 翻边成形与处理对策
翻边成形与处理对策

《翻边成形与处理对策》由会员分享,可在线阅读,更多相关《翻边成形与处理对策(4页珍藏版)》请在装配图网上搜索。
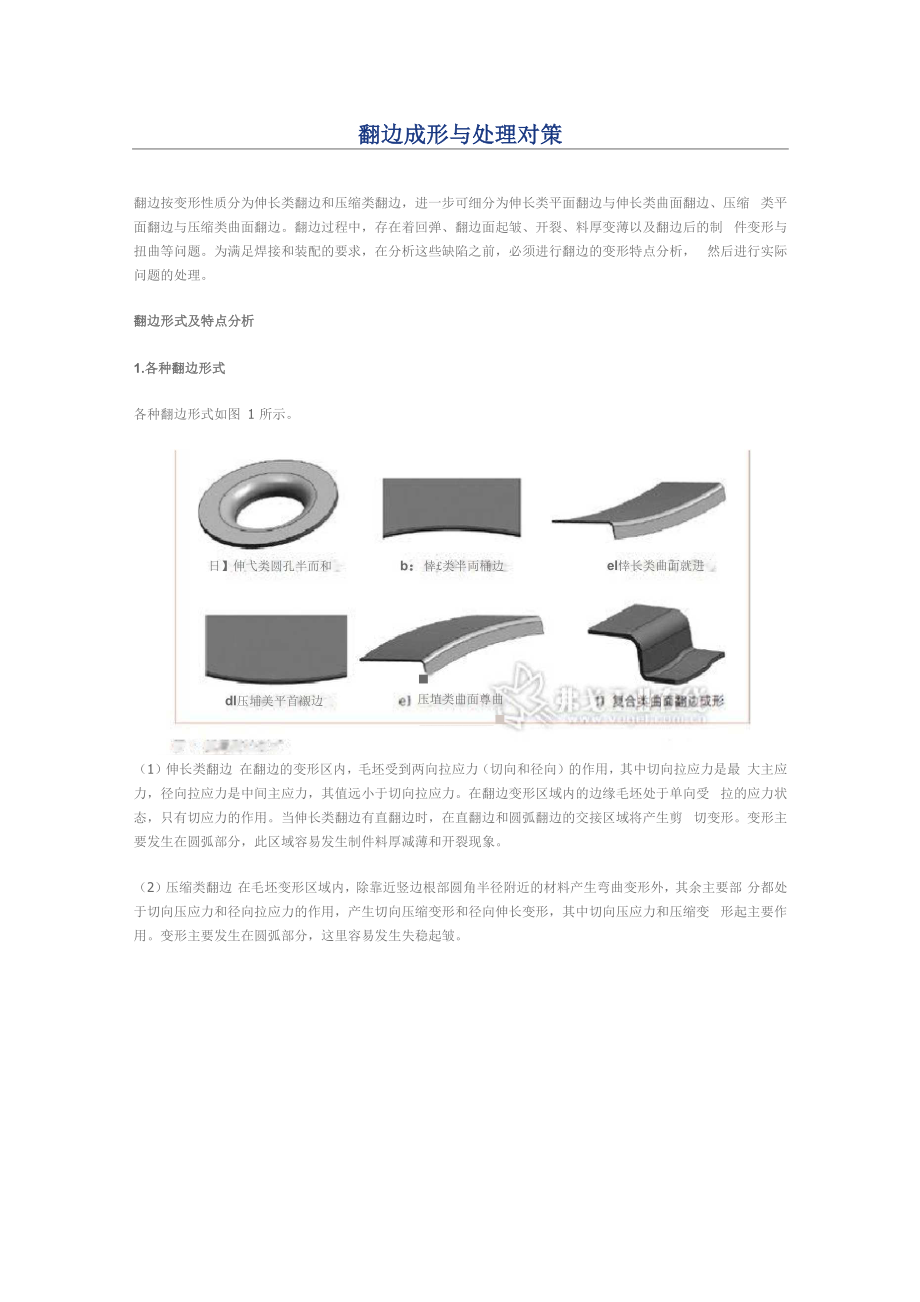
1、翻边成形与处理对策翻边按变形性质分为伸长类翻边和压缩类翻边,进一步可细分为伸长类平面翻边与伸长类曲面翻边、压缩 类平面翻边与压缩类曲面翻边。翻边过程中,存在着回弹、翻边面起皱、开裂、料厚变薄以及翻边后的制 件变形与扭曲等问题。为满足焊接和装配的要求,在分析这些缺陷之前,必须进行翻边的变形特点分析, 然后进行实际问题的处理。翻边形式及特点分析1.各种翻边形式各种翻边形式如图 1 所示。压埴类曲面尊曲日】伸弋类圆孔半而和边dl压埔美平首襯边b:悻类半両桶边el悻长类曲面就进(1)伸长类翻边 在翻边的变形区内,毛坯受到两向拉应力(切向和径向)的作用,其中切向拉应力是最 大主应力,径向拉应力是中间主应
2、力,其值远小于切向拉应力。在翻边变形区域内的边缘毛坯处于单向受 拉的应力状态,只有切应力的作用。当伸长类翻边有直翻边时,在直翻边和圆弧翻边的交接区域将产生剪 切变形。变形主要发生在圆弧部分,此区域容易发生制件料厚减薄和开裂现象。(2)压缩类翻边 在毛坯变形区域内,除靠近竖边根部圆角半径附近的材料产生弯曲变形外,其余主要部 分都处于切向压应力和径向拉应力的作用,产生切向压缩变形和径向伸长变形,其中切向压应力和压缩变 形起主要作用。变形主要发生在圆弧部分,这里容易发生失稳起皱。窗2茅曲面和复杂轮廓迪團边成形凸模顶面(通常 为勰边前制件面)翻边侧蜃茴(通喩所说荔边面】対边凸緣面2.翻边性质分析在翻边
3、顶面 R 上,材料处于弯曲变形状态(内侧材料受压,外侧材料受拉)在平面上进行曲线翻边时,外缘的外凸形轮廓翻边为压缩类翻边,翻边部位的材料向邻区流动得越多,翻 边质量越好。这种情况下,可使翻边部位的凹模镶块所组成的端面为凸形轮廓,翻边成形时,凹模镶块端 面凸形形状的中间部位先与毛坯接触,使翻边部位从中间向两边顺序翻边,毛坯受到的切向压应力减小, 不容易产生波纹、起皱以及积瘤等不良现象。在平面上进行曲线翻边时,内孔的外凸形轮廓翻边为伸长类翻边,邻区的材料向翻边部位流动得越多,翻 边质量越好。这种情况下,可使翻边部位的凹模镶块所组成的端面为凹形轮廓,翻边成形时,凹模镶块端 面的凹形形状两边部位先与毛
4、坯接触,使翻边部位从两边向中间顺序翻边,毛坯受到的切向拉应力减小, 减小壁厚变薄、避免破裂等不良现象。在曲面上翻边时,向曲面的曲率中心方向翻边是压缩类翻边,翻边部位的材料向邻区流动得越多,翻边质 量越好。可使凹模镶块端面为凸形形状,翻边成形时,凸形形状的中间部位先与毛坯接触,可使翻边部位 从中间向两边顺序翻边,毛坯受到的切向压应力减小。在曲面上翻边时,向曲面的曲率中心的反方向翻边是伸长类翻边,邻区的材料向翻边部位流动得越多,翻 边质量越好。这种情况下,可使翻边部位的凹模镶块所组成的端面为凹形轮廓,翻边成形时,凹模镶块端 面的凹形形状两边部位先与毛坯接触,使翻边部位从两边向中间顺序翻边,毛坯受到
