 钎焊复习题答案
钎焊复习题答案

《钎焊复习题答案》由会员分享,可在线阅读,更多相关《钎焊复习题答案(13页珍藏版)》请在装配图网上搜索。
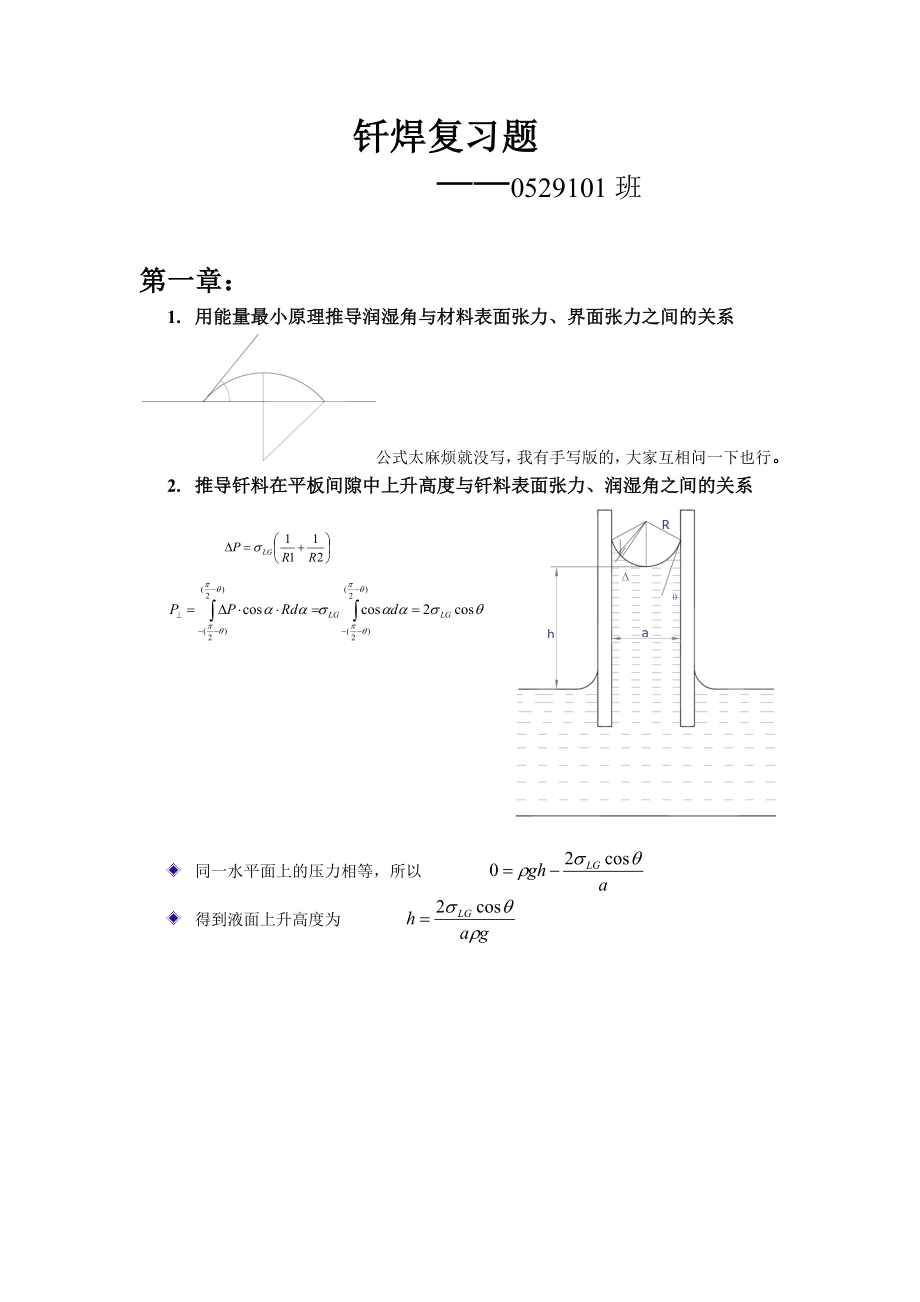
1、 钎焊复习题 0529101班第一章:1. 用能量最小原理推导润湿角与材料表面张力、界面张力之间的关系公式太麻烦就没写,我有手写版的,大家互相问一下也行。2. 推导钎料在平板间隙中上升高度与钎料表面张力、润湿角之间的关系haPR 同一水平面上的压力相等,所以 得到液面上升高度为填缝高度计算(续)S1111S0S0设S0为参考点,其表面处的压力为大气压力S1的压力:大气压力+附加压力S0的压力:PS1+液柱高度产生的压力S0 和S0的处于同一高度,压力应该相等得到:再由因此:3. 评价钎料润湿性和铺展性能的方法1) 润湿角测量 一定体积的钎料 采用相应的去膜措施 在规定的温度保持一定的时间 冷凝
2、后切取横截面,测量润湿角2) 铺展面积测量 条件同上 凝固后测量铺展面积3) 沿T型试件的流动长度4) 润湿力测量 在试片浸入和拉出的期间测量作用在试片上的作用力,通过信号变换器在记录仪上作为时间的函数连续记录5) 润湿角测量 在试片浸入和拉出的期间测量试片上钎料的接触角并记录4. 温度是如何影响钎料在母材上的润湿性的 液体的表面张力与温度的关系 Am:一个摩尔液体分子的体积;K:常数; T0:表面张力为零时的临界温度;:温度常数 随着温度的升高,液体的表面张力减小,提高了润湿性 温度升高,固液反应增强,界面张力减小 温度升高过度,钎料铺展性太强,会造成钎料流失5. 金属表面的氧化物是如何影响
3、钎料的润湿性的 金属表面上总是存在着金属氧化物,在有氧化膜的金属表面上,液态钎料往往凝聚成球状,不与金属发生润湿,这是由于表面氧化膜具有比金属表面更低的表面张力。6. 如何通过合金相图判断材料之间是否可以润湿通过观察相图:1) 如果钎料与母材在液态和固态均不相互作用 润湿性很差 Fe-Ag、Fe-Bi、Fe-Pb、Fe-Cd等2) 如果钎料能与母材相互作用,则可以很好地润湿母材 相互溶解 形成金属间化合物Ag-Ni 在1000C时Ag在Ni中有3wt%左右的溶解度 Ag在Ni上有一定的润湿性 Ag可焊不锈钢Ag-Cu 在779C时在Ag在Cu中有8wt%左右的溶解度 Ag在Cu上有很好的润湿性
4、母材是合金的情况类似7. 从母材溶解量的计算公式指出影响母材溶解的因素 溶解的计算Q : 溶解量 t : 时间 K : 溶解速率 : 扩散层厚度 S : 液- 固相接触面积 a : 溶解速度系数 Cl : 饱和溶解度 C : 母材在钎料中的浓度 V : 液态钎料的体积 s : 液态钎料的密度 而所以如果温度、钎料量、接触面积均为常数,则固液传质的动力学方程 本质因素 母材在钎料中的极限溶解量 钎料组分在母材中的饱和固溶度 金属间化合物 工艺因素 温度和时间w 溶解量随温度成指数函数增加w 随时间的增加关系与钎料量有关 钎料量w 预置定量钎料:溶解随时间增加达到饱和w 浸沾钎焊:溶解量一直增加8
