 数控车异形螺纹
数控车异形螺纹

《数控车异形螺纹》由会员分享,可在线阅读,更多相关《数控车异形螺纹(15页珍藏版)》请在装配图网上搜索。
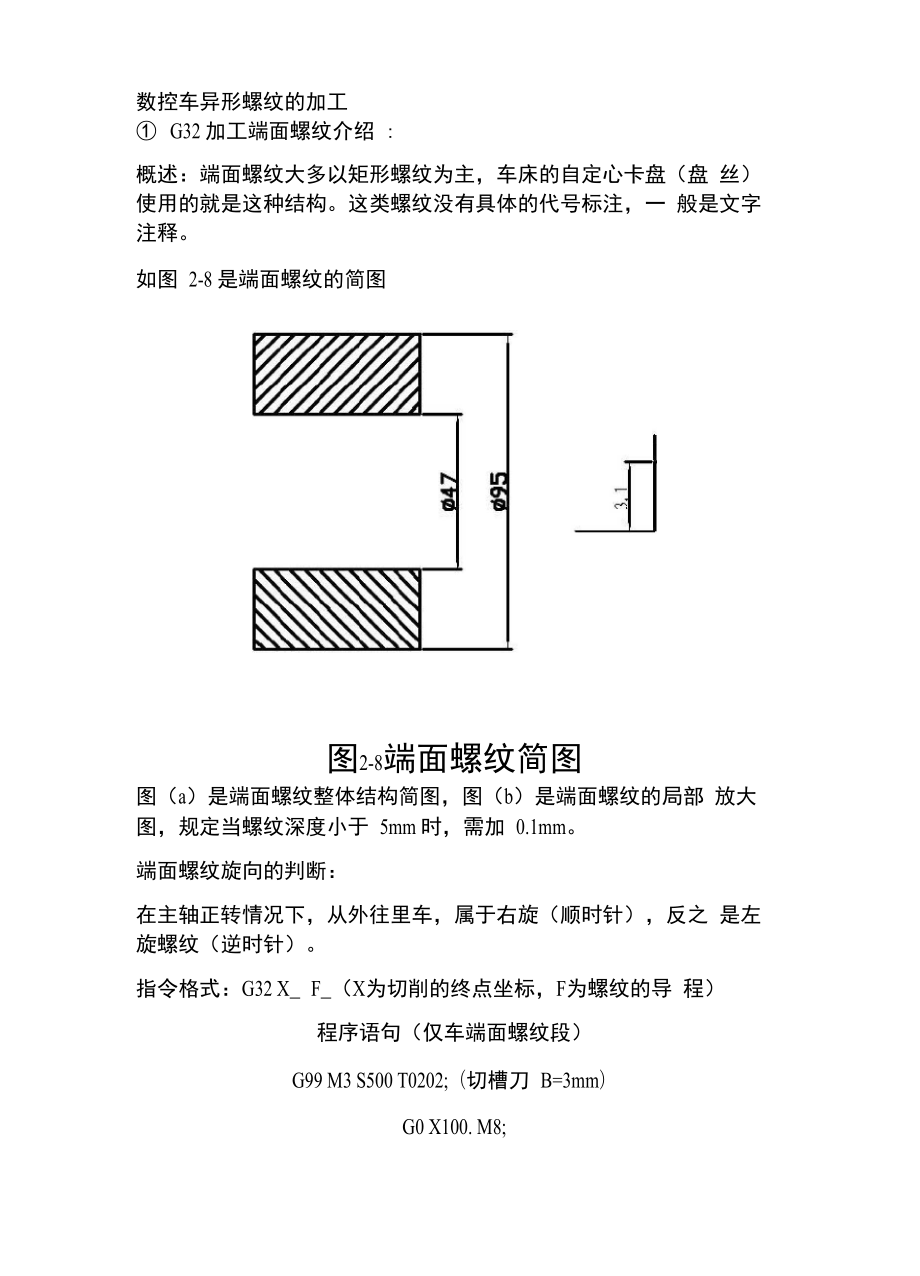
1、数控车异形螺纹的加工 G32 加工端面螺纹介绍 :概述:端面螺纹大多以矩形螺纹为主,车床的自定心卡盘(盘 丝)使用的就是这种结构。这类螺纹没有具体的代号标注,一 般是文字注释。如图 2-8 是端面螺纹的简图图2-8端面螺纹简图图(a)是端面螺纹整体结构简图,图(b)是端面螺纹的局部 放大图,规定当螺纹深度小于 5mm 时,需加 0.1mm。端面螺纹旋向的判断:在主轴正转情况下,从外往里车,属于右旋(顺时针),反之 是左旋螺纹(逆时针)。指令格式:G32 X_ F_(X为切削的终点坐标,F为螺纹的导 程)程序语句(仅车端面螺纹段)G99 M3 S500 T0202;(切槽刀 B=3mm)G0 X
2、100. M8;Z-0.5;G32 X40. F3.0;G0 Z3.;X100.;Z-0.7;F3.0;G32 X40.(考虑刀刃宽 图2-9)G0 Z3.;X100.;Z-1.0;G32 X40. F3.0;G0 Z3.;X100.;Z-1.5;G32 X40. F3.0;G0 Z3.;X100.;Z-2.0;G32 X40. F3.0;G0 Z3.;X100.;Z-2.5;G32 X40. F3.0;G0 Z3.;X100.;Z-3.1;G32 X40. F3.0;G0 Z90.;M5;M30;端海螺紋部分图2-9端面螺纹正视.图注:这几次定位要一致。 变距螺纹加工介绍广州数控(GSK)等
3、一些国内数控系统在加工变距螺纹时使用 G32 指令。如图 2-10 所示:3220丄M27 x 12M2 7 x 4图2-10变距螺纹简图数值计算:M27 x 4 的牙高(直径值)=1.3 x 4=5.2mm;M27xl2 的牙高(直径值)=1.3x 12=15.6mm;牙高以最小牙高为依据:所以小径=27-5.2=21.8mm。车变距螺纹时,主轴转速由最大螺纹的螺距(P=12 )确定。程序语句(仅车螺纹段)G99 M3 S200 T0202;G0 X30.;Z3.;X26.;G32 Z-20 F4.0;G32 Z-56 F12.;G0 X30.;Z3.;X25.6;G32 Z-20. F4.
