 手工焊接培训教材(4)
手工焊接培训教材(4)

《手工焊接培训教材(4)》由会员分享,可在线阅读,更多相关《手工焊接培训教材(4)(23页珍藏版)》请在装配图网上搜索。
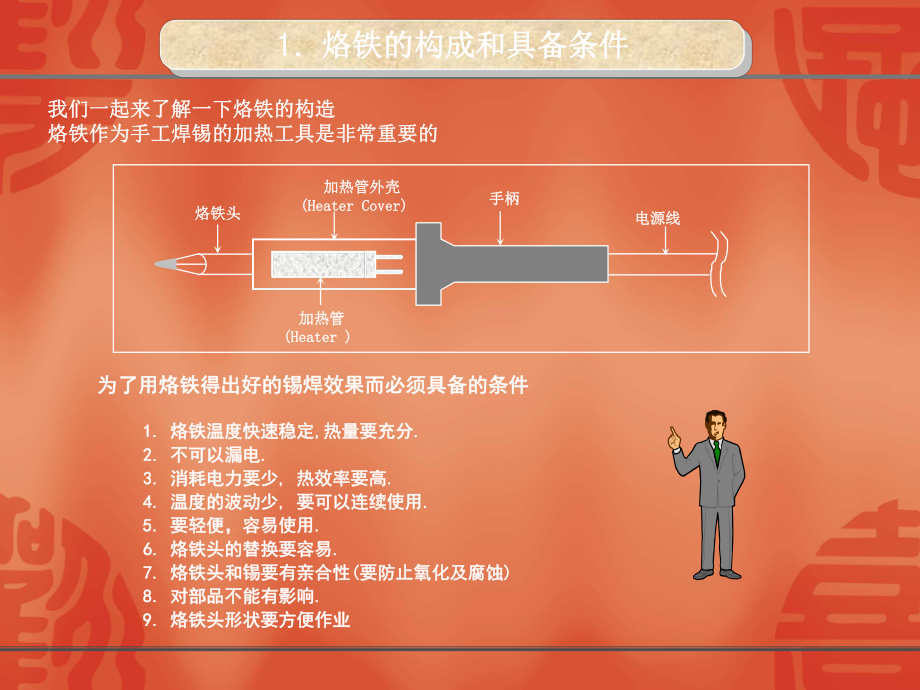
1、1.1.烙铁的构成和具备条件烙铁的构成和具备条件我们一起来了解一下烙铁的构造我们一起来了解一下烙铁的构造烙铁作为手工焊锡的加热工具是非常重要的烙铁作为手工焊锡的加热工具是非常重要的 加热管加热管(Heater)(Heater)加热管外壳加热管外壳(Heater Cover)(Heater Cover)手柄手柄电源线电源线烙铁头烙铁头为了用烙铁得出好的锡焊效果而必须具备的条件为了用烙铁得出好的锡焊效果而必须具备的条件1.1.烙铁温度快速稳定烙铁温度快速稳定,热量要充分热量要充分.2.2.不可以漏电不可以漏电.3.3.消耗电力要少消耗电力要少,热效率要高热效率要高.4.4.温度的波动少温度的波动少
2、,要可以连续使用要可以连续使用.5.5.要轻便,容易使用要轻便,容易使用.6.6.烙铁头的替换要容易烙铁头的替换要容易.7.7.烙铁头和锡要有亲合性烙铁头和锡要有亲合性(要防止氧化及腐蚀要防止氧化及腐蚀)8.8.对部品不能有影响对部品不能有影响.9.9.烙铁头形状要方便作业烙铁头形状要方便作业2.2.烙铁的构成注意事项烙铁的构成注意事项(1)(1)焊锡治具必须安装地线焊锡治具必须安装地线(EarthEarth)人体有人体有 10000VOLT10000VOLT以上的静电以上的静电半导体部品半导体部品(IC)(IC)在在 200V 200V 以上就会被击穿以上就会被击穿.装地线是为了消除静电装地
3、线是为了消除静电特别是长发接触到部品是很危险的特别是长发接触到部品是很危险的必须要有零钱必须要有零钱200V以上不可以留长发Earth Earth 扣要与手腕接触紧密扣要与手腕接触紧密袖口或手套要戴上袖口或手套要戴上 扣子要扣住扣子要扣住一定要接地一定要接地2.2.烙铁取用注意事项烙铁取用注意事项(2)(2)电气铜镀金部电气铜镀金部:对对TipTip寿命有直接影响寿命有直接影响.1)Tip 1)Tip温度高的时候温度高的时候.2)2)使用时温度范围宽的情况使用时温度范围宽的情况 3)3)长期插电时镀金部疲劳长期插电时镀金部疲劳 镀金层脱离缩短寿命镀金层脱离缩短寿命 铁镀金铁镀金:温度高或长期使
4、用铁被氧化温度高或长期使用铁被氧化 与锡粘接不好就无法焊锡与锡粘接不好就无法焊锡 (Cr)+(Cr)+镀金部镀金部:防止锡上升的作用防止锡上升的作用 镉镉(Cr)+(Cr)+镀金脱掉时锡会向上移动影晌焊锡作业镀金脱掉时锡会向上移动影晌焊锡作业?电器铜镀金电器铜镀金镉镉(Cr)+(Cr)+镀金镀金预备焊锡预备焊锡铁镀金铁镀金(Fe:99.99%)(Fe:99.99%)锡上升现象的原因锡上升现象的原因:烙头温度高烙头温度高镉镉(Cr)+(Cr)+镀金层脱掉镀金层脱掉.(镉镉(Cr)+(Cr)+镀金氧化时镀金氧化时 300300时开始时开始 450450急速氧化急速氧化)烙铁头反复清洗烙铁头反复清洗
