 15CrMo管道热处理方案
15CrMo管道热处理方案

《15CrMo管道热处理方案》由会员分享,可在线阅读,更多相关《15CrMo管道热处理方案(24页珍藏版)》请在装配图网上搜索。
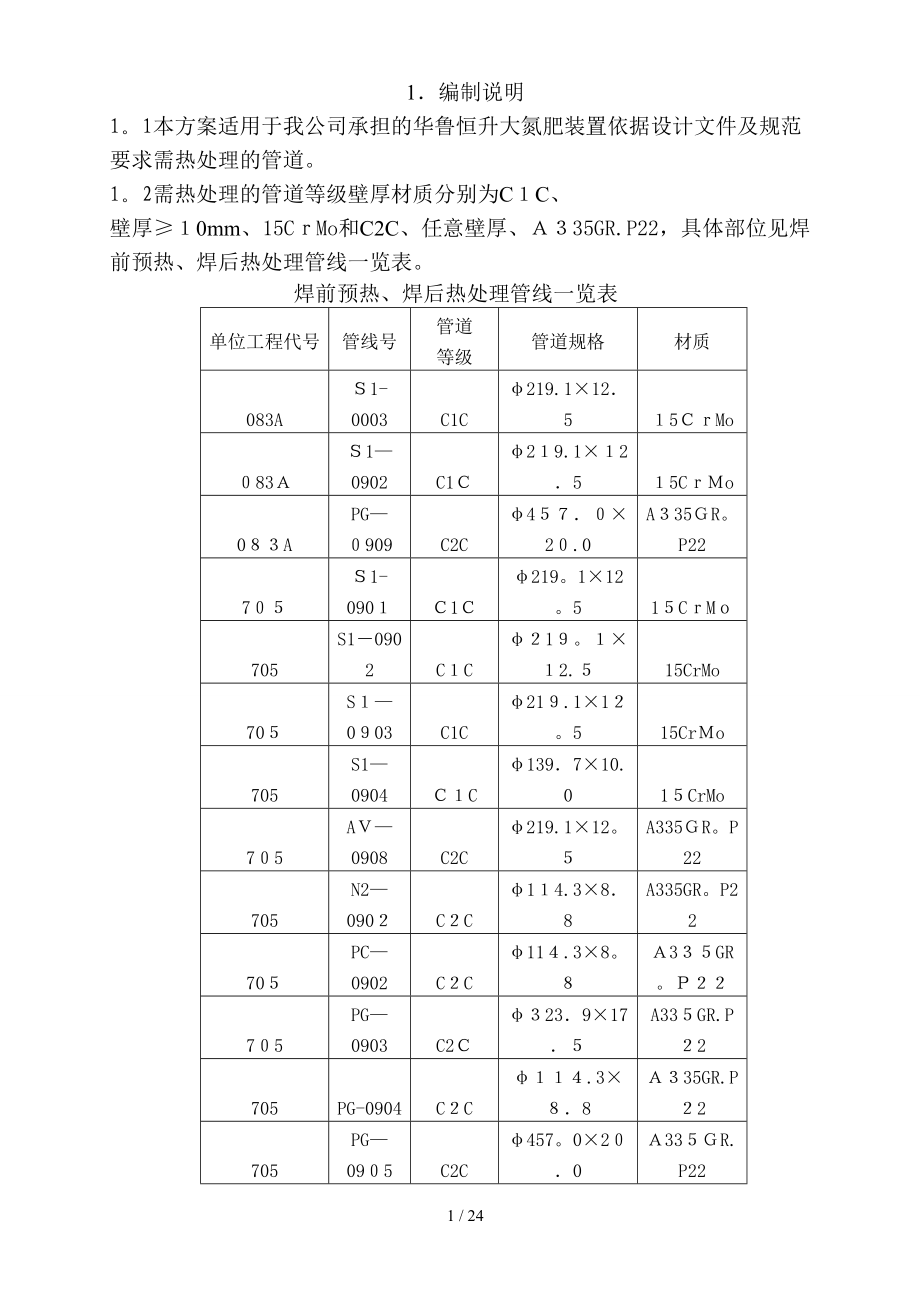
1、1编制说明1。1本方案适用于我公司承担的华鲁恒升大氮肥装置依据设计文件及规范要求需热处理的管道。1。2需热处理的管道等级壁厚材质分别为CC、 壁厚0mm、15CMo和C2C、任意壁厚、35GR.P22,具体部位见焊前预热、焊后热处理管线一览表。焊前预热、焊后热处理管线一览表单位工程代号管线号管道等级管道规格材质083A1-0003C1C219.11255Mo8310902C129.1255Co0APG909C2C42.0A35R。P2271-0901219。112。51CM705S10902CC1。2.15CrMo70S003C1C21.11。515Cro705S10904C139710.01
2、CrMo75A0908C2C219.112。A335R。P22705N2090CC14.388A335GR。P2270PC0902CC11.38。3GR。75PG0903C223917A33GR.P2705PG-0904CC.3835GR.P2705PG095C2C457。02033R.P22705PG00C2C57。20。0A33GR.275PG-007C2457。20.0A335GR。P22705PG-008C23.917。A35G。P2205P090C2C457。020。0A335G2275PG-912C47.000335GR.P2205P911C457.。A335G。2205PG-09
3、28C2C23。016.0A335G.22705PG-0929CC457.020.0A35G。22705PG09302C11.380A35GRP2205PG-0933C221。3533R.221.3管道安装执行本工程工艺管道安装施工方案1。4管道焊接执行本工程工艺管道焊接工艺指导书(WS)2编制依据现场设备、工业管道焊接工程施工及验收规范GB03698.2工业金属管道施工及验收规范B5035972.3工程联络单YdI028号24石油化工工程铬钼耐热钢管道焊接技术规程SH520913管道焊接及热处理程序焊后热处理方法、参数、硬度、记录审查熟悉图纸及设计文件焊接工艺评定材料检验与管理焊工培训考试编
4、制焊接施工WPS坡口准备与组对1.坡口尺寸、检查清理2.组对尺寸与定位焊理论与技能培训理论与技能考试签发合格证进厂复检入库储存焊条烘干发放使用回收记录预热方法、温度、范围焊接设备准备现场施焊1组焊工艺的实施2.焊接环境条件管理3.安全管理与施焊记录无损检查外观、射线、超声波4.焊前预热及焊后热处理.焊前预热及焊后热处理工艺要求管道等级材质焊前预热焊后热处理热处理曲线壁厚温度壁厚温度()时间(h)TC15rMo11500068011C2335G。P22650350任意壁厚751024。2焊前预热.21根据焊接工艺要求1C、CC等级管道采用氩电联焊,焊前预热温度可按上表规定的下限温度降低50。4.