5、. 钎焊接头的几个区域及形成;对接头性能的影响1) 钎焊接头有三个区域组成:母材上靠近界面的扩散区,钎缝界面区和钎缝中心区。 扩散区组织是钎料组分向母材扩散形成的; 界面区组织是母材向钎料溶解,冷却后形成的。它可能是固溶体或金属间化合物; 钎缝中心区由于母材的溶解和钎料的扩散以及结晶时的偏析,组织不同于钎料的原始组织。母材扩散区界面区中心区2) 对接头性能的影响: 一般情况下扩散区组织对性能的影响不大 界面区组织对接头性能影响很大 接头钎料合金部分与原始成分有很大的差异9. 钎料合金成分对母材向钎料中的溶解的影响 若钎料中含有母材的成分,则母材向钎料的溶解量减少 钎料合金成分在母材中的饱和溶解
6、度越大,则一定时间下母材的溶解量量越少 若钎料中有与母材形成金属间化合物的组分,则金属化合物阻挡母材溶解,但当温度升高至金属间化合物熔化时,母材溶解加速10. 如何从钎料合金成分抑制或改善接头金属间化合物层的生成 在钎料中加入不与母材也不与钎料形成化合物的组分 在钎料中加入与钎料而不与母材形成化合物的组分11. 接触反应钎焊的原理 若两种金属能形成共晶或形成低熔固溶体,则在他们接触良好的情况下加热到高于共晶温度或低熔固溶体熔化温度以上,依靠他们之间的相互扩散,在界面处形成共晶体或低熔固溶体,从而把二者连接起来。12. 扩散钎焊的原理 扩散钎焊得最根本特征是,在钎焊加热过程中钎缝间隙内形成的液态
7、合金,不是像一般钎焊方法那样因随后降温凝固而形成钎缝,而是在高于钎料的固相线温度的条件下长时间保温,是指等温凝固而形成钎缝的。钎缝等温凝固的机理是,在加热保温过程中,间隙中的钎料熔化后,随着母材的熔入和钎料中的低熔点组元或起降低钎料熔点作用的组元的散失,间隙中液态合金的固相线温度逐渐升高,当这种过程持续进行而使合金的固相线温度升高到超过加热温度后,合金及发生等温凝固。第二章:1. 铅在锡铅钎料中的作用 降低钎料的熔点 提高钎料的润湿性 提高钎料的机械强度 防止钎料出现冷脆2. 铝用软钎料的基本成分 铝用软钎料可分为三类:低温软钎料,中温软钎料和高温软钎料。 其中低温软铅料:在锡和锡合金中加入一
8、些锌; 中温软铅料:锡锌和镉锌系钎料,含锌量较高; 高温软钎料:以锌为基体,加入少量的铝,银,铜等元素。3. 铝硬钎料的基本成分 铝及可和铝形成共晶的金属 铝硅共晶、铝硅铜共晶牌 号名 称合金成分 wt%Tm Cbf MPaAlSiCuZnBAl88Si铝硅钎料余量121577582147157BAl67CuSi铝硅铜1号余量5.56.5 2729525535脆性大BAl86SiCu铝硅铜2号余量9.310.73.34.7520585245294HL403铝硅铜锌余量10140.71015165602452944. 钎料为什么大多数都是合金,纯金属是否可以作为钎料对钎料的基本要求: 合适的熔点