5、(高温高温冷却冷却)时金属疲劳,镀金层会脱掉。时金属疲劳,镀金层会脱掉。使用高活性使用高活性 FluxFlux时时镉镉(Cr)+(Cr)+镀金层被腐蚀、脱离,会侵入锡珠。镀金层被腐蚀、脱离,会侵入锡珠。锡珠锡珠3.3.烙铁头的清洗烙铁头的清洗(1)(1)烙铁头清洗时海绵用水过量,烙铁温度会急速下降,锡渣就不容易落掉烙铁头清洗时海绵用水过量,烙铁温度会急速下降,锡渣就不容易落掉,水量不足时海绵会被烧掉水量不足时海绵会被烧掉.清洗的原理:水份适量时,烙铁头接触的瞬时,水会沸腾波动,达到清洗的目的。清洗的原理:水份适量时,烙铁头接触的瞬时,水会沸腾波动,达到清洗的目的。海绵浸湿的方法:海绵浸湿的方法
6、:1.1.泡在水里清洗泡在水里清洗2.2.轻轻挤压海绵,可挤出轻轻挤压海绵,可挤出3434滴水珠为宜滴水珠为宜 3.23.2小时清洗一次海绵小时清洗一次海绵.烙铁清洗时海绵水份若过多烙铁清洗时海绵水份若过多烙铁头会急速冷却导致电气镀金层脱离,并且锡珠不易弄掉。烙铁头会急速冷却导致电气镀金层脱离,并且锡珠不易弄掉。海绵清洗时若无水,海绵清洗时若无水,烙铁会熔化海绵,诱发焊锡不良烙铁会熔化海绵,诱发焊锡不良.3.3.烙铁头的清洗烙铁头的清洗(2)(2)烙铁头清洗是每次焊锡开始前必须要做的工作烙铁头清洗是每次焊锡开始前必须要做的工作.烙铁头在空气中暴露时,烙铁头表面被氧化形成氧化层烙铁头在空气中暴露
7、时,烙铁头表面被氧化形成氧化层表面的氧化物与锡珠没有亲合性,焊锡时焊锡强度弱表面的氧化物与锡珠没有亲合性,焊锡时焊锡强度弱.烙铁头清洗时必须在海绵边孔部分把残渣去掉烙铁头清洗时必须在海绵边孔部分把残渣去掉海绵孔及边都可以清海绵孔及边都可以清洗烙铁头洗烙铁头要轻轻的均匀的擦动要轻轻的均匀的擦动海绵面上不要被清洗的异物覆盖海绵面上不要被清洗的异物覆盖,否则异物会再次粘在烙铁头上否则异物会再次粘在烙铁头上碰击时不会把锡珠弄掉碰击时不会把锡珠弄掉反而会把烙铁头碰坏反而会把烙铁头碰坏3.3.烙铁头的清洗烙铁头的清洗(3)(3)焊锡作业结束后烙铁头必须预热焊锡作业结束后烙铁头必须预热.焊锡作业结束后烙铁头
8、必须均匀留有余锡焊锡作业结束后烙铁头必须均匀留有余锡这样锡会承担一部分热并且保证烙铁头不被空气氧化这样锡会承担一部分热并且保证烙铁头不被空气氧化对延长烙铁寿命有好处对延长烙铁寿命有好处.防止烙铁头氧化,与锡保持亲合性,可以方便作业并且延长烙铁寿命。防止烙铁头氧化,与锡保持亲合性,可以方便作业并且延长烙铁寿命。电源电源OffOff电源电源OffOff不留余锡而把电源关掉时,温度慢慢下降,不留余锡而把电源关掉时,温度慢慢下降,会发生热氧化减少烙铁寿命会发生热氧化减少烙铁寿命 4.4.烙铁头清洗温度变化烙铁头清洗温度变化海绵盒上水很多时,温度会下将到海绵盒上水很多时,温度会下将到 100100左右,
9、左右,温度上升过慢,作业进度慢,温度上升过慢,作业进度慢,焊锡强度不良发生焊锡强度不良发生.烙铁温度烙铁温度时间时间3434滴水的烙铁温度变化曲线滴水的烙铁温度变化曲线(慢慢冷却慢慢冷却,温度恢复快温度恢复快)水多的时候烙铁温度变化曲线水多的时候烙铁温度变化曲线发生不良的可能性上升发生不良的可能性上升(迅速冷却迅速冷却,温度恢复慢温度恢复慢)350350300300100100要养成控制海绵上时常有适量水的作业习惯要养成控制海绵上时常有适量水的作业习惯.5.5.烙铁头的温度变化烙铁头的温度变化烙铁头温度、焊锡时间和清洗程度对焊锡性影响很大烙铁头温度、焊锡时间和清洗程度对焊锡性影响很大通过图了解