5、2。2预热方法采用氧乙炔焰加热法。4。2.3预热应在坡口两侧均匀进行,防止局部过热, 预热范围是以对口中心线为基准两侧各不小于三倍壁厚,且不小于 1 毫米,加热区以外的10 毫米范围内应予以保温,以减小温度梯度。42.4预热温度可用测温笔或触点式温度计进行测量.测量点应在整个圆周均匀分布。4。3焊后热处理43。1需热处理的焊缝应及时进行无损检测和热处理.4。2 管道的焊后热处理采用电加热法。在热处理过程中应能准确地控制加热温度,且使焊件温度分布均匀。4。3.3 热处理的加热范围以焊缝中心为基准,两侧各不小于焊缝宽度的三倍,且不小于25 毫米,加热区以外的 00毫米范围应予保温。4.3。热处理加
6、热应均匀。恒温时,在加热范围内任意两点温差应低于 50 。4。35热处理温度控制要准确,热处理过程中恒温温度偏差不应超过10 。.3。6 测温采用热电偶,并用自动记录仪记录热处理曲线。测温点在加热区域内,且不少于两点。4。4对于管道等级为C1C的壁厚10mm、1CrM(S高压蒸汽)管道热处理曲线确定:4.41升温:当温度升至30以上时加热速率为220/h。44.2恒温:焊后热处理的恒温温度为80,恒温时间为1小时。.4.3降温:恒温后的冷却速率为27/。30以下可自然冷却。4。5对于管道等级为CC、任意壁厚、A35GR.P22的管道热处理曲线确定:4。5.1升温:当温度升至30以上时加热速率为
7、20h。.5.2恒温:焊后热处理的恒温温度为721,恒温时间为为小时。4.53降温:恒温后的冷却速率为25/h。30以下可自然冷却。5.焊缝检验.1焊缝热处理前,焊口应进行无损检测,并合格。5。2管道对接焊口的探伤比例按下述要求执行(探伤标准J47304):5.1管道等级为C1C/C2C的固定口、补偿器探伤比例0,级合格,其他焊缝探伤比例20(含固定口),且不少于1道。补偿器处各焊口做磁粉(MT)检验,级合格。5焊接接头的热处理质量应用硬度测定法进行检查。5.3。1当管子外径大于57mm时,检查热处理焊口总数0;当管子外径小于57mm时,检查热处理焊口总数%;且不少于1个焊口。3.2硬度测定,
8、每个焊口不少于一处,每处点(焊缝、热影响区、母材各1点)。5。33焊缝硬度值符合设计要求。焊缝硬度偏差不超过布氏硬度H+0.焊后热处理完成后,应对热处理焊口的10%做超声波探伤和渗透检验,以无裂纹为合格。6.管道热处理后应按H2237中表1及时填写热处理报告。7.安全注意事项及文明施工7。安全思想不放松,进入施工现场必须戴好安全帽、登高作业必须系安全带,临时工作平台也要搭设牢固、稳妥;7.2严格按操作规程进行工作,经常检查设备是否完好,防止漏电事故发生;7.3搞好文明施工工作,及时回收废保温棉、加热带,做到工作环境清洁;7。4其余未尽适宜应学习石油、化工施工安全技术规程SH0599。8。质量保
9、证体系总质量保证师 范学东质量检验工程师 汪宏武材料控制工程师 南春友无损检测工程师 潘 杰热处理工管道控制工程师 刘 名无损检测人员9.安全控制组织机构图项目部施工经理 李永平项目经理 王国伦HSE工程师 王晓东施工队安全员各作业班组施工队长中国石油化工总公司(行业)标准石油化工工程铬钼耐热钢管道焊接技术规程SHJ 5291主编单位:中国石油化工总公司北京燕山石油化工公司建筑安装工程公司批准部门:中国石油化工总公司施行日期:1991 年 月 1日199 北京中国石油化工总公司文件中石化(99)建字 7 号关于颁发石油化工工程铬钼耐热钢管道焊接技术规程等三项标准的通知各直属公司、总厂、厂、院:
10、现批准下列标准为中国石油化工总公司(行业)标准:一、北京燕山石油化工公司建筑安装工程公司主编的石油化工工程铬钼耐热钢管道焊接技术规程,编号为 SHJ520-91: 二、中国石油化工总公司第十建设公司主编的石油化工仪表施工技术规程,编号为 HJ5219; 三、北京燕山石油化工公司建筑安装工程公司主编的石油化工绝热工程施工工艺标准,编号为 SHJ52-91 。以上三项标准自一九九二年七月一日起实行。各项标准章节条款分别由主编单位负责解释。中国石油化工总公司一九九一年十二月三十一日编制说明本规程是根据中国石油化工总公司(8)建标字第 84 号文的通知由我公司主编的。在编制过程中,进行了比较广泛的调查
11、研究,总结了多年来石油化工工程中铬钼耐热钢管道施工及验收经验,并征求了有关设计、生产、施工等方面的意见,对其中的主要问题行了多次讨论,最后经审查定稿。在本规程施行过程中,如发现需要修改或补充之处,请将意见和有关资料函告总公司施工规范管理站(通信地址:天津市4 信箱转),以便今后修订时参考.中国石油化工总公司北京燕山石油化工公司建筑安装工程公司一九九一年七月第一章 总则第.0。1条 本规程适用于石油化工工程铬钼耐热钢管道(包括工业炉管)的焊接施工。管道材质为铬钼耐热钢及其与碳素钢(C 0)、铬镍奥氏体钢组成的焊接接头。焊接方法为手工电弧焊和非熔化极氩弧焊。第 12 条本规程所依据的技术标准如下:
12、1。工业管道工程施工及验收规范(金属管道篇)(GBJ35 82) 2.现场设备、工业管道焊接工程施工及验收规范(BJ36 8) .炼油厂管式加热炉碳钢和铬钼钢炉管焊接工程技术条件(GBJ103 -84) 4。石油化工剧毒、易燃、可燃介质管道施工及验收规范(SJ501 5) 5。石油化工工程焊接工艺评定(SH509- 8).钢熔化焊对接接头射线照相和质量分级(G3323 87) 7。锅炉和钢制压力容器对接焊缝超声波探伤(1152 1) 锅炉压力容器焊工考试规则劳人锅(988) 号.钢制压力容器磁粉探伤(B365 85) 0.钢制压力容器(GB15 89)附录 渗透探伤第 1。0.3 条执行本规程
13、的同时还必须符合设计文件的规定。第 .0.4 条 安全技术、劳动保护等应按国家有关法规及中国石油化工总公司炼油、化工施工安全规程(SH15- 87)的有关规定执行.第 。05条 管道焊接施工宜按图 1。0。5 的程序进行。第二章 材料第一节 管材与管件第 2。1.1条管材、管件(包括进口材料)应具有出厂合格证或质量检验证明书。其检验项目和技术指标应符合国家标准或行业标准及有关技术条件的要求.材质合格证应包括:钢号、炉批号、规格、化学成分、力学性能、供货状态及材料标准号。若项目指标不全或对其材质有怀疑时,应予以复验.第 2.1.2 条 经验收合格后应做上合格标记。入库贮存应按不同材质、规格分别放
14、置,妥善保管.第 2。13条 常用铬钼耐热钢管的化学成分及常温力学性能见表2。1.3 。国外材料应符合合同规定的材料标准.第2.1。4 条 材料在使用前应核对其材质、型号和规格。第2。1. 条 管子、管件使用前应做外观检查,其表面质量应符合下列要求:一、表面无裂纹、缩孔、折叠、重皮等缺陷;二、若表面存在局部锈蚀凹陷时,必须保证最小壁厚。第 2。6 条 若管材表面局部存在不允许的缺陷时,应予以消除。但缺陷消除后管壁厚度不应小于最小壁厚。第二节 焊接材料第 2。 条 焊接材料的选择应根据被焊管材的化学成分、力学性能以及使用和施焊条件综合考虑。选择原则规定如下:一、一般应选用被焊管材化学成分相当的焊