9、1. 温度控制;组织控制;缺陷 良好的润湿性 与母材良好的冶金相互作用 稳定性、均匀的成分2. 元素挥发、成分偏析 接头性能3. 强度、导电性、导热性、抗腐蚀性等 成本 钎料大多采用合金是由于合金钎料能有效改善润湿性和调节焊接温度(例如锡铅钎合金中加入铅的作用); 纯金属也可作为钎料,但其熔点较高,易形成金属间化合物,使接头性能下降,可选择性小。5. 铜磷钎料作为自钎剂钎料的机理 Cu-P钎料 共晶成分8.38wt%磷 熔点:714 P2O5与氧化铜生成复合化合物,以液态覆盖母材表面,起保护作用,防止母才氧化。6. 选择钎料的基本原则 经济性:根据结构的重要性,选择成本最低的钎料合金 接头性能
10、:工作温度;强度;可靠性 密封性:电真空器件;真空室 导电性:锡基钎料、银基钎料 工艺性:焊接温度对母材的影响 与钎焊方法的匹配第三章:1. 钎焊时去除氧化膜的必要性 钎料难以润湿氧化膜,也难于与氧化膜形成牢固连接 即使在焊前机械清除,会很快再生成 焊接加热使氧化膜更快地重新生成 表面氧化膜具有比金属表面更低的表面张力,影响钎料的润湿性2. 常用的去膜方法 钎剂去膜 气体介质去膜 机械方法和物理方法去膜3. 钎剂的一般组成及作用钎剂由钎剂基体组分,去膜剂和活性剂三部分组成 基体组分 使钎剂具有一定的熔点 其它组分的溶剂 形成致密的保护膜 硬钎剂:金属盐或金属盐系统:硼砂、碱金属或碱金属的氯化物
11、 软钎剂:高沸点的有机溶剂 去膜剂 溶解表面氧化膜 碱金属和碱土金属的氟化物 活性剂 破坏氧化膜与金属的结合,加速氧化膜清除效果 重金属的卤化物:氯化锌、氯化镉等等 氧化物:硼酐等 钎剂的作用 清除母材和钎料表面的氧化膜 保护表面不再氧化 界面活性作用,促进钎料润湿4. 可用作无机软钎剂的物质和其去膜机理1) 组成 无机酸:盐酸、氢氟酸、磷酸等 以水溶液或酒精溶液形态使用,或与凡士林调成膏状使用 特点 去膜能力强 具有很强的腐蚀性 反应2) 组成 无机盐:氯化锌等 以水溶液形态使用 特点 吸水性强;发生飞溅 活性随浓度增高而提高,超过30%时饱和 反应 与水产生络合酸 溶解金属氧化物5. 氯化
12、锌作为钎剂成分在钎焊钢时和钎焊铝合金时的不同作用1) 氯化锌作为钎剂成分在钎焊钢时起去除氧化膜的作用,其作用机理如上 题 ;2) 氯化锌作为钎剂成分在钎焊铝合金时,属于铝用反应钎剂,钎焊加热过程 中,氯化锌渗过氧化铝膜的裂缝与铝反应。去膜机理: 重金属的氯盐与铝反应,破坏氧化膜与母材的结合 AlCl3温度高于182C时升华为气体,膜下外逸,促进氧化膜破碎 氟化物溶解破碎的氧化膜 Zn沉淀于铝表面,促进钎料润湿6. 在松香中添加氯化锌的作用 增强去膜能力7. 硬钎剂的基本组成 硼砂、硼酸及其混合体为基体 碱金属或碱土金属的氟化物、氟硼酸盐,获得合适的活性温度、增加去膜能力8. 硼酸的去膜机理;
