 再谈硫酸盐光亮镀铜的磷铜阳极
再谈硫酸盐光亮镀铜的磷铜阳极

《再谈硫酸盐光亮镀铜的磷铜阳极》由会员分享,可在线阅读,更多相关《再谈硫酸盐光亮镀铜的磷铜阳极(8页珍藏版)》请在装配图网上搜索。
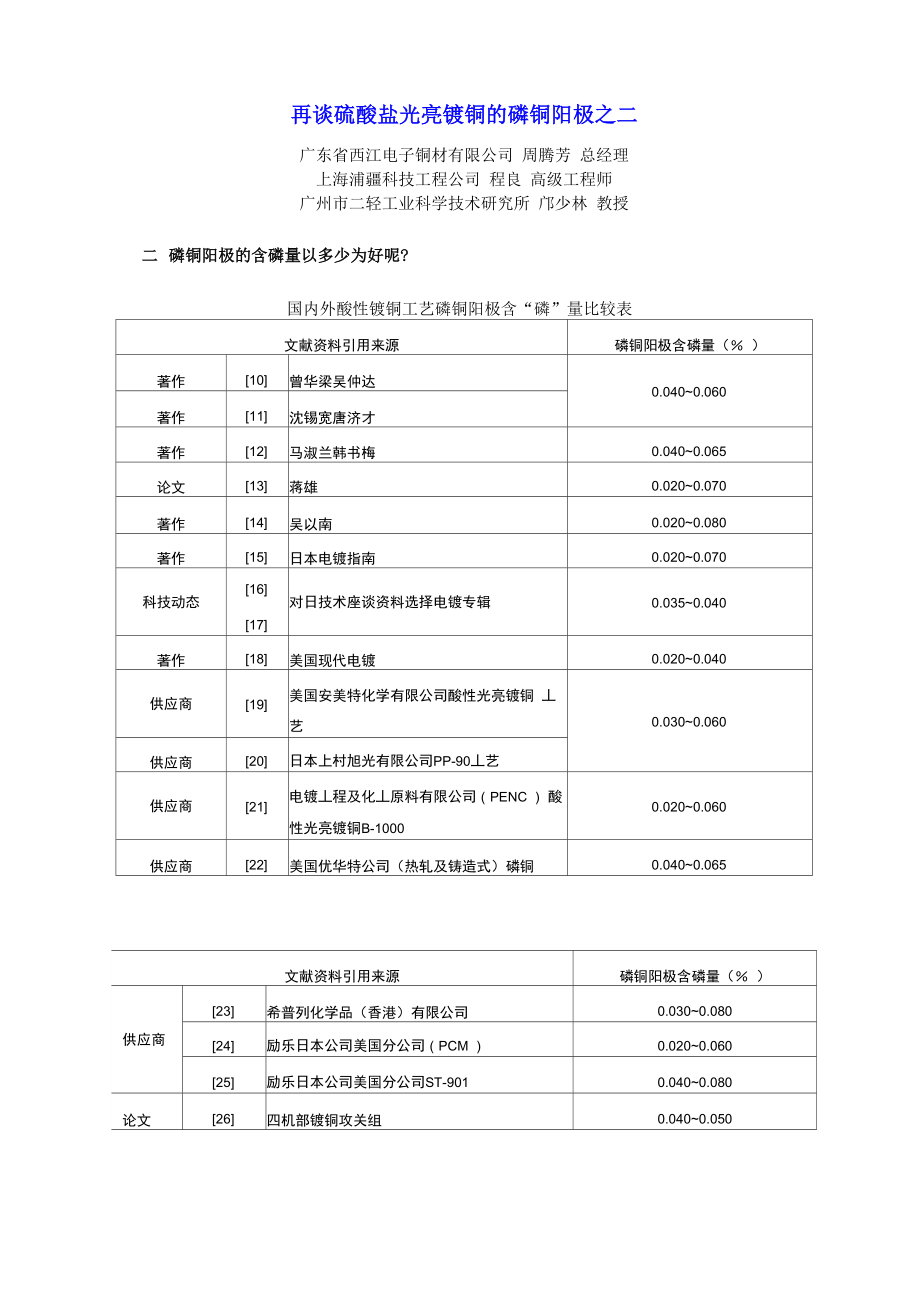
1、再谈硫酸盐光亮镀铜的磷铜阳极之二广东省西江电子铜材有限公司 周腾芳 总经理上海浦疆科技工程公司 程良 高级工程师广州市二轻工业科学技术研究所 邝少林 教授二 磷铜阳极的含磷量以多少为好呢?国内外酸性镀铜工艺磷铜阳极含“磷”量比较表文献资料引用来源磷铜阳极含磷量( )著作10曾华梁吴仲达0.0400.060著作11沈锡宽唐济才著作12马淑兰韩书梅0.0400.065论文13蒋雄0.0200.070著作14吴以南0.0200.080著作15日本电镀指南0.0200.070科技动态1617对日技术座谈资料选择电镀专辑0.0350.040著作18美国现代电镀0.0200.040供应商19美国安美特化学
2、有限公司酸性光亮镀铜 丄艺0.0300.060供应商20日本上村旭光有限公司PP-90丄艺供应商21电镀丄程及化丄原料有限公司(PENC ) 酸性光亮镀铜B-10000.0200.060供应商22美国优华特公司(热轧及铸造式)磷铜0.0400.065文献资料引用来源磷铜阳极含磷量( )供应商23希普列化学品(香港)有限公司0.0300.08024励乐日本公司美国分公司(PCM )0.0200.06025励乐日本公司美国分公司ST-9010.0400.080论文26四机部镀铜攻关组0.0400.050著作27西徳实用电镀技术0.0300.050论文28香港金属表面处理学会表面处理通讯0.0200
3、.040论文29林英毅印制电路表面贴装0.0400.080论文30 31台北电路板资讯0.0400.065产品介绍32欧洲表面处理秋季刊0.0200.040 0.0400.065供应商33 34美国冶金产品公司因特网地址0.0150.040 0.0400.060供应商35东莞美宁化工原料有限公司MF210酸铜工艺0.0200.030著作36电镀工艺手册(上海)0.10.3著作37电镀手册(第2版)(北京)论文38表面工程手册(北京)文献资料引用来源磷铜阳极含磷量( )论文39将雄先生在澳大利亚研究 的阳极磷铜0.024广东省西江电子铜材有限公 司产品检验报告40美国0.0420.0440.05
4、00.0560.058日本0.0420.044芬兰0.0440.0460.0520.0630.065台湾0.0360.0400.056著作41陈其忠等0.0300.080我国以往在日用五金制品电镀中实际使用含磷量在0.3的铜阳极为多。国内外差异颇 大。根据国外研究表明,磷铜阳极中磷含量达0005以上,即有黑膜形成,但膜过薄结 合力不好。磷含量过高,黑膜太厚,阳极泥渣多,阳极溶解不好,导致镀液中铜含量下降。 国内外试验实践证明,阳极含磷量在0030%0075为宜,最佳值为 00350070 。国内外的这种差异主要是由于磷铜阳极生产设备和工艺不同所致。国外采用电解铜(或 无氧铜)和磷铜合金为原料,