15、接材料;二、焊缝金属的强度值应不低于管材标准值的下限.常用铬钼耐热钢焊接材料的选用见表 21.第 2。2.2 条 当管道工作温度低于 25 ,且因现场施工条件限制难于进行焊后热处理时,经设计部门同意,可选用高铬镍(25%Cr13Ni 以上)奥氏体焊接材料进行焊接,焊后不做热处理。第。.3条 由铬钼钢组成的异种钢焊接接头焊接材料的选用一般应符合下列规定:一、铬钼钢与碳素钢或不同钢号的铬钼钢之间组成的焊接接头,可按合金含量较低一侧的钢材选用焊接材料;二、铬钼钢与奥氏体钢组成的焊接接头,且工作温度低于 425 时,应选用 2Cr 13Ni 以上的奥氏体焊接材料;当工作温度高于 25 时,应选用镍基焊
16、接材料。(镍30) 异种钢焊接材料的选用见附表 1 .第 2。2.4条 铬钼钢管道焊接所用焊接材料应有出厂合格证,其检验项目和技术指标应符合下列规定:一、焊条符合低合金钢焊条(GB518 85)和不锈钢焊条(B98 85)的规定.二、焊丝应符合焊接用钢丝(G1300 7)的规定。常用铬-钼耐热钢焊接材料的选用 表 2。21钢号 焊条氩弧焊丝旧型号新型号统一编号电建牌号国标牌号2CMo TRCrMo7 E515- 热 27 TIGR30 H3Cro1C TCro7 E1-B2 热 30 T3H13CrMo20o TRCr1MoV-7 E555-2-V 热 37TIG310CroV12C1MoV
17、TCr1MoV7 E515B2 热31 TIR31 H08CrMVZ15C1Mo Tr1MoVW-7 555B2V 热 327 GR31 HCrV1Cr2Mo TRCr2Mo-7 6015B3 热 407 TIGR40 H08r2o12Cr2M TRCr2o1-7 E0B3 热 40GR40 08Cr2M12Cr2MoWTB Tr2MoWV 5153VWB 热347 G-R40 H8C2oVNb2CroViTiRCr3Mo1VN7 55B3VNb 热 47 TIG40H08r2MVNb1r5Mo TC5Mo1 E15M-15热 507 H1C5Mo注:指能源部电力建设系统开发的专用氩弧焊丝三、
18、未列入国家标准的焊接材料应符合合同规定的技术条件。焊接耐热钢常用焊条熔敷金属的化学成分和力学性能见附表 1 2 。焊丝化学成分见附表 1 3。第 22。5 条 进口焊接材料也应具有检验合格证或合格标记,并符合合同规定和技术标准。第2。2.6条 施工单位应对焊材进行验收,验收合格后,应做上合格标记入库贮存,妥善保管。第2。2. 条 若合格证遗失或对合格证有怀疑时,应按相应标准进行复验,复验合格方可入库。第 2。8 条焊材的贮存、保管应符合下列规定:一、焊材库必须干燥通风。库房内不得放置有害气体和腐蚀性介质。二、焊材应存放在架子上,架子离地面的高度和与墙壁的距离均不少于 30 毫米,并严防焊条受潮
19、。三、焊材应按种类、牌号、批号、规格和入库时间分类堆放。每垛应有明确的标注,防止混放。四、焊材贮存库内应设置温度计、湿度计,保持库房内温度不低于 ,空气相对湿度不高于6,并做好记录.第 22.9 条 焊材的领用、发放应符合下列规定:一、焊条应设专人负责保管、烘烤、发放和回收,并有详细记录.二、焊条使用前应按焊条说明书或按表2。2。8的规定进行烘干。焊条的烘干温度 表2.8焊条药皮类型烘干温度 恒温时间( h ) 待用温度铬钼低氢型 35 400 1 120铬钼奥氏体低氢型 0 250 2 00 120氧化铁、钛钙型50 - 00 1 0 100纤维素型 0 -0050 三、烘好的焊条领出后,超
