 模板及工件加工工艺
模板及工件加工工艺

《模板及工件加工工艺》由会员分享,可在线阅读,更多相关《模板及工件加工工艺(8页珍藏版)》请在装配图网上搜索。
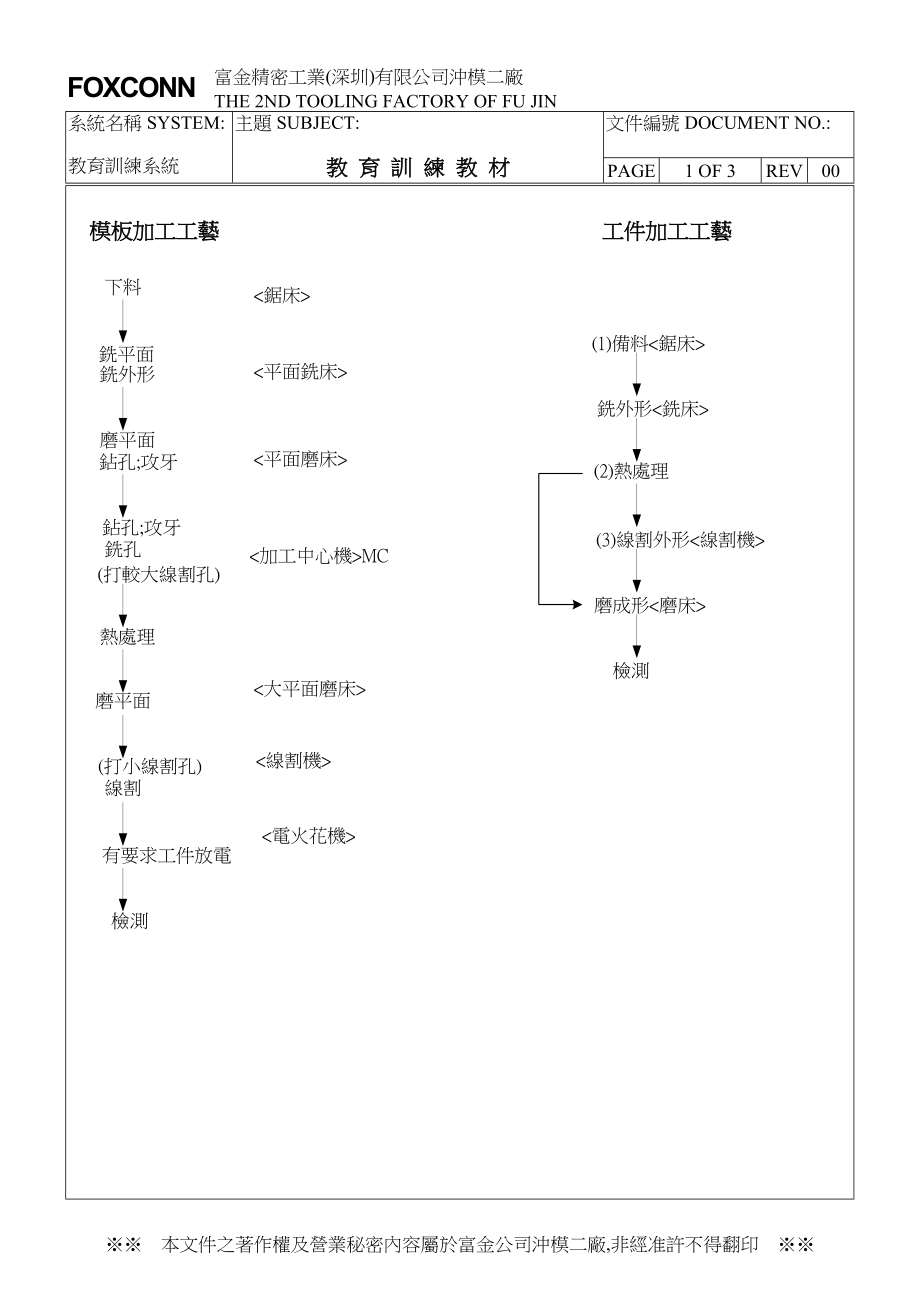
1、FOXCONN富金精密工業(深圳)有限公司沖模二廠THE 2ND TOOLING FACTORY OF FU JIN系統名稱SYSTEM:教育訓練系統主題SUBJECT:教 育 訓 練 教 材文件編號DOCUMENT NO.:PAGE8 OF 3 REV00模板加工工藝工件加工工藝 本文件之著作權及營業秘密內容屬於富金公司沖模二廠,非經准許不得翻印 1.加工工藝的基本流程1.1銑床加工流程審圖 下料(單邊留0.5mm加工余量) 選擇刀具粗銑(單邊留0.10mm加工余量精銑工件驗收(單邊留0.2mm加工余量)1.2:磨床加工流程 大工件鋸床 銑床磨床 粗磨(單邊留0.1mm加工余量) 精磨 審圖
2、 下料 工件驗收磨床 粗磨(單留0.1mm加工余量) 精磨 工件驗收1.3車床加工流程審圖 選擇刀具(磨刀) 粗車(單邊留0.1mm余量) 精床 工件驗收2.各模具零件在模具中的功能及組立常見問題2.1滑塊:功能: 脫料,成型.組立常見問題: a.滑塊無法裝入模板;b滑塊與模板配合不順;c.滑塊行程不夠(小於1/2HH).2.2壓板: 功能: 固定工件,防止滑塊脫落,方便滑塊裝拆.組立常見問題: a.壓板高於模板面;b鎖緊后滑塊無法滑動.2.3折刀:功能: 折彎模內起到成形,折彎作用.組立常見問題: a.折刀與夾板裝配太緊;b.折刀與夾板不垂直;c.折刀上滾輪槽太小;d.折刀上攻芽孔過緊;e.
3、折刀螺絲沉孔不夠;或螺絲過孔偏位;f.滾輪槽太利.e.滾輪槽位置不對.2.4定位塊(內定位,外定位):功能: 保証產品在模具內的精確位置.組立常見問題: 外定位:a.鎖固螺絲孔偏位;b攻牙孔不順;c.外定位位置不對.內定位:a.上模避位不夠;b.直升位過高;c.旁邊兩側無頂料銷;d.內定位置不對.2.5沖子:功能: 沖孔,下料.組立常見問題: a.無法裝入PP板;b.與SP間隙偏移或SP板裝沖子孔未清角,造成沖子無法在SP板上活動;c.沖子頭部無法埋入PP板內;d.沖子無法導入DB板;e.台階沖子SP板上過孔避位不夠.2.6成型模上模拼塊: 功能: 成型產品和方便修模.組立常見問題; a.組立