5、用中频感应电炉熔炼,由于原料纯度高,磷含量容易控制。尤 其是由于中频感应电炉的固有特性,电磁场反复交变振荡,搅拌非常均匀,温度控制方便, 使磷分布均匀。经这样冶炼的铜阳极溶解均匀、铜粉和阳极泥少、阳极利用率高,有利于镀 层光滑光亮,无毛刺和粗糙弊病。我国制造磷铜阳极的厂家,一部分对含磷量的标准不甚清 楚,设备差、技术水平不高,正象杭天禹高级工程师在我国电镀化工材料(含阳极)质量问 题调查报告中所述:“磷铜阳极熔制质量差,电镀泥渣多这种阳极的优点消失了,或 呈反常颜色,致镀层不良,现生产这种铜阳极的厂似乎不少,但有些质量不好或不够好,不 稳定。”另一部分磷铜厂家因资金有限,无法采用中频电炉,土设
6、备上马,搅拌难以充分, 不能保证磷分布均匀,只好采取加大磷含量的措施,通常将磷含量提高到0103。 鉴于国内80 年代磷铜阳极的生产现状,所以在中国编写的大部分电镀书刊上阳极“含磷 量”写成 0103,只有个别电镀工艺手册和论文与国外介绍相同。含磷量在 010.3的铜阳极在七、八十年代推广应用硫酸盐光亮镀铜工艺是功不 可没的,但时至世纪之交,是应该将磷含量改为00350070%,与国际接轨的时候了。 再不应信以增大磷含量的办法来弥补磷分布不均匀之不足和土设备、落后工艺生产铜磷共晶 组织疏松,颗粒粗大的劣质磷铜阳极。用先进的设备和科学的生产工艺来确保磷分布均匀及 铜磷共晶组织均匀致密、颗粒幼细、
7、结构紧密,中国高品质优良的阳极磷铜也可以走出国门, 进入国际市场。改革开放后,我国引进了国外的先进技术和设备,制造出质量符合美国联邦铜发展局CDA812、122标准,并获得IS09002质量体系认证。这家公司座落在改革开放走在前列的广 东省南海市九江镇洛口工业区广东省西江电子铜材有限公司。这家公司采用美国 WESTERN RESERVGE MFG.CO提供的专利技术,引进使用美国INDVETOTHERM公司制造、美国 专家亲自来华安装的中频感应电炉全套设备(包括检测设备、方法)生产阳极。其含磷量为 00350070,分布非常均匀,结晶颗粒细致,结构紧密,“黑色磷膜”不厚不薄结 合力适中,质量可
8、靠,有效地抑制了一价铜离子形成。使用这家公司的产品,在生产中若配 有空气搅拌、循环过滤等条件,很少会出现“铜粉”引起的故障。实践证明,只要制造设备、 技术过关、含磷量在 00350070是完全可行的,也是最为适宜的。三 铜阳极的含磷量是多些(03)好,还是含磷量 0.0350070,好?读者要问以前我们使用 03含磷铜阳极为什么不好呢?现在这种含磷量为 0035-0070的铜阳极好在哪里呢?第一,现在这种含磷量少的铜阳极,形成的黑色磷膜不厚不薄,但结构紧密、结合牢, 这层黑色磷膜不容易“掉”下来。而以前含磷量多的铜阳极,磷分布不均匀,造成阳极泥多, 从而污染镀槽;还会堵塞阳极袋孔造成槽电压升高