13、硼酸加热时分解,形成硼酐,其熔点是580 C 硼酐与铜、锌、镍和铁的氧化物形成易溶的硼酸盐 但在900 C以下时,硼酐的粘度很大,去膜能力也差一般不单独作为钎剂使用9. 硼砂的去膜机理 硼砂在741C熔化,分解成硼酐和偏硼酸钠 硼酐与金属氧化物形成易溶的硼酸盐 偏硼酸钠与硼酸盐形成熔点更低的复合化合物 硼砂的去膜能力强于硼酸 但熔点较高,在800C以下粘度大,流动性不好10. 硼砂和硼酸单独作为钎剂时存在的问题 活性温度高,只能配合铜基钎料使用 不能去除Cr、Si、Al、Ti的氧化物 残渣腐蚀性小,但不易清除11. 铝用有机软钎剂的组成及其使用中的问题 组成 基体:三乙醇胺 去膜剂:氟硼酸、氟
14、硼酸胺 活性剂:重金属氟硼酸盐 问题 不能保证钎料与母材的牢固连接; 热稳定性差; 无吸湿性,暴露于空气中逐渐干涸; 作用过程中有大量气体生成,沸腾;12. 铝用反应软钎剂的组成及其去膜机理 组成 基体:锌、锡等重金属的氯化物 活性剂:钾、钠、锂的卤化物(一般为氟化物) 去膜机理 重金属的氯盐与铝反应,破坏氧化膜与母材的结合 AlCl3温度高于182C时升华为气体,膜下外逸,促进氧化膜破碎 氟化物溶解破碎的氧化膜 Zn、Sn沉淀于铝表面,促进钎料润湿13. 铝用氯化物硬钎剂的基本组成及其去膜机理组成 基体:碱金属或碱土金属的氯化物的低熔点混合物w NaCl, LiCl, KCl, CaCl,
15、BaCl, SrCl, CuCl, MgClw 调节熔点w 可以很好地在铝和氧化铝的表面铺展 去膜剂:氟化物w NaF, ZnF, LiF, KF, AlF3, Na2AlF6w 溶解氧化膜w 可使熔点增加,添加量有限 活性剂:低熔点重金属的氯化物w ZnCl2, SnCl2, CdCl2 氯化物基铝硬钎剂去膜机理-1 溶解作用 氟化物有溶解铝氧化膜的作用 氟化物添加量受熔点的限制 破碎作用 铝与氧化铝膜的热膨胀系数不一致,加热时氧化膜产生裂纹 钎剂透过裂纹与铝发生反应 氧化铝膜成碎片状进入熔化的钎剂,更容易溶解 钎剂可以从铝与氧化铝膜之间渗入 铝与氯产生AlCl3气体,使氧化膜脱离并破碎 重
16、金属的析出 沉积在铝表面,改善润湿 铝在锌内的溶解度很高,容易造成溶蚀 氯化物基铝硬钎剂去膜机理-2 钎剂对铝的电化学腐蚀作用 加热使氧化铝膜产生裂纹 Cl-1离子渗透裂纹 在铝-氧化膜界面形成微电池 铝:阳极;氧化膜:阴极 铝被腐蚀 膜和铝的结合被破坏,脱落 形成氧阴离子 氧离子的存在保证铝阳离子化过程继续进行(氧去极化作用) F-离子起防止AlCl3气泡产生的作用14.用氯化物硬钎剂钎焊铝时不加钎料是否可以形成接头?第四,五章:1. 烙铁钎焊是软钎焊方法还是硬钎焊方法 答: 软钎焊方法2. 氧乙炔焰的最高加热温度 答:3150摄氏度3. 盐浴浸沾钎焊所用的加热介质,安全注意事项 答:加热介
