《五超声波清洗工艺与焊接工艺》由会员分享,可在线阅读,更多相关《五超声波清洗工艺与焊接工艺(3页珍藏版)》请在装配图网上搜索。
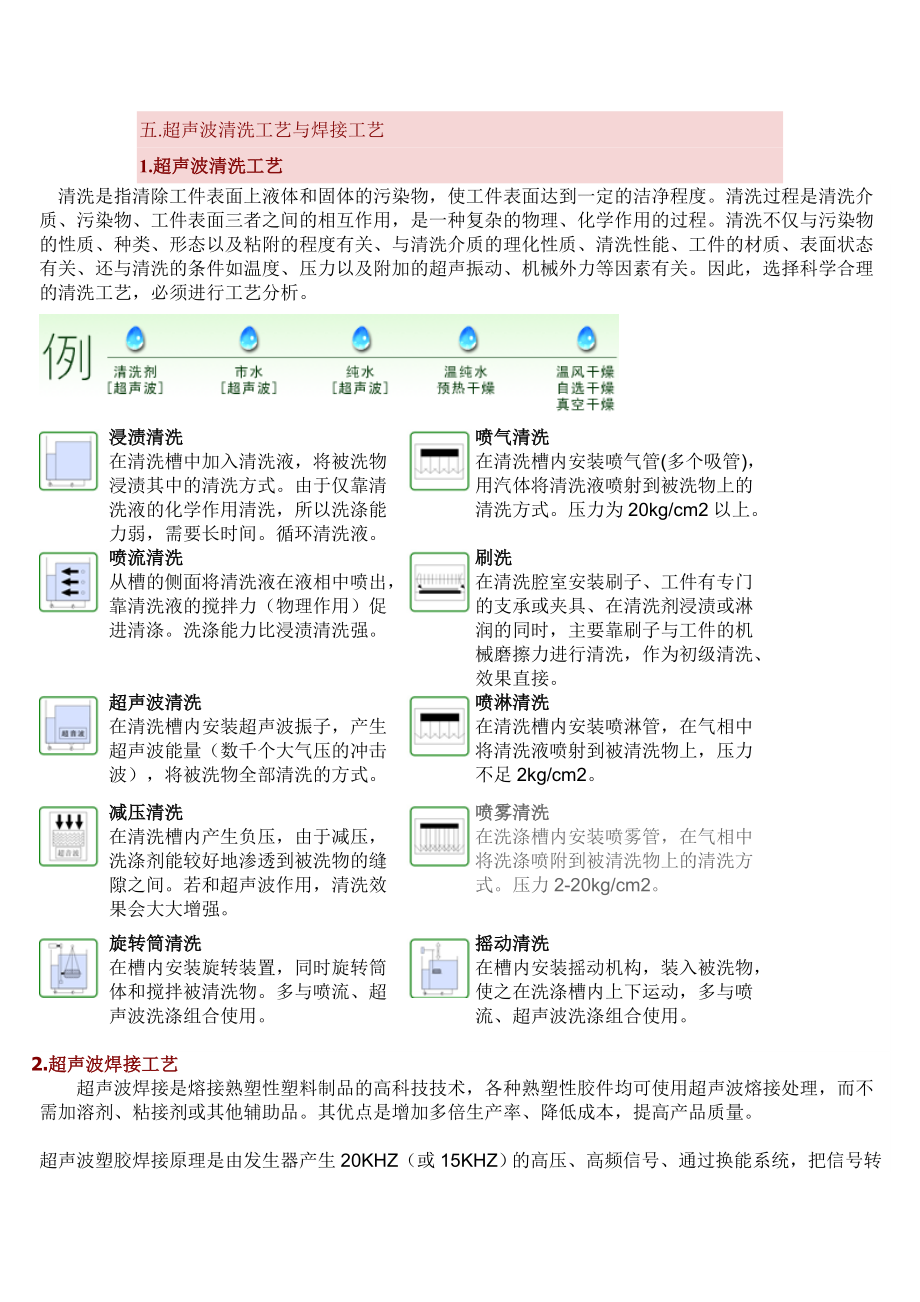
1、五.超声波清洗工艺与焊接工艺1.超声波清洗工艺清洗是指清除工件表面上液体和固体的污染物,使工件表面达到一定的洁净程度。清洗过程是清洗介质、污染物、工件表面三者之间的相互作用,是一种复杂的物理、化学作用的过程。清洗不仅与污染物的性质、种类、形态以及粘附的程度有关、与清洗介质的理化性质、清洗性能、工件的材质、表面状态有关、还与清洗的条件如温度、压力以及附加的超声振动、机械外力等因素有关。因此,选择科学合理的清洗工艺,必须进行工艺分析。浸渍清洗在清洗槽中加入清洗液,将被洗物浸渍其中的清洗方式。由于仅靠清洗液的化学作用清洗,所以洗涤能力弱,需要长时间。循环清洗液。 喷气清洗在清洗槽内安装喷气管(多个吸
2、管),用汽体将清洗液喷射到被洗物上的清洗方式。压力为20kg/cm2以上。 喷流清洗从槽的侧面将清洗液在液相中喷出,靠清洗液的搅拌力(物理作用)促进清涤。洗涤能力比浸渍清洗强。 刷洗在清洗腔室安装刷子、工件有专门的支承或夹具、在清洗剂浸渍或淋润的同时,主要靠刷子与工件的机械磨擦力进行清洗,作为初级清洗、效果直接。 超声波清洗在清洗槽内安装超声波振子,产生超声波能量(数千个大气压的冲击波),将被洗物全部清洗的方式。 喷淋清洗在清洗槽内安装喷淋管,在气相中将清洗液喷射到被清洗物上,压力不足2kg/cm2。减压清洗在清洗槽内产生负压,由于减压,洗涤剂能较好地渗透到被洗物的缝隙之间。若和超声波作用,清