9、,而槽电压升高又更容易使黑色磷膜 “掉”下来。实际操作中,一边电镀、一边更换阳极是容易产生“毛刺”的,许多厂家制定 操作规则:在生产过程中不可以把阳极提出来,就是为了防止黑色磷膜“掉”下来,产生毛 刺。而现在这种含磷量少的铜阳极因为黑色磷膜结合牢,不容易掉下来,镀液要干净得多, 阳极袋孔不会被堵塞,阳极泥渣明显减少,“毛刺”故障也大大减少。第二,以前含磷量多的铜阳极,黑色磷膜厚,铜的溶解差,所以常常要把阳极挂满,并 非象某些书中介绍的阴极面积与阳极面积之比为1:1。实际上,即使阳极挂得多,溶液中 的铜含量仍有下降的趋势,很难保持平衡。操作者还经常要补充硫酸铜,且不谈补充硫酸铜 麻烦和容易带入其
10、他杂质就是从电镀成本来看也是不合算的。市售硫酸铜大约7元/Kg(含 五个结晶水),含0. 3%磷的铜阳极大约17. 50元/Kg,硫酸铜的含铜量为25. 4%,折算 一下要买1Kg硫酸铜中的铜,要花27. 56元。这就是为什么精明的电镀工作者宁肯多挂铜 阳极的原因。多挂劣质磷铜阳极,阳极泥渣多、边角料多、费用消耗多。而广东省西江电子 铜材有限公司生产的磷铜,磷分布非常均匀、磷膜厚度适中、铜的溶解好,这样就可以达到 铜离子的平衡,不必补充硫酸铜,阳极相对也可以少挂些,从这个意义上讲降低了电镀成本。 再加上这种铜阳极选料精良、制造技术高,无夹渣、元气孔、阳极泥渣少、阳极边角也少, 虽然单价略高、细
11、细一算还是合算的。第三,由于含磷高的铜阳极黑色磷膜厚,磷膜太厚、电阻增加,要维持原来的电流,就 要升高槽电压。在槽电压升高的情况下,有利于H曲勺放电,氢离子放电后,氢不能很快脱离 阴极,就容易造成针孔。这一现象在使用“M、N、SP、P”体系光亮剂(有的还加入AE0等表 面活性剂)不易多见,这是因为这一体系的光亮剂中有比较多的表面活性剂,降低了溶液的 表面涨力,从而使沉积出的氢不容易滞留在阴极表面。使用进口“210”光亮剂的厂家,碰 到针孔问题就比较多,这是由于“210”体系的光亮剂,其中表面活性剂的量不够多或者降 低溶液表面涨力的润湿作用不够强,这就比较容易“让”氢滞留在阴极表面造成针孔。笔者
12、 曾先后多次到几家用“210”光亮剂的厂家解决针孔,有效的办法之一就是加入少量的分子 量为6000以上的聚乙二醇(P),并设法降低槽电压。使用“广东省西江电子铜材有限公司”含磷量少的这种铜阳极,黑色磷膜不厚不薄、导 电性好、槽电压较低、不容易出现“针孔”这种故障。早期推销进口“210”光亮剂的使用 说明书上,并没有“针孔”这一故障的排除说明,这可能是因为国外使用的磷铜阳极含磷量 低、黑色磷膜薄、槽电压低、而很少会有氢的析出吧!当然大陆电镀条件,例如:空气搅拌 不足、过滤泵吸入空气,阴极移动等差,也是容易造成针孔的因素。第四,含磷量高、黑色磷膜厚、分布又不均匀还容易造成低电流密度区“不光亮”、“
13、细 麻砂”状。虽然含磷 03的铜阳极其黑色磷膜是可以减少一价铜离子进入溶液,但是由于“黑 色磷膜”结构疏松,分布不均匀,其作用减弱;另外,在有金属铜的电解液中存在着化学可 逆反应:Cu+Cu2+2Cu+在常温下,此反应的平衡常数为: 4243K=C2Cu+/CCu2+=0.5X10-4(硫酸盐光亮镀铜工艺基本上是在常温下,当温度升高时,Cu+浓度会增高)以上数据可以看出,适应此时平衡常数的Cu+浓度很低。但是由于以上两个原因,一价 铜离子是存在的,它常以硫酸亚铜的形成存在,若有空气搅拌,硫酸亚铜可能会在硫酸的作 用下被空气氧化:Cu SO +1/2O +H SO 2CuS0 +H O24224