17、质:氯盐的混合物成分 wt%熔点 C钎焊温度 CNaClCaCl2BaCl2KCl30222222.5485077.565304850100530510435550595635962570900485900605900655900665130010001300 注意事项:1) 铜基钎料钎焊结构钢时可不用钎剂2) 注意钎剂涂敷在焊件上,焊前必须干燥(为什么?)3) 由于熔液的浮力和冲刷作用,工件应进行可靠的定位4) 工件及工装全部一定要预热除水,防止接触盐液时引起强烈喷溅,甚至爆炸。5) 不适合钎焊有深孔、盲孔和封闭型的部件4. 汽车水箱的常用钎焊方法 答: 熔融钎料浸沾钎焊5. 气体保护钎焊焊
18、接加热结束后为什么还要继续通入保护气体 答:为了保护加热元件不被氧化,对于氢气来说也是为了防止爆炸。6. 微电子产品的常用钎焊方法 波峰焊; 热风再流焊; 激光软钎焊; 红外再流焊; 蒸汽再流焊;7. 采用氢气进行保护钎焊时的安全注意事项 为防止氢气中混有空气而引起爆炸,炉子或容器加热前先通1015min氢气,以充分排出其中的空气,直到出气口处的火焰燃烧正常后再开始加热。 对于排出的氢气,应点火使之在出气管口燃烧掉,以排出它在炉边积聚的危险。 钎焊结束断电后,应等炉中或容器中温度降至150摄氏度以下,再停止输送氢气,这是为了保护加热元件和焊件不被氧化,防止爆炸。8. 钎焊时接头间隙的大致范围母
19、材钎料系统间隙 mm母材钎料系统间隙 mm铝及铝合金Al基0.150.25钢Cu0.010.05Zn基0.10.25黄铜0.020.10铜及铜合金黄铜0.040.20Ag基0.0250.15Cu-P0.040.20不锈钢CuNi30-2-0.20.030.20Cu-Ag-P0.020.15Mn基0.040.15Pb-Sn,Sn-Sb-Ag0.050.3Ni基0.040.10Sn-Pb,Sn-Sb0.1Cu0.010.10Ag-Cu-Zn-Cd0.080.2钛及钛合金Cu,Cu-P,Cu-Zn0.030.05镍合金Ni-Cr0.050.1Ag,Ag-Mn0.03 记住几种常用钎料即可。9. 接头
20、间隙为什么会影响接头强度 答:间隙对接头性能的影响是对以下诸过程影响的综合结果: 钎料的毛细填缝过程 钎剂残渣与气体从间隙中排出 溶解与扩散过程 钎缝中钎料合金的流动约束 间隙过小 填缝难 气体、残渣难排出 间隙过大 毛细作用弱 合金化不充分 铸造组织 最佳间隙值 钎料与母材相互作用 流动性10. 不锈钢用Ni-B钎料钎焊时为什么采用非常小的间隙 镍基钎料由于熔点调节的要求,含有较多的B、Si、C,钎料本身由多种金属间化合物组成。 钎焊时,这些元素向不锈钢中扩散。 间隙极小时,这些元素会全部扩散到母材中。钎缝组织为固溶体 间隙较大时,扩散路程长,元素来不及扩散。钎缝中留下连续的脆性层 此外,它
