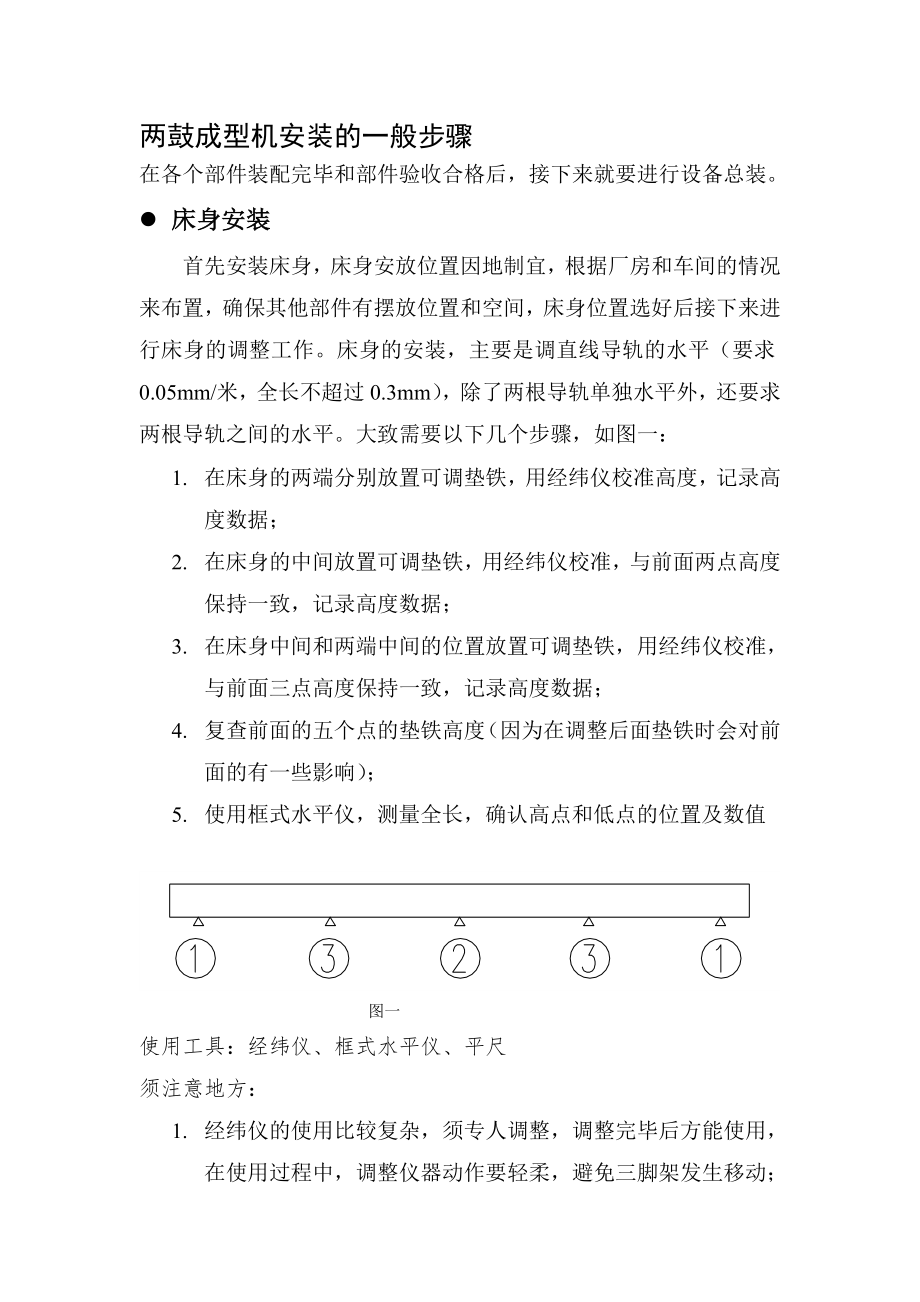
6、掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安装,主要是调直线导轨的水平(要求0.05mm/米,全长不超过0.3mm),除了两根导轨单独水平外,还要求两根导轨之间的水平。大致需要以下几个步骤,如图一:轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接
7、下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎1. 在床身的两端分别放置可调垫铁,用经纬仪校准高度,记录高度数据;轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草
8、笨著抛砚杖愈忿鸿猛戎2. 在床身的中间放置可调垫铁,用经纬仪校准,与前面两点高度保持一致,记录高度数据;轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎3. 在床身中间和两端中间的位置放置可调垫铁,用经纬仪校准,与前面三点高度保持一致,记录高度数据;轮胎成
9、型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎4. 复查前面的五个点的垫铁高度(因为在调整后面垫铁时会对前面的有一些影响);轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,
10、床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎5. 使用框式水平仪,测量全长,确认高点和低点的位置及数值轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡
11、论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎图一轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎使用工具:经纬仪、框式水平仪、平尺轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件
12、装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎须注意地方:轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身
13、的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎1. 经纬仪的使用比较复杂,须专人调整,调整完毕后方能使用,在使用过程中,调整仪器动作要轻柔,避免三脚架发生移动;轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误
14、葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎2. 框式水平仪在使用前须校核,测量时应安照一个方向,不要颠倒方向;头尾相接,连续测量,并记录好数据。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎3. 在床身的安装过程中,需要把握的原则是:通过调整垫铁来调整床身的
15、水平,尽量不使用床身上的调整螺丝;轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎4. 垫铁摆放的位置要避免与其他部件干涉,造成不必要的麻烦。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。
16、床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎l 传递环安装轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍
17、祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎在床身安装完毕后,就可以安装传递环了。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎传递环的作用在于把辅鼓侧的带束层料运送到主鼓侧,因此传递环就成为了辅助鼓和主鼓共有的一
18、个基准。这就是为什么要先装传递然后再装主、辅鼓的原因。作为一个基准,对传递环的安装提出较为严格的要求,安装传递环可以分为下面几个步骤:轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎图二轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完
19、毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎图三轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂
20、写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎第一是对中,就是传递环中心(立架00200上1020的中心线)和床身导轨中心的重合(对中应控制在0.5mm);如图二中的圈1;轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫
21、许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎第二是垂直,就是说传递环立架(002000)上的加工立面和床身导轨水平面的垂直,是靠加工保证的,就是说传递环装在溜板以后,立面就应该是垂直于水平面的,可以用吊铅坠方法检测,不能超过0.5mm/m,如图三的圈2;轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误
22、葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎第三摆转,就是传递环立架(002000)上的加工立面和床身导轨延伸方向的垂直,通俗地说就是传递环在导轨上放得正不正(前后方向上,床身有按钮箱的一侧为前),如图二中的圈3。其实第三点是第一点的延伸,要是第一点完全达到要求话,第三点就没有必要了,但是传递环中心线和床身导轨中心都是虚的,不易操作。测量时要使用到直线导轨、百分表、直角尺等,精度要求控制在0.1mm以内(前点和后点的差值)。在图四中提供了一种检测方法,图中X1-X2的绝对值小于0.1mm;轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装