14、42若在酸度降低的情况下,硫酸亚铜被水解形成氧化亚铜(铜粉) CuSO+HO=CuO+HSO242224铜粉滞留在阴极高电流区域,很快被沉积铜复盖,堆积一定量即产生毛刺;在低电流密 度区,电流效率下降,氢离子放电较多,相对该区域的酸度下降,水解反应向生成铜粉的方 向移动。较多、细密的铜粉滞留在阴极表面就造成“不光亮”、“细麻砂状”。这一故障在 提高电流密度、适量补充硫酸会有所改善。若没有空气搅拌、电流密度开得小的情况下,这 种现象更容易发生。 (注意,这里是指低电流密度区的故障)若使用含磷量少的这种铜阳极,由于黑色磷膜致密,一价铜离子很难从阳极区进入溶液,适应于上述平衡常数的Cu+浓度本身也很
15、低,只要我们使用空气搅拌,控制硫酸浓度, 不要偏低(宁可偏高些,但不要太高!)电流密度略高些,这种低电流密度区的“不光亮”、 “细麻砂”是可以克服的。我们讨论的第三、第四这两种故障恰恰是五金塑料制品硫酸盐光亮镀铜中常见的故障, 这两种故障当然还可能有其他原因所造成。无论含磷量太低或太高,都会增加电镀添加剂的 消耗,导致溶液中阳极泥大量产生,影响电镀过程,人们常常寻找阴极过程,往往忽略了阳 极因素,笔者仅仅指出阳极因素而已。四 影响磷铜质量及其正常溶解的因素大致有以下几个方面?第一:铜的质量。制备磷铜阳极一般用电解铜或无氧铜,磷铜合金来做,这与国外用料相仿,无氧铜的含氧为3ppm,杂质极少。由于
16、氧含量极低且固定,因此基本不产生磷的氧化物,基本不消耗 磷,所以磷含量很容易控制,但是成本较高。电解铜的纯度已达9995,一般可以满足 要求,所以国内外不少厂家采用电解铜为原料的多。绝不能采用杂铜或回收铜为原料,否则 由于氧含量不确定,而含磷量又加得少,造成磷含量失控和分布不均匀。杂铜杂质较高,如: 铁、镍、锡、锌、铅、银、氧、硫等许多有害杂质,在阳极磷铜晶界中偏析,在电镀过程中 溶解进入镀液,积累到一定量时,形成许多阳极泥渣,造成镀层粗糙、镀液混浊和加速镀液 的老化,影响电流效率、光亮度、光亮范围及镀液的性能和镀层的质量。所以我们在选择磷 铜阳极时,不能单纯从价格上考虑,而应考虑其纯度和质量
17、。第二:磷的含量: 对于磷铜阳极来说适量的含磷量是磷铜阳极重要的质量指标。前已述及,磷含量在0030%0.075%范围都可以应用于装饰性五金、塑料电镀、电铸、制版和印制线路板(PCB) 电镀中。一般以0. 035%0. 070%为佳。磷含量过低,则Cu“黑色磷膜”过薄、结合不 好;含磷量过大,种种弊端前已详述。第三:冶炼方式:如前所述,土法加工难以确保磷的分布均匀和加工金属组织结晶细致、结构紧密,建议 逐步采用中频感应电炉和先进的生产工艺,以确保阳极磷铜质量达到国际先进水平。至于采用铸造式还是辊轧式生产磷铜阳极好,至今说法不一。台湾的研究认为铸态磷铜 分布均匀,形成黑色“磷膜”的速度快,黑膜的