4、0;G32 Z-56. F12.;G32 X30.;Z3.;X21.8;G32 Z-20. F4.;G32 Z-56. F12.;G0 X30.;Z90.;M5;M30;所谓变距螺纹指的是以螺纹切入开始指定基准螺距值F,然后 每隔一个螺距产生一个螺距差值K (增值或减值)在FANUC (发那科)等一些进口的数控系统中,有加工变距螺 纹的特定指令 G34。指令格式:G34 X_Z_F_K_;其中X、Z为螺纹的终点位置,F为长轴方向在起点处的导程, K 为主轴每转导程的增加量和减少量, K 值的指令范围:0.0001-500.0000mm,如下图所示。例如:起点导程5mm,导程增量为1mm,螺纹长
5、度为50mm,程 序为: G34 Z-50. F5. K1。 多线螺纹的加工多线螺纹一般用于传动,都是直螺纹,数控加工多线螺纹,可 以使用G92通过调用子程序的方法,进口机床还支持G32指令 加工多线螺纹,G76指令也可以加工多线螺纹(后面讲到)。G92 调用子程序加工多线螺纹加工如图2-11 多线螺纹2CM27 x 9/34。图2-11多线螺纹简图图中标注的含义:M27 x 9/3 其中 M27 是公称直径,9 是螺纹导程,3 是螺距。 因为:导程=螺距X线数所以:这是一个三线螺纹。 数值计算:大径=27-0.13 x 3=26.61mm;小径=27-1.3 x 3=23.1mm;程序语句(
6、仅车螺纹段)子程序(00046 )G92 X26. Z-40. F9.;X25.7;X25.4;X25.2;X25.0;X23.1;M99;主程序G99 M3 S700 T0202;G0 X30. M8;Z3.;M98 P0046;G0 X30.;Z6.;M98 P0046;G0 X30.;Z9.;M98 P0046;G0 Z90.;M5;M30;Z3fZ6fZ9.每次定位增加一个螺距(P=3)有一些系统也支持G32加工变距螺纹指令格式:G32 X_Z_F_Q_;其中X、Z为螺纹的终点位置,F为螺纹导程,Q为螺纹的起始角。增量为 0.001,不能指定小数点;如果加工双线螺纹, 相应位移为 18
7、0,则指定 Q180000.起始角Q不是模态值,每次必须指定,否则系统认为是0.多线螺纹加工对G32, G34, G92, G76指令均有效。 梯形螺纹的加工在数控车床上,可用 G76 螺纹切削循环指令,采用斜进法、交 错切削等方法加工梯形螺纹,但有一定的技术难度。所以根据 长期的实践经验,摸索出一套在一系列经验公式对编程数据精 细计算的基础上,使用螺纹切削指令G32和调用子程序,并在 子程序中巧妙设置加工方法来加工梯形螺纹,能够安全、可靠 地加工出合格的梯形螺纹。编程与加工技巧分析( 1)刃磨刀时注意保证车刀的刀尖角与牙型角一致,而且刀尖 宽度必须小于槽底宽。(2)尽量使车削过程牙槽间隙足够
8、大,保证车刀单刃切削,排 屑顺利。如螺距为5mm的梯形螺纹槽底宽为1.7mm,刃磨刀尖 为 1.2-1.4mm 为宜。刀尖过大会使刀尖与牙侧的间隙过小,不 易排屑,容易扎刀;刀尖过小会使刀尖刚性变差,容易引起震 动造成加工表面粗糙度较差,精度难以控制。(3) 注意车刀在车螺纹前的定位,刀尖到牙顶的距离要大于牙 高 h ,小于牙高 h 会造成刀尖在螺纹加工后阶段与螺纹牙顶之 间摩擦,产生废品。(4) 编制和调用子程序,可采用一重子程序,也可以调用多重 子程序。1. 编程数据的计算(1 )毛坯的定位点X值=公称直径+( 0.5P+ac )x2 + 1式中P为螺距,ac为牙顶间隙,0.5P+ac为牙
9、形高。根据螺距 的大小来选择牙顶间隙的值参见下表。P1.5-56-1213-44ac0.250.51第一刀下刀点X值X=公称直径-上下偏差平均值-0.2( 3)小径=公称直径-( 0.5P+ ac)x 2(4) 加工加数=(第一刀下刀点X值-小径)/X方向进刀量 (直径值)+ 1(5) U=毛坯定位点X值-第一刀下刀点X值。2. 走刀路线:加工梯形螺纹一般采用左右切削法,螺距小的可 分为粗车、半精车、精车;螺距大的可分为粗车、半粗车、半 精车、精车。采用左右切削法,调用一次子程序时,车刀进一 个切削深度在左侧车一刀后向右移动一个间隙再车一刀,再调 用一次子程序时,车刀又进一个切削深度在左侧车一