21、们之间的相互作用较弱。11. 铝合金钎焊时为什么采用比较大的间隙? 答:铝合金采用钎剂去膜,只有在大间隙下,钎剂残渣才能顺利排出。第六,七章:1. 铝合金软钎焊接头的电化学腐蚀及其解决措施 电化学腐蚀 钎料与母材的成分截然不同 有电解质存在时,界面处形成微电池 电极电位低的合金作为阳极被腐蚀 腐蚀机理:Sn-Pb合金的电极电位高于铝,应该是铝被腐蚀。但实际上由于Sn-Pb钎料与铝之间的结合性很差,界面存在空隙,电极电位更低;且水汽在此积聚,导致接头在界面区很快腐蚀解决措施 在钎料中加入Zn或者采用Zn基钎料 铝与锌互溶,增强了钎料与母材的结合 界面处的电极电位提高 在铝表面镀Cu或者Ni 改善
22、了润湿性和结合性 电极电位发生有利于抗腐蚀性提高的变化 采用铜镀层的电极电位分布 采用Zn基钎料的电位分布2. 各类铝合金的硬钎焊性 纯铝和铝锰合金1) 良好的钎焊性能 铝镁合金1) 镁含量大于1.5%wt时,对焊接性产生很大的影响2) 镁含量增加,表面氧化镁增多,现有钎剂不能有效去除3) 超过2.5%时,钎焊很困难 硬铝合金1) 温度超过505C时,发生过烧,强度和塑性显著下降2) 缺乏合适的钎料3) 超硬铝在470C时就发生过烧,需要快速加热方法(浸沾钎焊) 锻铝1) LD2的固相线温度593C,容易控制钎焊温度2) LD6的固相线温度555C过烧敏感性大于LD23. 铝合金浸沾钎焊时钎剂
23、(熔盐)中为什么不使用氯化锌? 浸沾钎焊中钎剂不但起去膜作用,而且是加热介质。由于焊件在钎焊时要与大量的熔化钎剂接触,加入氯化锌可能造成母材的溶蚀。4. 不锈钢钎焊的特点 表面氧化膜复杂w 除了Fe的氧化物外,还形成Ni、Cr、Mn、Ti的氧化物w Cr2O3稳定性高,难以去除或者需要活性强的钎剂w Ti的氧化物具有更高的化学稳定性 加热温度w 1Cr18Ni9Ti晶粒长大温度为1150 C,高于此温度晶粒会剧烈长大w 马氏体不锈钢n 必须经过适当的淬火和回火才能获得优良的性能n 钎焊温度或者与淬火温度相一致;或者低于回火温度 缺陷w 黄铜钎焊1Cr18Ni9Ti时的自裂w 镍基钎料钎焊时的间
24、隙控制5. 采用不等间隙改善钎焊不致密缺陷的原理不等间隙方法提高致密性的原理:不等间隙有利于减少小包围现象。对不等间隙来说,小间隙端的毛细作用最强,因此液体有首先填满小间隙的能力。无论从小间隙端添加钎料还是从大间隙端或侧端填缝,总是先填满小间隙,逐渐向大间隙发展。这样就大大减少了小包围的倾向,较易获得致密的钎缝。此外,不等间隙对间隙内已形成的气孔和夹渣也有一定的排除的可能性,因为被包围气体或夹渣都有向大间隙端移动的的倾向。6. 控制溶蚀的措施 正确的选择钎料:不应因母材向钎料的溶解而使钎料的熔点进一步下降。 钎焊温度切不可过高 保温时间不可过长 严格控制钎料用量(对于薄件的钎焊尤为重要)建议:以上是我总结出的答案,一些题提可能有些繁琐,仅供参考,班里还有其他版本,希望大家集中一下,集思广益,总结出自己的答案。 有些题不按原题出,但都在复习题的范围内,建议大家不要死记硬背。 NiuLina
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