20、过4 小时不用,应重新烘烤,且重烘次数不得超过两次.第 22.10 条 焊丝使用前应进行清理、除油、除锈.第 2。2.1 条 氩弧焊所用的氩气纯度应不低于 999%,且含水量不大于 5ml/立方米。第三章 焊前准备第一节焊接工艺评定第 31.1 条 焊接工艺评定的方法和内容执行石油化工工程焊接工艺评定(H509 88)的规定。第 312 条 焊接工艺评定前应参照表 12 拟定初步焊接工艺。管子手工电弧焊工艺参数 表 1.2 1壁厚(mm)坡口形式焊条直径(mm) 焊接电流() 电弧电压()管子垂直固定 2。570 92 1。5 8。 V 。2 05 12 21 -24管子水平固定 2。5 0
21、902 24 .2 5 10 22- 25管子垂直固定 3.285 - 101 - 4 8 V 40 12 15022 5管子水平固定 32 85 102 24。005 3 222管子垂直固定 32 5 - 105 21 -240 0 22 20 U 5。0 230 250 23 26管子水平固定 3。2 8 10521 210 125 22 -5 5。 20 - 22 3 26管子手工钨极氩弧焊工艺参数 表3.1.2 2钨极 焊丝直径 焊接电流 电弧电压 氩气流量喷嘴到工件距离牌号 直径(m)(m) (A)()(lmin) (mm)WT5 3 2 -555 125 1 1210 - 158
22、10第 31.3条 焊接工艺评定合格后应编写焊接工艺评定报告(POR),经审查后作为编制焊接工艺的依据,存档备查.第二节 焊工第 3.2。1条 凡参加铬钼钢管道焊接的焊工必须按劳动人事部颁发的锅炉压力容器焊工考试规则或现场设备、工业管道焊接工程施工及验收规范(BJ36 - 82)第六章规定及业经评定合格的焊接工艺进行考试.考试合格的焊工方能承担相应项目的焊接施工任务。第 32. 条 凡进行焊接工艺评定的焊工,待工艺评定合格后则该焊工为相应项目的合格焊工.第三节 坡口加工及检查第3。1 条 坡口型式及尺寸的选用应根据易于保证焊接质量、填充金属量少、熔合比小、便于操作等原则综合考虑。若设计无规定时
23、,可参照表 .。1 进行选用。第 3.3。2条 管子切割及坡口加工宜采用机械方法。当采用氧乙炔火焰切割时,应清除溶渣、氧化皮,并将表面凹凸不平处打磨平整。第 3.3.3条 坡口加工后应进行外观检查。坡口表面不得有裂纹、分层等缺陷。第 3。3. 条 若设计要求对坡口表面进行无损探伤时,应执行现行标准磁粉探伤(JB35 85)或钢制压力容器(GB50 89)附录 H 。探伤范围为坡口及其两侧各 20 毫米处。第 4.。2 条焊接环境条件应符合下列规定,否则应采取有效的防护措施。一、环境温度不低于 0 ;二、电弧焊时风速 米/秒;TI焊时,风速 2 米/秒;三、相对湿度小于9; 四、无雨、雪天气。第
24、 。1.3条 焊接施工过程中及时填写焊接工作记录.表格见附表 2 1 .第二节 预热第 21 条 管道施焊前应根据钢材的淬硬性、焊接环境、焊件刚性及焊接方法进行预热。常用铬钼钢管道预热温度的选择见表4。2.1 。常用铬钼钢管道预热温度 表 2。1钢号壁厚( mm)预热温度()1CrM 15 150 200 15CrM 12 50 250Z20CrMoV 6 50 350 12CrMo 6 200 300 ZG5C1MoV 6 50 35 1Cr2o 20 302r2o 6 25 3502Cr2MWVTiB 20 350 r3MoVTiB 50501C5M 任意 20 50注:若环境温度低于 0