5、的切向拉应力减小。实际问题分析在实际的覆盖件冲压过程中,不仅是某一类翻边形式或单纯的直翻边,而是具有多曲面、复杂轮廓的复合 翻边或翻边成形(见图2)。在翻边过程中,压料器将制件压紧在凸模上,凹模镶块的端面与凸模顶面(通 常为翻边前制件面)的初始接触确定了翻边过程中的基本材料流动状态,在具有成形性质的翻边过程中, 侧壁面的性质和凸模R的状态是最终材料应力状态的关键因素。在具有凸缘面的翻边中,凸缘面与顶面(翻 边前制件面)的关系尤其重要,必须结合各种类型的翻边确定伸长类和压缩类翻边的范围,确认多料和缺 料的区域,分析一次成形的可能性和必要的预成形形状。图3所示为表现了翻边过程中的几种状态,在开始翻
6、边时,处于凸凹模R之间的材料是受到限制或控制的, 当翻边凹模R完全进入翻边凸模R时,翻边凸凹模之间的材料是受到限制或控制的(伸长类翻边,翻边面 处材料减薄通常未能贴住翻边凸模;压缩类翻边,内壁材料不流动但由于翻边凹模的挤压而紧贴翻边凸模); 当制件翻边面未完全贴在凸模上或凸凹模之间时,由于材料的连续性和刚性,这些自由的材料将会充分体 现伸长、压缩、变形出现材料变薄、材料波纹起皱等现象,当这些变形未能得到改善时,将会积累到最终 状态。翻边回弹可以通过角度补偿或面差补偿和在翻边R上增加畸形点得以改善;翻边面的平整度通过调整翻边 间隙得以改善。对于刚性较差的部位或者具有较高屈服极限的制件,在翻边结束
7、后,制件变形翘曲或扭曲 是翻边回弹导致的结果,改善变形区的应力状态(不带凸缘翻边时调整翻边顺序、带凸缘时考虑二次翻边 成形)是解决问题的根本方法,另外就是在制件上增加台阶(横向台阶和纵向台阶),将变形区分段化, 减小同种变形的扩大延伸。值得注意的是,外板件翻边与刚性较差的部位,相对最小的相邻轮廓R或顶面 R通常是回弹表现的起始区域,通过调整翻边顺序(翻入量)可以改善变形区的应力状态。在凸缘和侧壁具有较复杂形状的情况下,增加如图 4 所示的形状将有利于改善变形趋势和走料趋势,但缺 点是需增加一工步进行切断或调整修翻的顺序。在外板件的翻边工序中,引入过翻(即翻边R轮廓小于翻边前的R轮廓)将会改善翻边制件顶面的质量和 翻边棱线的光顺。另外,对于有较大变形量的翻边或翻边间隙较小的垂直翻边,必须有足够的压料力或者 带压料翻边。在翻边工序内容中,通常还有纯弯曲式翻边,它的变形区在翻边R上,它的翻边直壁面与其它形式的变形 区之间将会产生剪切变形,这在更多的情况下通过改变翻边顺序而可以借料或套料的区域。结语对于有焊接和装配要求的翻边面,必须要提高翻边质量,通过对现场情况的了解和制件变形情况的掌握, 努力找到解决问题的方法,进一步提高对冲压和结构设计的指导性,减少结构设计和调试的反复。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