3、洗效果会大大增强。 喷雾清洗在洗涤槽内安装喷雾管,在气相中将洗涤喷附到被清洗物上的清洗方式。压力2-20kg/cm2。旋转筒清洗在槽内安装旋转装置,同时旋转筒体和搅拌被清洗物。多与喷流、超声波洗涤组合使用。 摇动清洗在槽内安装摇动机构,装入被洗物,使之在洗涤槽内上下运动,多与喷流、超声波洗涤组合使用。 2.超声波焊接工艺超声波焊接是熔接熟塑性塑料制品的高科技技术,各种熟塑性胶件均可使用超声波熔接处理,而不需加溶剂、粘接剂或其他辅助品。其优点是增加多倍生产率、降低成本,提高产品质量。超声波塑胶焊接原理是由发生器产生20KHZ(或15KHZ)的高压、高频信号、通过换能系统,把信号转换为高频机械振动
4、,加于塑料制品工件上,通过工件表面及内在分子间的磨擦而使传处到接口的温度升高,当温度达到此工伯本身的熔点时,使工作接口迅速溶化,继而填充于接口间的空隙,当震动停止,工件同时在一定的压力下冷却定形,便达成完美的焊接。超声波熔接的接面设计热熔塑胶焊接分析图热塑性塑料超声波焊接的相容性示例图表ABSABS/ 聚碳 酸酯 合金 (赛 柯乐800)聚甲醛丙烯腈丙烯酸系多元共聚物丁二烯-苯乙烯纤维素(CA,CAB,CAP)氟聚合物尼龙亚苯基-氧化物为主的树脂(诺里尔)聚酰胺-酰亚胺(托郎)聚碳酸酯热塑性聚酯聚乙烯聚甲基戊烯聚苯硫聚丙烯聚苯乙烯聚砜聚氯乙烯SAN-NAS-ASAABSABS/聚碳酸酯合金 (赛柯乐800) 聚甲醛丙烯腈丙烯酸系多元共聚物丁二烯-苯乙烯纤维素(CA,CAB,CAP)氟聚合物尼龙亚苯基-氧化物为主的树脂(诺里尔)聚酰胺-酰亚胺(托郎)聚碳酸酯热塑性聚酯聚乙烯聚甲基戊烯聚苯硫聚丙烯聚苯乙烯聚砜聚氯乙烯SAN-NAS-ASA
 五超声波清洗工艺与焊接工艺
五超声波清洗工艺与焊接工艺