18、结合力较好;辊轧式由于磷和杂质局部化分 布,集中于晶界,使晶面不易溶解,另外由于有两相腐蚀电位存在,黑色“磷膜”形成速度 较慢。也有一种说法认为经轧制的磷铜阳极晶粒较细、溶解较均匀。看来,制造方式还有待 深入研究。不管怎样,实践证明:在电镀工艺正常条件下,中频感应电炉熔炼,原材料的纯 度,连续铸造密封方法方式及铸造工艺控制条件的生产全过程,实质上决定了铜磷共晶体组 织颗粒细小均匀、致密,即决定了高品质优良磷铜阳极黑膜形成速度,铜磷金属加工组织状 况和电化学溶解性能。第四:阳极电流密度: 阳极过程常常被人们忽视,对阳极电流密度更缺乏充分的研究。近年通过对不少管理很 严格的PCB大企业调查发现,对
19、阳极电流密度重视不足,阳极面积往往偏小,阳极电流密度 太大,造成“毛刺”、“铜粗”、阳极泥多,阳极利用率低,影响PCB电镀的正品率。这是 过去人们很少意识到的问题,即使国外PCB电镀的供应商也对此认识不足。比如,在珠江三 角洲有一颇具规模的PCB企业,全板电镀和图形电镀自动线,镀层质量显著不同。前者的镀 层出现粗糙,正品率低,后者则很正常,正品率高。经深入现场分析,发现其他条件相同, 但电流强度不同,前者的阳极电流密度为后者的四倍多。结果,前者磷铜球黑膜薄、结合力 不好,磷铜球呈破碎状;后者没有这种情况,磷铜球半径随溶解变小但不变形。后来增大阳 极面积,降低阳极电流密度,镀层质量就完全正常,正
20、品率很高,磷铜阳极的情况与图形电 镀相同。由此可见,阳极电流密度对镀层质量的影响绝不能等闲视之。但往往为人们所忽略。 在现场生产中,为了保证阳极正常溶解,控制阳极电流密度很为重要。阳极在电镀过程中, 随着电流密度增加,一般有三个变化阶段:第一阶段,阳极电位向正方向移动时产生阳极溶 解,随着电位变正,金属的溶解度增大;第二阶段,当阳极电流密度或阳极电位超过某一定 数值时,金属溶解的速度不但不增大,反而急剧地减小(阳极电位正到某一电位时,电位发 生突变,金属溶解速度迅速变小),这时阳极出现钝化现象;第三阶段,电极上伴随金属溶 解还产生新的电极反应,如OH-离子在阳极上放电析出氧气,由于在阳极产生氧
21、化作用,对 添加剂和阳极磷铜生成黑色膜的作用产生不利的影响。由于电流一般是由阴极镀件决定的, 提供适当的阳极电流密度的唯一方法是调节阳极面积。在电镀过程中阳极不断的溶解变小 (面积缩小,参考:根据法拉第定律,即843 安培。小时公斤铜),阳极电流密度不断地增 大,当阳极电流密度过大时,黑色磷膜生成速度加快、加厚或阳极发生钝化或局部钝化并同 时阳极上有大量的氧产生,造成黑色磷膜的松脱,磷化铜黑泥增加,进入溶液多时会造成镀 层粗糙。所以阳极电流密度对磷铜阳极的正常溶解起着决定的影响4445,控制阳极电流密 度上限不容忽视 磷铜阳极电流密度的上限还有待试验 就PCB电镀而言,特别是全板电镀, 必须经
22、常加入磷铜球粒,以保持较大的阳极面积,只要镀液中铜离子无明显上升趋势,阳极 板全挂满钛篮、放足磷铜也不为过。生产中值得提醒的是:(1)磷铜阳极电解后必定产生一层黑色的磷膜,这是磷铜阳极的主要特征。阳极黑色磷 膜形成的速度及紧密结合牢固程度与阳极电流密度、氯离子含量、添加剂的种类及添加量和 连续铸造方式、工艺控制条件的全过程有着极其密切的关系。在电镀工艺条件正常情况下, 阳极电流密度Da=O. 4-1. 2A/dm2,经416小寸的拖缸处理,磷铜阳极表面生成均匀完 整的阳极黑色磷膜,阳极的溶解性能处于最佳状态。正常的电镀生产中,磷铜阳极不断地溶 解,阳极黑膜就象蛇一样,到了一定的时候,磷铜球溶解