10、一下通过图了解一下.时间时间烙铁头部温度为烙铁头部温度为320320,但实际焊锡温度在,但实际焊锡温度在 240260240260之间之间烙铁头温度比实际温度高的原因是在焊锡时间范围内母材要充分受热烙铁头温度比实际温度高的原因是在焊锡时间范围内母材要充分受热母材面积大时可提高烙铁头温度,但太高时会发生焊锡不良母材面积大时可提高烙铁头温度,但太高时会发生焊锡不良.温度温度烙铁头清洗烙铁头清洗焊锡温度范围焊锡温度范围约约2323秒秒320320接触头卡住时接触头卡住时(没有温度调节功能的烙铁没有温度调节功能的烙铁)240260240260烙铁头温度烙铁头温度(有温度调节功能烙铁有温度调节功能烙铁)
11、8012080120Flux Flux 活性温度及活性温度及母材预热温度母材预热温度焊锡温度范围以外时不可以作业焊锡温度范围以外时不可以作业烙铁工作间断点烙铁工作间断点6.6.焊锡及烙铁头手握法焊锡及烙铁头手握法要得到良好的焊锡结果,必须要有正确的姿势要得到良好的焊锡结果,必须要有正确的姿势锡丝握法锡丝握法单独作业时单独作业时连续作业时连续作业时5060506030503050锡丝露出锡丝露出5060mm5060mm锡丝露出锡丝露出 3050mm3050mm烙铁握法烙铁握法PCB PCB 单独作业时单独作业时盘子排线作业盘子排线作业(小物体小物体)盘子排线作业盘子排线作业(大物体大物体)7.7
12、.手工焊锡方法手工焊锡方法手焊锡作业方法原则:不遵守以下原则会发生焊锡不良。手焊锡作业方法原则:不遵守以下原则会发生焊锡不良。开始学开始学5 5工程法,熟练后工程法,熟练后3 3工程法自然就会了工程法自然就会了手工焊锡手工焊锡 5 5工程法工程法手工焊锡手工焊锡3 3工程法工程法准备准备接触烙铁头接触烙铁头放置锡丝放置锡丝取回锡丝取回锡丝取回烙铁头取回烙铁头确认焊锡位置确认焊锡位置同时准备焊锡同时准备焊锡轻握烙铁头母材与部品轻握烙铁头母材与部品同时大面积加热同时大面积加热按正确的角度将锡丝放按正确的角度将锡丝放在母材及烙铁之间,不在母材及烙铁之间,不要放在烙铁上面要放在烙铁上面确认焊锡量后按正
13、确确认焊锡量后按正确的角度正确方向取回的角度正确方向取回锡丝锡丝要注意取回烙铁的速度要注意取回烙铁的速度和方向和方向必须确认焊锡扩散状态必须确认焊锡扩散状态 45o30o30o准备准备 放烙铁头放烙铁头放锡丝放锡丝(同时)(同时)30o 45o取回锡丝取回锡丝 取回烙铁头取回烙铁头(同时)(同时)30o3 31 1秒秒8.8.错误的焊锡方法错误的焊锡方法您是否用下列方法作业?如果是请尽快改善您是否用下列方法作业?如果是请尽快改善烙铁头不清洗就使用烙铁头不清洗就使用锡丝放到烙铁头前面锡丝放到烙铁头前面锡丝直接接触烙铁头锡丝直接接触烙铁头(FIUX(FIUX扩散扩散)烙铁头上有余锡烙铁头上有余锡(
14、诱发焊锡不良)(诱发焊锡不良)刮动烙铁头刮动烙铁头(铜箔断线铜箔断线 Short)Short)烙铁头连续不断的取、烙铁头连续不断的取、放(受热不均)放(受热不均)9.9.手工焊锡的手工焊锡的 5 Point 5 Point 手工焊锡并不是容易做到的,并且大部分修理工位都要用烙铁,平时要记住手工焊锡并不是容易做到的,并且大部分修理工位都要用烙铁,平时要记住5 5个知识个知识1.1.加热的方法加热的方法:最适合的温度加热最适合的温度加热 烙铁头接触的方法烙铁头接触的方法(同时,大面积同时,大面积)2.2.锡条供应的时间锡条供应的时间:加热后加热后 1212秒秒 焊锡部位大小判断焊锡部位大小判断3.
