《积层法印制板的发展动态》由会员分享,可在线阅读,更多相关《积层法印制板的发展动态(3页珍藏版)》请在装配图网上搜索。
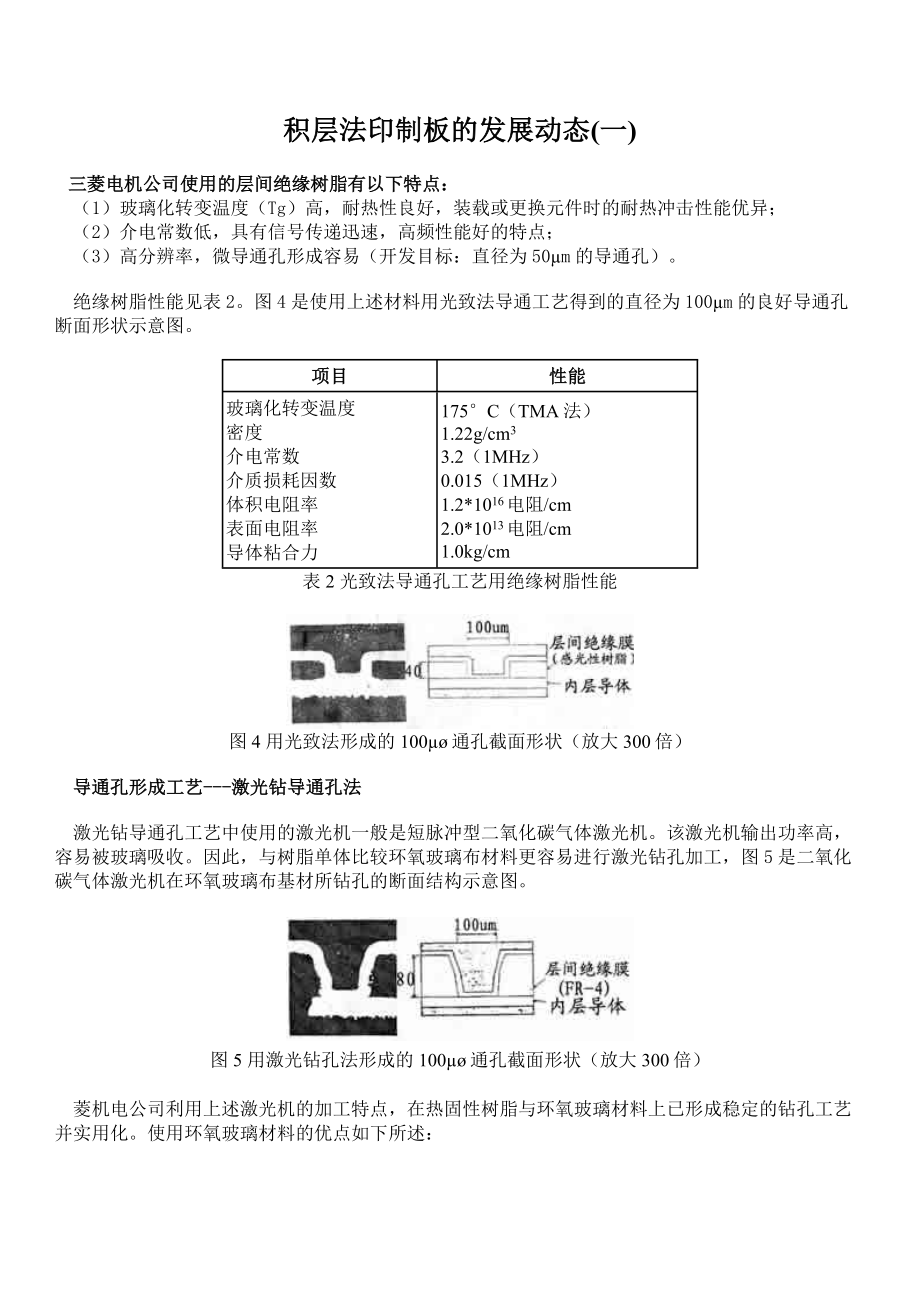
1、积层法印制板的发展动态(一) 三菱电机公司使用的层间绝缘树脂有以下特点:(1)玻璃化转变温度(Tg)高,耐热性良好,装载或更换元件时的耐热冲击性能优异;(2)介电常数低,具有信号传递迅速,高频性能好的特点;(3)高分辨率,微导通孔形成容易(开发目标:直径为50m的导通孔)。绝缘树脂性能见表2。图4是使用上述材料用光致法导通工艺得到的直径为100m的良好导通孔断面形状示意图。项目性能玻璃化转变温度密度介电常数介质损耗因数体积电阻率表面电阻率导体粘合力 175C(TMA法)1.22g/cm33.2(1MHz)0.015(1MHz)1.2*1016电阻/cm2.0*1013电阻/cm1.0kg/cm
2、表2 光致法导通孔工艺用绝缘树脂性能 图4 用光致法形成的100通孔截面形状(放大300倍)导通孔形成工艺-激光钻导通孔法激光钻导通孔工艺中使用的激光机一般是短脉冲型二氧化碳气体激光机。该激光机输出功率高,容易被玻璃吸收。因此,与树脂单体比较环氧玻璃布材料更容易进行激光钻孔加工,图5是二氧化碳气体激光机在环氧玻璃布基材所钻孔的断面结构示意图。图5 用激光钻孔法形成的100通孔截面形状(放大300倍)菱机电公司利用上述激光机的加工特点,在热固性树脂与环氧玻璃材料上已形成稳定的钻孔工艺并实用化。使用环氧玻璃材料的优点如下所述:(1)由于层间有玻璃纤维,板子的刚性高,组装性好;(弯曲强度数据见图6)
3、图6 环氧玻璃布基板与树脂基板弯曲强度比较图(2)与常规方法制作的线路板比,只要原材料相同可靠性也相同; (3)给该环氧玻璃浸渍物覆上铜箔,压制成层绝缘板,图形形成方法与常规的基本相同;(4)由于采用低热膨胀系数环氧玻璃材料,线路板可以低热膨胀系数化( 12ppm/C);(5)因是高T8环氧玻璃材料,线路板的耐热性高。激光钻孔加工时,要一个一个地钻,如果要提高钻孔加工设备的性能,就必须提高钻孔加工设备的性能,就必须提高设备的输入输出能力,三菱机电公司研制的二氧化碳气体激光加工设备(ML605GTX型)可以50*50mm的板子上每秒钻700个孔。二氧化碳气体激光机,由于波长的关系,一般地聚光部分
