《劲性十字柱的组装工艺》由会员分享,可在线阅读,更多相关《劲性十字柱的组装工艺(4页珍藏版)》请在装配图网上搜索。
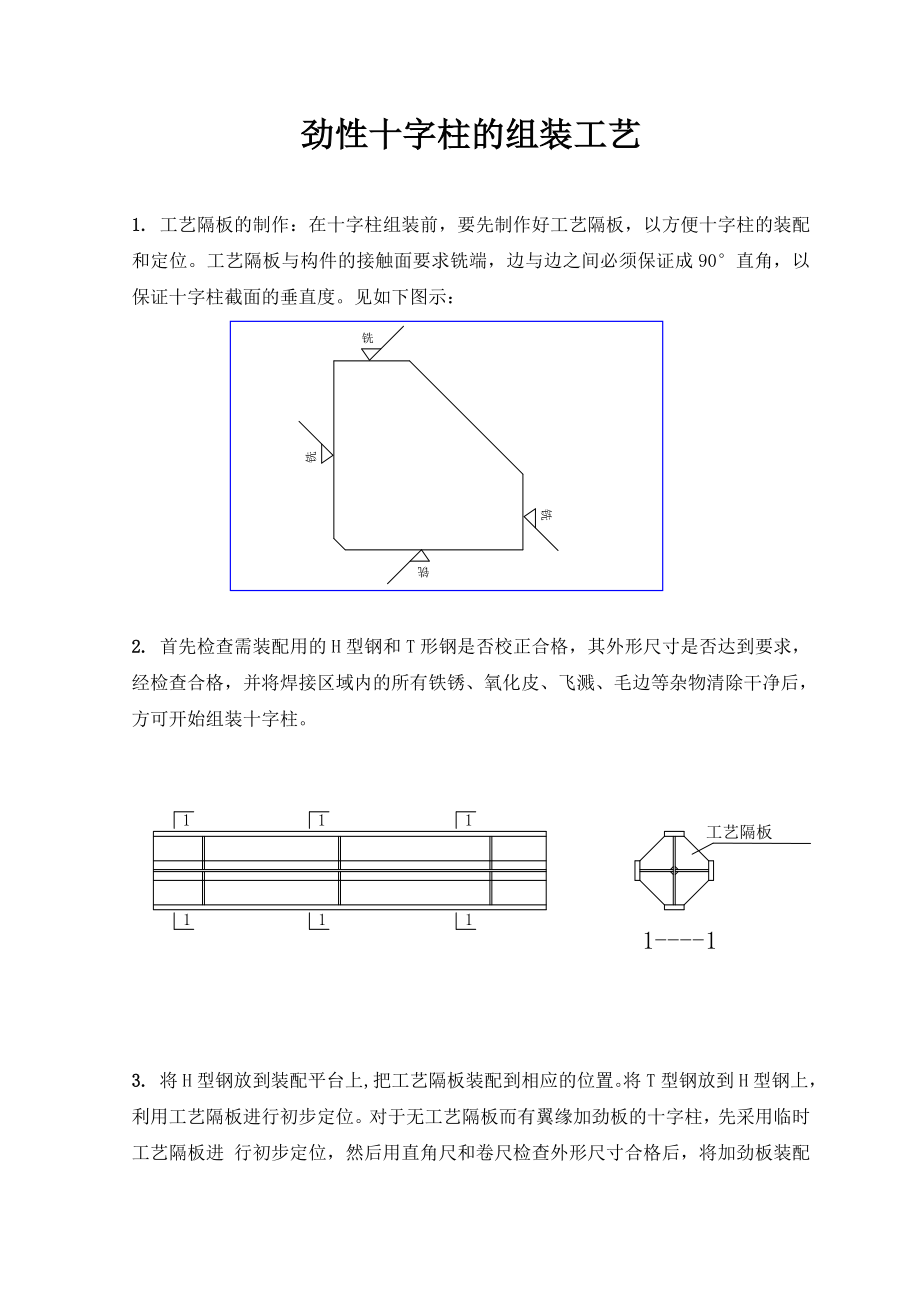
1、劲性十字柱的组装工艺1. 工艺隔板的制作:在十字柱组装前,要先制作好工艺隔板,以方便十字柱的装配和定位。工艺隔板与构件的接触面要求铣端,边与边之间必须保证成90直角,以保证十字柱截面的垂直度。见如下图示:2. 首先检查需装配用的H型钢和T形钢是否校正合格,其外形尺寸是否达到要求,经检查合格,并将焊接区域内的所有铁锈、氧化皮、飞溅、毛边等杂物清除干净后,方可开始组装十字柱。 3. 将H型钢放到装配平台上,把工艺隔板装配到相应的位置。将T型钢放到H型钢上,利用工艺隔板进行初步定位。对于无工艺隔板而有翼缘加劲板的十字柱,先采用临时工艺隔板进 行初步定位,然后用直角尺和卷尺检查外形尺寸合格后,将加劲板
2、装配好,待十字柱焊接完成后,将临时工艺隔板去除。4. 利用直角尺和卷尺检查十字柱端面的对角线尺寸和垂直度以及端面的平整度。对不满足要求的进行调整。5. 经检查合格后,点焊固定。6. 劲性十字柱的焊接:6.1 采用CO2气体保护焊进行焊接。焊接前尽量将十字柱底面垫平。焊接时要求从中间向两边双面对称同时施焊,以避免因焊接造成弯曲或扭曲变形。6.2十字型构件的十字形焊缝的焊接采用埋弧焊机,加长导电嘴,船形焊位置焊接。施焊前需要检查十字型构件长度方向变形程度,根据变形情况来决定起始焊缝。7. 十字柱的校正:焊接完成后,检查十字柱是否产生变形。如发生变形,则用压力机进行机械校正或采用火焰校正,火焰校正时
3、,加热温度控制在650。扭曲变形校正时,一端固定,另一端采用如下示意图进行校正:8. 十字柱的铣端:校正完成后,对十字柱的上端进行铣端,以控制柱身长度。9. 十字柱铣端完成后,将临时工艺隔板去除,并将点焊缝打磨平整。10. 清理:十字柱装配、焊接、校正完成后,将构件上的飞溅、焊疤、焊瘤及其它杂物清理干净。附图:劲性柱坡口形式图对于十字型构件的制作,其主要的难点在于十字型构件组装时H型钢与T型钢的装配精度,和十字柱型构件焊接时整体收缩应力所造成的焊接变形的控制。劲性十字柱加工工艺结构特殊,加工制作难度较高,为保证产品质量,特制定本加工工艺,十字柱加工流程图如下: 放样、下料工艺隔板铣端 组装H型钢、T形钢 焊接H型钢、T形钢 校 正 H型钢、T形钢铣端、钻孔 组装十字柱 焊接十字柱 校 正 十字柱铣端 组装柱上零件板 焊接零件板 清 理
 劲性十字柱的组装工艺
劲性十字柱的组装工艺