15、3.焊锡供应量的判断焊锡供应量的判断:焊锡部位大小不同焊锡部位大小不同 锡量特别判断锡量特别判断4.4.加热终止的时间加热终止的时间:焊锡扩散状态确认判断焊锡扩散状态确认判断5.5.焊锡是一次性结束焊锡是一次性结束10.10.烙铁头温度的确认烙铁头温度的确认认真观察锡熔化时表现出的现象,这是我们经常接触的认真观察锡熔化时表现出的现象,这是我们经常接触的判断判断表面光滑表面光滑程度程度锡融化的锡融化的程度程度表面现象表面现象烟的状况烟的状况FluxFlux状况状况良好良好银色光滑银色光滑立即熔化立即熔化光滑光滑灰白色灰白色在烙铁头部流动在烙铁头部流动油润光滑油润光滑飞散飞散不光润不光润烧成黑色烧
16、成黑色FluxFlux黄色水珠慢慢消失黄色水珠慢慢消失清白色清白色(随即飘去随即飘去)灰白色烟慢慢上升灰白色烟慢慢上升锡的表面产生皱纹锡的表面产生皱纹.-立即熔化立即熔化滑滑,不易熔化不易熔化,慢慢的化慢慢的化3 3秒程度有银色光滑后渐变黄色秒程度有银色光滑后渐变黄色银色光滑银色光滑(慢慢的出现慢慢的出现)不良不良(温度高温度高)不良不良(温度低温度低)11.11.烙铁固定加热烙铁固定加热铜箔铜箔铜箔铜箔锡不能正常扩散时把烙铁返转,或者大面积接触。不可刮动铜箔或晃动焊锡锡不能正常扩散时把烙铁返转,或者大面积接触。不可刮动铜箔或晃动焊锡铜箔铜箔()()铜箔铜箔烙铁把铜箔刮伤时烙铁把铜箔刮伤时会产
17、生锡渣会产生锡渣取出烙铁时不考虎方向取出烙铁时不考虎方向和速度,会破坏周围部品和速度,会破坏周围部品或产生锡渣,导致短路或产生锡渣,导致短路反复接触烙铁时,热传达反复接触烙铁时,热传达不均不均,会产生锡角、表面会产生锡角、表面无光泽无光泽锡角锡角破损破损反复接触烙铁时反复接触烙铁时受热过大受热过大焊锡面产生层次或皲裂焊锡面产生层次或皲裂锡渣锡渣PCBPCBPCBPCB铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔同箔同箔PCBPCBPCBPCBPCBPCBPCBPCBPCBPCB()用焊锡快速传递热用焊锡快速传递热大面积接触大面积接触锡渣锡渣12.12.一般部品焊锡方
18、法一般部品焊锡方法必须将铜箔和部品同时加热必须将铜箔和部品同时加热铜箔和部品要同时大面积受热铜箔和部品要同时大面积受热注意烙铁头和焊锡投入及取出角度注意烙铁头和焊锡投入及取出角度PCBPCBPCBPCBPCBPCB()()()()PCBPCBPCBPCBPCBPCBPCBPCB只有部品加热只有部品加热只有铜箔加热只有铜箔加热被焊部品与铜箔一起加热被焊部品与铜箔一起加热 ()铜箔加热铜箔加热部品少锡部品少锡 ()部品加热部品加热铜箔少锡铜箔少锡 ()烙铁重直方向烙铁重直方向提升提升 ()修正追加焊锡修正追加焊锡热量不足热量不足PCBPCBPCBPCB加热方法加热方法,加热时间加热时间,焊锡投入方
19、法不好,部品脏污染,会发生不良焊锡投入方法不好,部品脏污染,会发生不良铜箔铜箔铜箔铜箔铜箔铜箔PCBPCB ()烙铁水平方向烙铁水平方向提升提升PCBPCB ()良好的焊锡良好的焊锡铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔 ()先抽出烙铁先抽出烙铁13.Chip13.Chip部品焊锡方法部品焊锡方法ChipChip部品应在铜箔上焊锡部品应在铜箔上焊锡.ChipChip不能受热,所以烙铁不能直接接触不能受热,所以烙铁不能直接接触而应在铜箔上加热,避免发生破损、裂纹而应在铜箔上加热,避免