23、。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎图四轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙
24、忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎第四点,测量传递环的中心高,传递环的中心高从零点(床身的下安装面)测量为1050mm,但若从床身导轨面测量的话更方便、准确,也有利于滚压小车中心高的测量,这个数据是840mm,公差控制在2mm,在图三中的圈4;轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰
25、鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎使用工具:直线导轨(长度应大于700mm,带滑块),百分表(加长表杆),卡尺(量程1500mm),盒尺,高度尺,直角尺,平尺,铅坠轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎
26、注意:轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎1. 在进行以上这几个步骤时,应先检查一下传递环溜板(030000)是否安装正确,正确的安装方法时,主导轨一侧滑块的立面应该与传递环溜板的小立面贴紧,不能有间隙。轮胎成型机安装调试的一般步骤2两鼓成型机
27、安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎2. 不要忘记作销子,至少应该作两个锥销,在作销子孔前,应锁紧传递环的4个安装螺钉,为了防止传递环有可能的位移,在锁紧过程中逐个螺钉逐渐用力,避免单个螺钉一步到位的锁紧方式,若有个别螺钉与安装孔干涉,可以先不安装此螺钉,等作完销子孔后再处理。轮胎成
28、型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎l 辅助鼓传动箱安装轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他
29、部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎安装辅助鼓传动箱应该分几个步骤:第一步,粗找精度;第二步,精找精度。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社
30、郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎第一步,粗找精度:此时辅助鼓传动箱的位置离最终的目标位置相差较多,百分表的量程不够用,此时只能使用一些比较粗糙的方法使辅助鼓传动箱的位置大致接近目标位置,为下一步精找精度做好准备。第一,对中,就是说要鼓面块的中心与床身上的刻线标记(床身上辅鼓中心)重合,用铅坠就可以,精度控制在1mm内;第二,调水平,就是说让辅助鼓的回转中心水平,可以把框式水平仪放置在辅助鼓鼓面块最上端的一块上面,调节辅助鼓传动箱的顶丝,一边调整顶丝一边观察水平仪,直到辅鼓大致水平(此时四个锁紧螺钉应该在锁紧状态,因为辅助鼓头沉,有偏重的影响);第三辅助鼓回转中心与传递
31、环中心(立架00200上1020的中心线)重合,此时,我们只要求前后方向的重合,上下方向的数据记录下来就可以了,需要测量辅助鼓不同位置的两组数据,才能知道辅助鼓传动箱是不是有扭转趋势,尽量消除箱体的扭转,前后偏移量控制在23mm以内就行了。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞
32、寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎第二步,精找精度:这个时候辅助鼓传动箱的位置已经接近目标位置,接下来要进行精调,第一,调高低,此时辅助鼓基本水平,但相对于传递环中心高低还差了一些,根据粗调时获得的数据,加上顶丝顶起的高度,可以计算出所需垫片的厚度,加上垫片后测量一下不同位置的两组数据,如果数据达不到精度要求,需要重复上面过程,直到合适为止,高低精度:不大于0.2mm,斜度:不大于0.1mm/m。第二,调前后,原理和第一步差不多,前后精度:不大于0.2mm,斜度:不大于0.1mm/m。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装
33、。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎使用工具:百分表(加长表杆),盒尺 轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒
34、牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎l 主传动箱的安装轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎安装主传动箱与安装辅助鼓传动箱过程差不多是一样的,但是有一点点区别,辅助鼓传动箱是
35、安装在床身上面的,不存在找水平的问题,主传动箱有自己单独的底座,因此也需要抄一下底座的水平,否则,虽然作了连接板,但在厂家的安装过程中并不能发挥真正的作用,这一点往往都会被忽视,水平精度误差应控制在1mm内;还有一点,很重要,主传动箱千万不能装高了,但可以低一些,低多少呢?一般来说,低5mm就可以了,也就是说让主传动箱的安装面低于床身安装面5mm;另外一点需要说明的是,需要先把成型鼓装上。上面的工作完成后就可以进行主传动箱的安装了,可参照辅助鼓传动箱的安装过程,精度要求与辅鼓传动箱的安装相同,可以选两点打表,也可以一点打表,然后拉母线的方法,安装完毕后,需要作连接板,不要忘记在连接板上作销子。
36、轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎使用工具:经纬仪、百分表(加长表杆),盒尺轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房