23、消耗了,要脱下一层黑蛇皮,钛篮 内少则百来粒磷铜球,多则几百粒磷铜球,并在生产中不断地补充新铜球来维持正常的阳极 电流密度和铜离子的平衡,因此,黑色磷皮膜也就形成少量正常的磷化铜黑泥。不形成黑色 磷皮膜的铜阳极,不叫磷铜阳极。至于在生产实际中,那些磷铜阳极含量太高,肯定会生成很厚的黑色磷膜,黑膜越厚越 容易脱落,黑泥渣也就越多。电镀师傅们,常常一到过滤清洗槽底时,就叫员工取出磷铜阳 极板,用钢丝刷使劲去刷洗,甚至用浓酸去浸泡,费了很多清洗时间,黑膜难去掉,见不到 阳极磷铜晶花铜色,这足以说明铜阳极磷含量太高所致。还有一类劣质磷铜阳极含杂质多,组织不致密,造成不均匀溶解,形成与黑膜混合的泥 渣,
24、则是我们认真研究的另一类泥渣。(2 )在PCB行业中,若酸铜槽停镀多日,应将阳极取出。这是因为磷铜会发生自溶解现 象,而使硫酸铜浓度增加。按理,铜是不溶解在约有2mol/L硫酸的硫酸盐镀铜溶液中的, 但在有氧的条件下会发生如下反应:2Cu 十 O 十 2H SO =2CuSO 十 2H O22442Cu2+ / Cu和02十4H+/H2O电对的标准电极电位分别为0. 34V和1.23V。显然上述反应可 以进行,若停镀时还在空气搅拌,铜的溶解更明显。(3)磷铜阳极外的袋套也有讲究,应选择耐酸的涤纶布或耐酸、硷的丙纶布,选择适 当的密度(经纬线密度)。阳极布袋的密度和厚度规格各异,孔隙度的大小,对
25、于阻挡阳极 微粒、黑膜泥和铜离子的对流扩散等的效果也就各有不同。为了保持优良的镀铜质量,选择 适宜的阳极袋型号规格(经长期生产验证,推荐应用西江737 涤纶和747 聚丙烯)和定期清 洗、更换阳极布袋也是不可忽视的。有人介绍双层阳极袋、以防内袋破穿,防止阳极泥进入 溶液。但也有人认为两层阳极袋子不利于阳极溶解,也容易引起槽电压升高、影响“磷膜” 的结合力。使用阳极框,框外用阳极袋是必要的,不要让阳极布袋直接贴在磷铜阳极上。这 有利于阳极的溶解、更换、检查。经过45 年的研究和生产实践的检验,含磷量为0.0300.075铜阳极到目前已被美国、 英国、日本、德国、意大利、墨西哥、澳大利亚、波兰、苏联、新加坡、马来西亚、韩国、 泰国以及我国香港、台湾等许多国家或地区在内的世界各国电镀行业所接受。而对国内不少 电镀厂家来说,还是一种新材料,随着新材料逐步被人们认识、使用,减少了故障、得到了 收益,这种新材料的市场将迅速扩展。广东省西江电子铜材有限公司介绍他们生产的磷铜阳 极现在每月销售超过600 吨,占全国磷铜阳极使用量80,跃居全国首位,尤其是在印制 电路板、五金、塑料和电铸电镀中被广泛采用,这不是没有原因的。在国内装饰性电镀行业, 这种磷铜阳极应用起步较晚,但优势明显,势必会很快拓展。致谢: 本文工作曾得到广州市二轻研究所总工程师袁国伟研究员的帮助,在此表示感谢。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