10、刀后向右 移动一个间隙再车一刀,这样直到完成。Z-37.Z7. 7Z-37.Z. 3Z-37,ZS. 0半再靠中间走刀路线车刀走刀路线梯形螺纹加工范例如下图所示是梯形螺纹加工件Ul9X9E13150图?-12梯形螺纹家件图3. 加工梯形螺纹数据计算(1 )毛坯定位点X值乂=公称直径+( 0.5P+ac )x2 + 1=36 + (0.5 X 6 + 0.5) x 2 + 1=44( 2)查表确定公称直径上下偏差值:上偏差为 0 ,下偏差为- 0.375,其平均值为-0.2,第一刀下刀点 X 值=36-0.2-0.2=35.6( 3)小径=公称直径 -( 0.5P+ ac)x 2=36-( 0.
11、5x 6+ 0.5) x 2=29。加工加数=(第一刀下刀点X值-小径)/X方向进刀量(直径 值)+ 1=(35.9-29)/0.1+ 1=67.U=毛坯定位点X值-第一刀下刀点X值=44-35.6=8.4.4. 计算梯形螺纹尺寸并查表确定其公差大径 D=36中经d t=d-0.5p=36-3=33查表确定其公差,故d=33牙高 h=0.5p+ ac=3.5小径d=d中-2h=29牙顶宽 f=0.336p=2.196牙底宽 w=0.366p0.536a=2.196-0.268=1.928 根据经验,使用梯形螺纹刀尖宽 f=1.5mm 比较合理。用 3.1mm 的测量棒测量中经,则其测量尺寸 M
12、=d 中+ 4.864d- 1.866p=36.88,根据中经公差带确定其公差(00.355 )则 M=36.525-36.88.5. 编写数控程序G99 M3 S300 T0101;G0 X44. Z8.;( 44 为毛坯定位点 X 值)M8;M98 P470002;(47 为粗加工刀数)M98 P200003;(20 为精加工刀数)M9;G0 X100. Z100.;M30.编写粗加工子程序 O0002G0 U-8.4; (&4 为 U 值)G32 Z-37. F6.;G0 U8.4;Z7.7;U-8.4;G32 Z-37. F6.;G0 U8.4;Z8.3;U-8.4;G32 U0. Z
13、-37. F6.;G0 U8.3;Z8.;M99;编写精加工程序 O0003;G0 U-8.4;G32 Z-37. F6.;G0 U8.4;Z7.9;U-8.4;G32 U0. Z-37. F6.;G0 U8.4;Z8.1;U-8.4;G32 U0. Z-37. F6.;G0 U8.3;Z8.;M99;上述工件也可以用G92编制子程序。主程序G00 X44. Z6.;(螺纹刀快速到达直径44mm端面外3mm)M98 P60002; (粗车调用 O0002 子程序 6 次)M98 P80003; (半粗车调用 O0003 子程序 8 次)M98 P80004;(半精车调用主程序00004子程序8
14、次)M98 P80005;(精车调用00005子程序8次)G0 X100. Z100.; (螺纹刀快速退回到程序起点) 00002(粗车子程序)G00 U-0.5; (粗车每次进给深度)M98 P0006; (调用基本子程序00006)M99; (子程序结束返回主程序)00003;(半粗车子程序)G00 U-0.3;(半粗车每次进给深度)M98 P0006;(调用基本子程序00006 )M99; (子程序结束返回主程序)00004; (半精车子程序)G0 U-0.15; (半精车每次进给深度)M98 P0006;(调用基本子程序00006 )M99; (子程序结束返回主程序) 00005(精车子程序)G0 U-0.05; (精车每次进给深度)M98 P0006;(调用基本子程序00006 )M99; (子程序结束返回主程序) 00006(基本子程序)G92 U-8. Z-37. F6.; (车削螺纹左牙侧面)G00 W0.43;(螺纹刀快速移动0.43mm到达右牙侧面)G92 U-8. Z-37. F6.; (车削螺纹右牙侧面)G0 W-0.43;(移动-0.43mm返回螺纹左牙侧面轴向位置)M99; (子程序结束返回主程序)本资源来自“数控交流,传经送宝”微信群,群内海量资源免 费共享,欢迎加入。微信加 752696219。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
