《注塑模具装配工》由会员分享,可在线阅读,更多相关《注塑模具装配工(3页珍藏版)》请在装配图网上搜索。
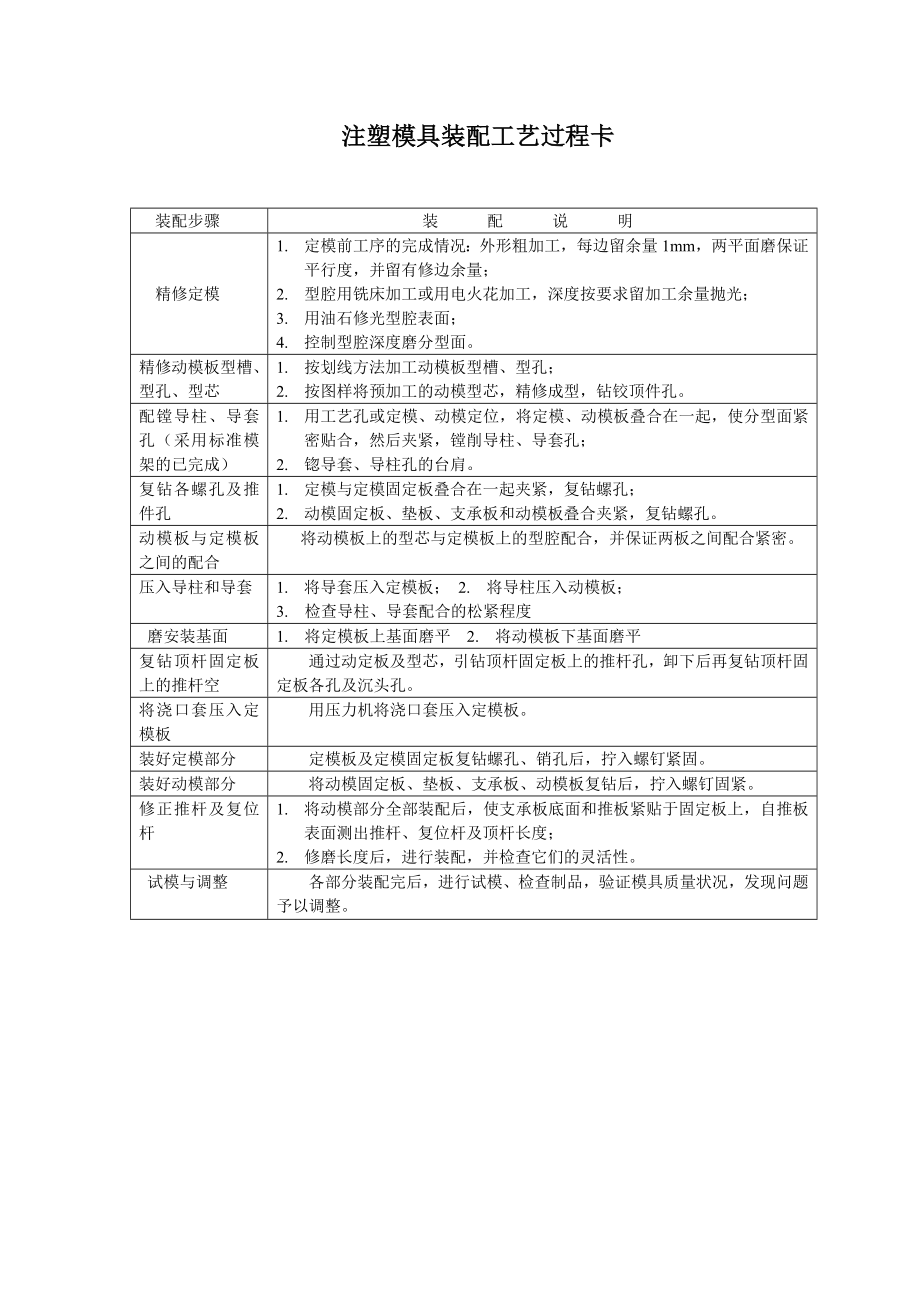
1、 注塑模具装配工艺过程卡装配步骤 装 配 说 明精修定模1. 定模前工序的完成情况:外形粗加工,每边留余量1mm,两平面磨保证平行度,并留有修边余量;2. 型腔用铣床加工或用电火花加工,深度按要求留加工余量抛光;3. 用油石修光型腔表面;4. 控制型腔深度磨分型面。精修动模板型槽、型孔、型芯1. 按划线方法加工动模板型槽、型孔;2. 按图样将预加工的动模型芯,精修成型,钻铰顶件孔。配镗导柱、导套孔(采用标准模架的已完成)1. 用工艺孔或定模、动模定位,将定模、动模板叠合在一起,使分型面紧密贴合,然后夹紧,镗削导柱、导套孔;2. 锪导套、导柱孔的台肩。复钻各螺孔及推件孔1. 定模与定模固定板叠合
2、在一起夹紧,复钻螺孔;2. 动模固定板、垫板、支承板和动模板叠合夹紧,复钻螺孔。动模板与定模板之间的配合将动模板上的型芯与定模板上的型腔配合,并保证两板之间配合紧密。压入导柱和导套1. 将导套压入定模板; 2. 将导柱压入动模板;3. 检查导柱、导套配合的松紧程度磨安装基面1. 将定模板上基面磨平 2. 将动模板下基面磨平复钻顶杆固定板上的推杆空通过动定板及型芯,引钻顶杆固定板上的推杆孔,卸下后再复钻顶杆固定板各孔及沉头孔。将浇口套压入定模板 用压力机将浇口套压入定模板。装好定模部分定模板及定模固定板复钻螺孔、销孔后,拧入螺钉紧固。装好动模部分将动模固定板、垫板、支承板、动模板复钻后,拧入螺钉
3、固紧。修正推杆及复位杆1. 将动模部分全部装配后,使支承板底面和推板紧贴于固定板上,自推板表面测出推杆、复位杆及顶杆长度;2. 修磨长度后,进行装配,并检查它们的灵活性。试模与调整各部分装配完后,进行试模、检查制品,验证模具质量状况,发现问题予以调整。模具加工过程卡片工序名称工序内容工艺装备1.备料、采购在做模具之前要先取钢料2.外型加工真空淬火氮化3.粗加工普通车床加工数控铣床CNCC4.精加工精雕、激光焊精雕机5.普通机床加工弹孔弹床6.对碰/安装型芯和型腔是否吻合对碰机7.打光人工打光、使模具的型芯和型腔变的光滑磨光机8.检验、装配试水路、热流道是否正常试水机、气枪9.后期工作喷上防锈漆或防锈油避免模具生锈黄油、防锈漆 总装图1 下模座 2导柱 3内六角螺钉870 4内六角螺钉860 5导套 6凸模固定板 7冲孔凸模 8垫板 9上模座 10销钉 11模柄 12打料杆 13连接推杆 14凸凹模 15卸料板 16推件块 17凹模 18活动挡料销 19推板 20弹性橡胶 21凸凹模固定板 22卸料螺钉 23导料销
 注塑模具装配工
注塑模具装配工