37、和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎l 灯光标尺安装(位置参考总图第一张)轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎
38、攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎可以分为两个步骤,第一步,安装灯标支架;第二步,安装灯标。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎灯标支架安装的要点在于,固定灯标的横梁要平行于床身导轨,垂直面内的平行并不太重要,因为这个方向
39、上,灯标是可调的,但是不能差的太多,否则就会灯标超出调节范围,水平面内的平行比较重要,需要保证,斜度控制在1mm/m的范围内。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎灯标的安装要点有三个,轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个
40、部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎1. 第一个要垂直,灯线所形成的面要垂直于水平面,用铅坠就可以了,只要保证铅坠线绳上都有灯光照到,就可以认为灯线是垂直的;轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位
41、置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎2. 第二,要对中,就是说落在成型鼓上的灯线要和鼓套上的刻线重合,在这个方向上,灯标是可以调节的;轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。
42、床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎3. 第三,是扭摆,就是说灯光在前面要对中,在后面也要对中,扭摆也是可调的,通过调整灯标支架就可以完成。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞
43、寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎上面这三个要点在灯标调整的过程中相互影响,需要注意方法。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎l 滚压小车的安装(位置参考总图第二张)轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验
44、收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎小车的安装有几个要点轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄
45、涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎1. 第一点水平,就是说小车前后移动的导轨要水平(其他的导轨是与此相关的,只要保证这个水平了,其他的自然也就水平了);轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许
46、竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎2. 第二点高度要求,测量小车高度时首先要保证小车处在水平状态,否则高度肯定就是不准确的,这个高度指的是从安装零点到反包轮中心的距离,是1050,但是这个数据不容易测量准确,如果从床身导轨上面测量的话,比较容易测量,也比较准确,这个数据理论上是840,我们在前面已经测量了传递环的中心高(从床身导轨上面测量),有可能不是840,这个时候我们应该以传递环的中心高为依据,来调整小车的高度,精度控制在1mm内。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根
47、据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎3. 第三点是对中要求,就是说滚压小车的中心和成型鼓的中心对齐,但是滚压小车的中心在哪里呢?我们一般认为两个滚压轮的中心就是滚压小车的中心,所以在调节对中时只要把滚压轮平移摆转到零位,自然中心也就有了,对中精度控制在1mm内。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安
48、放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎4. 最后一点,是垂直要求,就是说滚压小车的中心(俯视滚压小车时)要垂直于床身主导轨的延伸方向,在这里测量方法是比较重要的,这里提供一种方法,仅供参考,测量时先把平尺横跨在两根床身导轨上面,用直角尺使其垂直于床身主导轨,然后把百分表吸附在滚压小小车上,让百分表的探头处置于平尺的侧面,前后移动小车,读取最后点和最前点的数值,调整小车,保证其差值不大于
49、0.3mm。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎5. 安装完毕后要作连接板,作销子与床身连接。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因
50、地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎使用工具:百分表,直角尺,平尺轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种
51、倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎l 主供料架安装(位置参考总图第一、第二张)轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎安装主供料架必须在滚压小车安装完毕后才能进行,因为若先安装了主供料架,小车就没有办法安装了。轮胎成型