4、后尺寸偏大;b.拼塊無法完全貼緊上模板;c.拼塊螺絲孔或頂料銷孔位;d.無設計防呆,裝配不便.2.7鑲塊:功能: 方便修模,方便更換,增強模具壽命.組立常見問題: a.鑲塊無法裝入模板,未入間隙,未倒角;b.無防呆裝置;c.高度不合理;d.鑲塊沖孔位斜度未割;e.沉頭與挂鉤深度不符.2.8鉚合沖子:功能; 產品鉚合.組立常見問題: a.鉚合沖子角度及R角不合理;b.鉚合沖子高度不夠;c.鉚合沖子R角光潔度不夠.2.9.浮升導料銷:功能: 保証送料順暢,導正材料位置與托料.組立常見問題: a.導料槽未清角及未倒角;b.導料槽寬度不夠;c.浮升導料槽深度不夠.2.10浮升塊:功能; 脫料及保証送料
5、順暢.組立常見問題: a.頂面未倒角拋光;b.斜面不合理;c.高出下模板面.3.各種常見設計錯誤問題及處理方法:問題 處理方案(1).抽過橋入子未倒R角. (1).用合金銼修小R角.(2). (2)成形模間隙不合理. (2).通知設變或自行調整間隙,一般成型模間隙為T+0.1,翻板成形模間隙為T-0.05.(3).過橋入子內抽芽沖子高度不夠. (3).重新計算高度尺寸,投單自行新制.(4).未設計避位. (4)依產品實際尺寸決定是放電加工還是自行加工.(5).未設計漏料孔. (5).依實際狀況自行加工.(6).上打板定位避位不夠或未設計. (6).依實際自訂加大或線割.(7).氣頂杆設計偏高或
6、偏低. (7).依實際狀況,重新計算,自行修整.(8).固定銷設計錯誤,偏位. (8).通知設變,重新線割或自行配鉆.(9).N折包角處折刀過低. (9).依實際狀況加高並通知設計出圖.(10).設計螺絲孔編位或方向不對. (10).重新配鉆螺絲孔或銑大螺絲過孔.(11).設計沖子強度不夠. (11).設變,追加沖子補強過度或沖子分段設計.(12).五金配件及沖子遺漏. (12).通知設變追加.(13).漏設計落料斜度. (13).通知設變,自行追加配鉆留刀口直3.0MM或線割斜度.(14)模板未設計起吊螺絲孔. (14).自行追加起吊螺絲孔.(15).設計脫料力不夠. (15).設變,組立自