25、 时,预热温度取上限,且低于表中规定厚度也应进行 0 0 的预热。第 4.2。2 条 预热方法宜采用电加热法,无条件时,也可采用火焰加热法。第 42条 预热应在坡口两侧均匀进行,防止局部过热。第 4.24 条 预热范围是以对口中心线为基准两侧各不小于三倍壁厚,且不小于 50 毫米,见图 24 。对C5 等合金成分较高的管道其预热范围不小于 100 毫米。加热区以外的10 毫米范围内应予以保温,以减小温度梯度。图 4。2。加热范围第 4。2. 条 异种钢焊接时,预热应按淬硬倾向大的一侧进行,且预热温度应取该钢种焊接时要求预热温度的下限。铬钼耐热钢与奥氏体钢组成的焊接接头,奥氏体钢一侧不预热。第
26、。6 条预热温度可用测温笔或触点式温度计进行测量。测量点应在整个圆周均匀分布。第三节 焊接第 43. 条铬钼耐热钢管道施焊前应编制焊接工艺说明书或焊接施工方案、经施工技术负责人审核、批准后实施。第3.2 条 管道的手工电弧焊、钨极氩弧焊应严格执行焊接工艺说明书的各项规定。第 4。3.3条 达到预热湿度后立即进行底层焊道的焊接,且应一次连续焊完。底层焊道要求焊透、成型好,且厚壁管底层焊道焊肉厚度不得小于3 毫米。第。34 条 底层焊道宜采用钨极氩弧焊方法进行焊接,用奥氏体焊材焊接时,管内应充氩气保护。第 。3 条 底层焊道完成后一般应立即进行面层焊道的焊接,且应在保持预热温度的条件下,每条焊缝一
27、次连续焊完.如中断焊接,应采取后热、缓冷等措施。再行焊接前应进行检查,确认无裂纹后方可按原工艺要求继续焊接.第 36条多层焊时层间温度应等于或稍高于预热温度。每层的焊条接头处应错开。第 4。7 条 多层焊时,其层数(n)一般符合下式规定:nS= + 301 。式中焊层数; 管壁厚度(mm)。第 。.8 条 焊口焊完后若不能及时进行焊后消除应力热处理时,应立即进行 303 ,15 30 分钟后热处理,然后保温缓冷.第 4.9条 钨极氩弧焊时所用的钨极直径应根据电流的大小进行选择.不同规格的钨极,其许用电流范围见表 4.3。 。钨极的许用电流(A) 表4.9钨极 2。5 3。 40。0钍钨极 7
28、1110 一 60140- 250 20 35钨极 比同直径的钍钨极电流增加 8钨极端部应进行修整,其尺寸和形状参见图 43。图3 钨极端部尺寸和形状第 4。. 条 安装管道冷拉口(预拉伸)所用的非焊工卡具需待焊口焊接和热处理完毕后方可拆除.第四节 焊接检验第 4.1条 焊后首先对焊缝进行外观检查。检查前应将焊缝表面的熔渣、飞溅等清理干净。焊缝的外观质量应符合表 。4。1 的规定:焊缝的外观质量检查表 .4.1焊缝外形尺寸 焊缝表面缺陷焊缝 焊缝 焊缝每裂纹 咬边尺寸成型 余高 侧增宽 气孔 深度 长度(mm) (m) 夹渣(mm) (mm)与母材圆 32 不允许 05 10%L滑过渡表中 1
29、 :焊缝两侧咬边的累积长度.L:焊缝总长。第4。4.条 管道焊缝无损探伤数量和内部质量标准应按设计规定执行。若设计无规定时,应按下列要求进行.一、管道分类管道分类 表 4.2 - 1材质 工作温度工作压力(兆帕) 铬钼钢 40 任意0 9。81 3。93 98 7.9 1.57注: 1.剧毒介质的管道为类管道;除类管道外,有毒介质,甲、乙类火灾危险物质的管道均应升一类。二、无损探伤数量执行表 4。4.22 的规定:管道焊缝无损探伤数量 表 4。4.2 管道类别 探伤数量(%)类管道及类管道固定焊口 0类管道固定焊口40类及类管道的转动焊口 1类管道固定焊口 类管道转动焊口 三、管道焊缝无损探伤