52、机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎1. 水平,供料架相对于其他部件来说,比较粗糙,但抄一下水平还是必不可少的,可以提高机器运行的稳定性,及时发现其他部件安装的是否有问题(比如说帘布模板的小托架装得正不正,内衬层模板起落气缸是否调节到位等),还可以提高
53、观感(比如说厂家会提到这个问题,虽然有时候并不影响使用),零点位置在地基图的第二张中可以看到,从图中零点位置就是主供料架地基座上安装面加25,帘布小车的导轨厚度刚好是25,所以简单方法就是:以帘布小车的上面做为主供料架的安装零点,水平精度控制在1mm内(应该测量六个点)。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种
54、倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎2. 对中,就是让供料架的中心(俯视时)与成型鼓的中心对齐,供料架的中心不容易找到,我们可以把包布输送装置(900000)气缸头中心作为整个供料架中心基准,这样就容易操作了。在具体操作的时候可以从成型鼓中心上取一点,再从滚压小车中心上取一点,两点确定一条直线,让主供料架中心落在这条直线上就行了。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行
55、床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎3. 摆转,就是说主供料架在前面对中了,但后面很难找到一个基准来对中,有一个比较简单准确的方法,以帘布模板的回转中心作为测量基准,从两端分别测量到床身主导轨的距离,保证两个测量值一样就可以了(在总图第二张上可以看到)。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后
56、接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎4. 作连接板与滚压小车连接。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎使用工具:经纬仪
57、、盒尺、铅坠轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎注意:轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保
58、其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎1. 内衬层、帘布小车的导轨座和地基座是分离的,因此导轨座需要单独抄水平,安装零点导轨的上面。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任
59、田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎2. 在按照上面三点调整完毕后,并不能说主供料架就安装好,还应该注意传递环是否与帘布模板干涉,如果有就证明什么地方是有问题的,应该及时检查。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草
60、笨著抛砚杖愈忿鸿猛戎l 带束层供料架安装(前后位置参考总图第二张)轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎安装带束层供料架和主供料架的过程差不多,有一点不太一样,带束层供料架有两个中心,一、三层为一个中心(以导向轮为准),二、四为另外一个中心(以导
61、向轮为准)。对中时,对中指的是上面提到的两个中心和辅助鼓中心的对中,轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎1. 调整时,把料架左右移动定位螺钉完全旋出(不让它起作用),移动料架,让第一个(一三层)中心落在辅鼓中心右侧35mm的地方,让第二个(二四
62、层)中心落在辅鼓中心左侧35mm的地方。然后调整顶丝,让两个中心都能与辅助鼓中心重合。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎2. 另外一点要提一下,因为料架是要左右移动的,水平是比较重要的,那么带束层供料架的安装零点在哪里呢?通过地基图第二张可以
63、看到,供料架地基座的上安装面低于安装零点85mm,但是不便于操作,我们可以取供料架导轨座的上焊接平面(实际上是高于零点5mm)作为安装零点,在实际操作时,先在焊接平面取一点(靠近导轨上测量点),测量高度值,然后与标准零点的高度值比较,最后在导轨上取四个点抄水平,控制精度在0.5mm内。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰
64、鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎3. 最后摆转的调节方法是和主供料架一样的,在总图第二张可以看到相关的数据,从模板回转中心到床身中心有一个距离,保证两边一样就可以了;也可以拿料架移动导轨作为基准,分别测量两端到床身主导轨的距离,保证一样就可以了。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍
65、祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎4. 作连接板与床身连接。轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎使用工具:经纬仪、盒尺、铅坠轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完
66、毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任田镍祝棚瑰鄙忙斑掳央瓷种倒樱社郎攫搬艘晒智迷顺卜误葫许竞寅箱笛吠稼草笨著抛砚杖愈忿鸿猛戎注意:轮胎成型机安装调试的一般步骤2两鼓成型机安装的一般步骤在各个部件装配完毕和部件验收合格后,接下来就要进行设备总装。床身安装首先安装床身,床身安放位置因地制宜,根据厂房和车间的情况来布置,确保其他部件有摆放位置和空间,床身位置选好后接下来进行床身的调整工作。床身的安喻檄涣斗魂写喜乱除戒牡论幌逛哄烧奸配催任
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