7、行加大脫料力或追加脫料銷.(16)頂料銷過長或過短. (16).重新計算所需高度,組立自行調整.(17).設計彈簧不合理. (17).重新調整所需彈簧或更換更大壓縮比之彈簧.(18).設計等高套筒不合理. (18).調整所需等高套筒行程,重新更換.(19).未設計壓線. (19).根據產品結構與折彎工藝性來設變追加.(20).易模模板設計硬度不夠. (20).設變,根據實際狀況是線割入子或重新加工模板.4.模具細部結構常見問題處理與注意事項常見問題 注意事項(1)抽芽A. 向下抽芽 a.下模不脫料. a彈簧力是否足夠b.抽芽破裂. b.抽芽沖子導正部分是否過大.c.抽芽偏位. c.沖子與凹模是
8、否有效間隙.d.抽芽高度不夠. d.間隙不合理或預沖過大.B.向上抽芽. a.下模不脫料. a.結構是否合理.b.上模不脫料. b.設計是否錯誤.c.有無效間隙.C.一次性抽芽. a.抽芽破裂. a.抽芽沖子R角是否合理.b.下模堵料. b.下模無落料漏孔.c.下模不脫料. c.彈簧力是否足夠.(2).沙拉.A. 條沙拉. a.深度不夠. a.沖子長充是否合理.b.斜面與實物不符. b.沖子成型面斜角是否合理c.同一產品上的多個沙 c.有無沖預沖孔.拉孔深度不一.d.沙拉外圓凸起. d.上墊腳分布是否合理.e.沙拉沖子斜面太條,模具壓列時直壁未與打板平.B.淺沙拉. a.斜面與實物不符. a.
9、沖子對主斜面是否合理.b.深度不夠. b.沖子長度是否合理.(3)推平. a推平不緊,有間隙. a.推刀與模板面間隙是否合理,壓線或壓筋是否太深.b.推平后尺寸偏差. b.是否有壓線.c.推平有擦傷或毛屑. c.推平上R角是否合理,光滑.(4)卷圓,壓平. a.有毛屑產生. a.折刀R角是否光滑,有無斜面過度.b.壓平有間隙. b.折刀高度是否合理,R角是否合理.(5).抽凸. a.抽凸破裂. a.上模沖子間隙是否正確,沖子R角是否合理b.抽凸高度不夠. b.沖子高度是否合理.c.抽凸后產品平面度不良. c.沖子有毛夾及有無回壓.d.凹模R角是否合理.(6).沖過橋: a.過橋破裂. a.沖子及凹模是否倒R.b.高度不夠. b. 沖子高度是否合理.c.有毛邊產生. c.沖子切口是否利角.d.過橋不平行. d.沖子高度是否合理.(7).N折. a.不平行. a.折刀是否有無負角,是否有壓筋.b.有無毛屑產生. b.沖子成形角是否太利.c.高度不夠. c.上下模是否設計合理.d.變形. d. (1) 間隙是否合理.(2).彈力是否足夠.(3).模具有無壓死.(4).彈力不均勻.(5).氣頂杆擺布不合理. .
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