20、发生破损、裂纹铜箔铜箔PCBPCBChipChipPCBPCBChipChip()()PCBPCBChipChip()直接接触部品时热气传到对面直接接触部品时热气传到对面使受热不均,造成电极部均裂使受热不均,造成电极部均裂裂纹裂纹热移动热移动裂纹裂纹力移动力移动力移动时,锡量少力移动时,锡量少的部位被锡量多的的部位被锡量多的部位拉动产生裂纹部位拉动产生裂纹良好的焊锡良好的焊锡PCBPCBPCBPCBPCBPCB铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔14.(IC)14.(IC)部品焊锡方法部品焊锡方法(1)(1)IC IC 部品有连续的端子,焊锡
21、时是烙铁头拉动焊锡部品有连续的端子,焊锡时是烙铁头拉动焊锡.IC IC 种类(种类(SOP,QFP)SOP,QFP)由于焊锡间距太小,故拉动焊锡。由于焊锡间距太小,故拉动焊锡。1 1阶段阶段:IC:IC焊锡开始时要对角线定位焊锡开始时要对角线定位.IC IC不加焊锡定位点不可以焊锡不加焊锡定位点不可以焊锡(不然会偏位不然会偏位)2 2阶段阶段:拉动焊锡拉动焊锡 烙铁头是刀尖形烙铁头是刀尖形 (必要时加少量必要时加少量FIUX)FIUX)注意注意:周围有碰撞的部位要注意周围有碰撞的部位要注意加焊锡加焊锡拉动焊锡拉动焊锡.烙铁头烙铁头铜箔铜箔PCBPCB烙铁头拉力烙铁头拉力 ICIC端子拉力时端子
22、拉力时ICIC端子与烙头拉力的结果是端子与烙头拉力的结果是SHORTSHORT发生发生:烙铁头拉动方向烙铁头拉动方向ICIC端子拉力端子拉力 烙头拉力时烙头拉力时就不会发生就不会发生SHORTSHORT有其他部品时要有其他部品时要“L L”性取回性取回虚拟端子虚拟端子(Dummy Land):(Dummy Land):在最合适位置假想一个虚拟的端子就不容易发生在最合适位置假想一个虚拟的端子就不容易发生SHORTSHORT现象现象14.(IC)14.(IC)部品焊锡方法部品焊锡方法 (2)(2)烙铁时一般慢慢取回就不发生锡角,烙铁时一般慢慢取回就不发生锡角,ICIC等焊锡烙铁头和等焊锡烙铁头和L
23、EADLEAD间距小时拉动焊锡不会产生间距小时拉动焊锡不会产生SHORTSHORT快速取回Flux烙铁头速度快时烙铁头速度快时烙铁头慢慢取出时烙铁头慢慢取出时烙铁和部品烙铁和部品 LeadLead无间隙时无间隙时烙铁和部品烙铁和部品 LeadLead有间隙时有间隙时 Flux切断的好不发生ShortFlux切断不好发生Short有间隙无间隙15.15.焊锡吸入线使用法焊锡吸入线使用法锡条放好后,因热的传导顺序会将锡条吸入。锡条放好后,因热的传导顺序会将锡条吸入。焊锡吸入线是焊接后的部位清除时使用焊锡吸入线是焊接后的部位清除时使用因使用方法不当,不良发生因使用方法不当,不良发生铜箔铜箔PCBPC
24、B()()烙铁把锡条充份加热吸收锡条烙铁把锡条充份加热吸收锡条.多个点吸入多个点吸入 吸入后吸入线和烙铁同时取出吸入后吸入线和烙铁同时取出.烙头接触方法不好,热不易传导烙头接触方法不好,热不易传导.烙铁先取出,吸入线粘在焊锡面上烙铁先取出,吸入线粘在焊锡面上 强取时将铜箔破坏强取时将铜箔破坏铜箔铜箔PCBPCB注意注意:烙铁连续接触时,铜箔会过热,剥离现象发生烙铁连续接触时,铜箔会过热,剥离现象发生铜箔铜箔PCBPCB铜箔铜箔PCBPCB16.Short 16.Short 不良修理不良修理Short(Bridge,Touch)Short(Bridge,Touch)修理是加入修理是加入FluxF