30、方法宜采用射线探伤法。执行钢熔化焊对接接头射线照相和质量分级(B332 7)附录 的规定,合格等级为级.若壁厚超过 1毫米或其它原因也可采用超声波探伤方法。四、若选用超声波探伤时,应对超声波探伤的部位做射线探伤复验.复验长度为探伤长度的 0,且不小于 30 毫米或一个焊口。五、超声波探伤方法和评定标准为:锅炉和钢制压力容器对接焊焊缝超声波探伤(J1581)级合格。第 .。3条 规定进行局部无损探伤的管道,每条管线,每个焊工均应按规定比例进行抽查。若探伤结果不合格时,除对不合格焊缝进行返修外,尚应对被查焊工所焊同类焊缝按原定比例加倍探伤。若仍有不合格者,则应对该焊工在该管线上的全部焊缝进行探伤。
31、第五节 焊缝返修第 4.1条 要求焊后热处理的管道,焊缝返修应在热处理前进行.若热处理后还需返修,返修后应再做热处理。第 45。 条 焊缝返修程序见图4.5 。第 53条 缺陷消除可采用砂轮打磨或探弧气刨方法.磨槽或刨槽需修整成适合补焊的形状,并经着色检验确认缺陷已被清除后方可补焊。第 45。 条 返修时采用与正式工程相同的焊接工艺,且取预热温度的上限,预热范围也应适当扩大.第4。5条 返修部位应按原探伤方法进行检验,以无超过原订标准的缺陷为合格。第4。5.6 条 同一部位的返修次数不应超过两次。若超次返修应分析原因、制定措施,并经施工单位项目技术负责人批准。第 4.7 条 返修部位、次数及检
32、验结果均应记入标有焊缝位置的单线图中。第六节 焊后热处理第 461 条管道的焊后热处理应按设计要求进行.若设计无具体要求时,按本规程执行。第4。62 条 管道的焊后热处理宜采用电加热法.在热处理过程中应能准确地控制加热温度,且使焊件温度分布均匀。第 4.3 条 热处理的加热范围以焊缝中心为基准,两侧各不小于焊缝宽度的三倍,且不小于 2 毫米,加热区以外的10 毫米范围应予保温.见图4。6.3 。第 .6。4 条 焊后热处理温度应低于母材供货状态下的原回火温度。焊后热处理的规范参数见表4.6.4 。第 4.5 条 加热应均匀。恒温时,在加热范围内任意两点温差应低于 5 .图 4.6.3 加热范围
33、第4.。 条温度控制准确,热处理过程中恒温温度偏差不应超过2 ,且不超过热处理的温度范围.第 46。7 条 测温宜采用热电偶,并用自动记录仪记录热处理曲线。测温点在加热区域内,且不少于两点。第 4。6.8 条焊接接头的热处理质量应用硬度测定法进行检查,内容见4.6.8。第 4。6。9 条不同铬钼钢之间的焊接接头或铬钼钢碳素铝的焊接接头其热处理温度应按合金含量高者的下限。焊后热处理温度见附表 1-1 。第 。.0条 不同厚度焊件组成的焊接接头焊后热理按厚者进行。第 .611 条 焊后热处理完成后,应对热处理焊口的10%做超声波探伤和渗透检验,以无裂纹为合格。第 4。6。1 条管道热处理后应及时填
34、写管道热处理记录格式见附表 2。焊后热处理参数 表 4。.4参数内容 热处理曲线升温速度 .升温过程中对30以下可不控制2.升温至 3 后,加热速度不应超过 02/(/h),且不大于 2 /h(式中: s 为壁厚,mm)钢号 壁厚() 温度()12Co 2 650700热 15Cro 65700处 G20CMV 6720750理 12C1M205温ZG1r1M1V 720750度1Cr2o 0502Cr2Mo 任意厚度 207512Cr2MoWVTiB 任意厚度 750780Cr3MViTiB任意厚度7507801r5Mo 任意厚度5070恒温时间 每毫米壁厚恒温时间 3 分钟,且不少于 30