4、的孔径以50为界限。因此,在小孔径化方面,各激光设备制造商正努力开发波长短YAG激光机、激元激光机。但这些激光机的缺点是波长太短进行玻璃加工困难,不适合环氧玻璃布基材的钻孔加工。上述激光机加工性能比较见表4项 目规 范电流测量仪扫描范围定位速度位置精确度反复精度 50 X 50mm700point/s20m20m X-Y机面切削行程(加工行程)最大给进速度位置精确度反复精度 620 X 510mm400mm/s0.005/620mm(X轴)0.004/510mm(Y轴)20m 表3 三菱电机公司制造的激光加工机(ML605GTX型)性能YAG激光激元激光CO2波 长1.060.24810.6最
5、小加工孔径(预计)(m)102050加工对象树脂树脂树脂维半固化片表4 加工用激光线路图形形成工艺现在能够大批量生产的主要是线宽50100m,导线间距离50-100m的线路。照此发展下去,线路再进一步高精细化,预计线宽能够做到30-75m。线路图形形成方法如下:(1)减成法属老工艺,是在基材上涂敷感光而蚀膜形成线路作为金属保护膜,蚀刻除去线路以外的导体形成导电图形。(2)半加成法钻孔后的线路板,全板化学镀铜,贴抗电镀膜制作图形再加厚线路部分电镀层,除去抗镀层,蚀刻去与线路图无关的镀层。(3)全加成法全板贴抗镀膜,然后曝光、显影,在线路部分钻孔,进行化学镀铜,再电镀加厚形成线路。三菱机电公司一般用(1)和(2)的方法制作线路,半加成法制造工艺简图见图7。对层间绝缘树脂表面进行粗化,在整个表面化学沉铜。然后涂布抗镀膜通过光致法技术形成有孔的线路图形,再给孔电镀铜同时形成线路,接着除去抗镀膜,腐蚀除去化学镀层,完成线路制作。照片2是半加工成法形成的线宽/间隙=50gn/n的线路图形状。基材-钻孔-化学镀铜,镀层厚度为0.2m-法化处理-涂阻焊剂曝光显影-线路镀铜-去膜-弱蚀除钯照片2线宽/间隙=50gn/n线路图形状(未完待续)
 积层法印制板的发展动态
积层法印制板的发展动态