25、lux后后 ShortShort的第个铜箔上放烙铁,的第个铜箔上放烙铁,到锡条熔化时烙铁快速移到第到锡条熔化时烙铁快速移到第2 2个铜箔上。个铜箔上。()()PCBPCBPCBPCBPCBPCB Short Short的铜箔加的铜箔加FluxFlux后烙铁后烙铁 放在放在时时ShortShort的锡会缩回的锡会缩回 放在时会把放在时会把 ShortShort清除清除 不使用吸入线不使用吸入线 Short Short的部分直接放置烙铁修理的部分直接放置烙铁修理 不使用锡条不使用锡条铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔 不良位置放烙铁修理是不好的不良位置放烙铁修理是不好的.为什么为什么?因为因为Sho
26、rtShort解除时锡处在半熔融状态下,解除时锡处在半熔融状态下,固定时固定时FILLETFILLET形成强度不够形成强度不够.用吸入线清除时铜箔和铜箔之间会发生用吸入线清除时铜箔和铜箔之间会发生 角及线模样角及线模样17.17.手焊锡不良类型手焊锡不良类型(1)(1)PCBPCB铜箔铜箔铜箔铜箔铜箔铜箔铜箔铜箔PCBPCBPCBPCB铜箔铜箔铜箔铜箔冷焊冷焊1.Flux 1.Flux 扩散不良扩散不良(炭化炭化)2.)2.热不足热不足 3.3.母材母材(铜箔铜箔,部品部品)的氧化的氧化 4.4.焊锡的氧化焊锡的氧化5.5.烙铁头不良烙铁头不良(氧化氧化)6.FluX)6.FluX活性力弱活性
27、力弱 导通不良导通不良强度弱强度弱PINHOERPINHOER1.Flux Gas1.Flux Gas飞出飞出 2.2.加热方法加热方法(热不足热不足)3.3.设计不良设计不良(孔大孔大,孔和铜箔偏位孔和铜箔偏位)4.4.母材母材(铜箔铜箔,部品部品)的氧化的氧化 导通不良导通不良强度弱强度弱锡渣锡渣1.1.焊锡的氧化焊锡的氧化 2.2.锡量过多锡量过多3.3.锡投入方法锡投入方法(直接放在烙铁上直接放在烙铁上)4.4.烙铁取出角度错误烙铁取出角度错误5.5.烙铁取出速度太快烙铁取出速度太快.6.6.烙铁头未清洗烙铁头未清洗定期的电火花定期的电火花17.17.手焊锡不良类型手焊锡不良类型(2)(2)铜箔铜箔铜箔铜箔PCBPCB铜箔铜箔PCBPCBPCBPCB锡角锡角1.1.热过大热过大.2.2.烙铁抽取速度大烙铁抽取速度大.冷焊冷焊1.1.热不足热不足 追加焊锡及修整时基准焊锡追加焊锡追加焊锡及修整时基准焊锡追加焊锡 没有确认完全熔化没有确认完全熔化导通不良导通不良强度弱强度弱均裂均裂(裂纹裂纹)1.1.热不足热不足 2.2.母材母材(铜箔铜箔,部品部品)的氧化的氧化 3.3.凝固时移动凝固时移动 4.4.凝固时振动凝固时振动5.5.冷却不充份冷却不充份 6.6.焊锡中有不纯物焊锡中有不纯物导通不良导通不良强度弱强度弱铜箔铜箔铜箔铜箔铜箔铜箔外观不良外观不良演讲完毕,谢谢观看!
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