35、分钟。冷却速度.恒温后的冷却速度不应超过 25 米 5/s(/h),且不大于 275 /h 。30 以下自然冷却。热处理后硬度测定表 46。8项目 内容检查焊口数量 管子外径大于57m 时,检查热处理焊口总数 1;管外小于或等于 7时,检查热处理焊口总数的 5。且不少于一个焊口硬度测定每个焊口不少于一处每处三点。如图所示1.焊缝; 2。热影响区; 3.母材合格标准 焊缝硬度一般不超过母材布氏硬度 B+00;当含 C 2时, HB 30不合格处理硬度值超过规定,加倍检查。仍不合格重新热处理,并做硬度测定第五章 工程验收第 501 条 水压试验前、由建设单位与施工单位对下列各项内容进行复查并签证:
36、一、管道焊接施工是否与设计文件相符;二、管道焊接施工质量是否符合本规程及其它相关标准规范;三、管道施焊记录是否正确、齐全;第5.0。2 条 工程交工验收时,施工单位应提交下列技术文件:一、标有焊缝位置的单线图;二、设计变更及材料代用联络单;三、现场管道焊接工作记录:(附表 2 1)。四、管道热处理记录;(附表 2 一 2).五、管材、管件及焊接材料的合格证明书或复验报告.附录一 常用数据表附表 - 1 焊接异种钢的焊条(焊丝)及焊后热处理温度推荐表焊条焊丝 热处理温度().J26 , J427 .R40 a H08MnA a TG - 50 一般不处理56 ,07 8347 CrM b IG
37、R10 - 20602R107 。R47 c HCrMo c IG R30 C- 657003.R207 10507 d H0MoV TIG -R3 D 2050。3 11。0, A07 e H0Cr2Mo1 e - TG R40 E 75780R317A0 , A407 f - 082MoVNb6.R327 12.A132 , A17 g 1CrMoh HCr2i13Hr2N21i H1Cr19ibC 1 a AMoMo 1 B 2 b B12 Cr- 12 Mo1Cro a - 2- C3 c - C1Cr 12Mo 1rMo 1 a 2- b C c C 4 - c - 12Cr-12M
38、o ZG20CrMoV 1 - a 2 b 3 4 c 5 dD1-2 MV Cr1Mo 1 - b D 3 D4 -c 5 d-D 5-d D1Cr1o ZG15Cr1o1V 1 a D2 b- D 3 c D 4 c D d D 6 d 2r- 2 Mo 1Cr2Mo1 a - D 2- b -D3 D4 - c D 5d D d - D d D 7 e - 2 14 C-Mo12Cr2Mo 1 a D2 b 3c D 4 c 5 d D 6 - d D 7 e D DCr- 1 o- 12Cr2MWB 1- 2 b 3 -c 4 c E -E5 - E d - 7 E 7 e E 8 -
39、f 3Cr-Mo-i 2Cr3MoSTiB 1 a E 2 b E3 - c E 4 - cE5- d 5 - E 6 d 7 e -E7 e E8 f - f- E5Cr Mo Co -a E b E3 c E 4 E - 5 d - 6 d E 7 - - E 7 e E f E9- f - E 10 g-E18C8N 9N9 11 h- 11 h A 11 - h A 11 - h A1 h A 11 - A 1 1 A11 - h A - A 11 hA h A 12 i- A钢的公称成分 国产钢材牌号 Mo2 r1 o Cr- 12 12 Cr 121C 12 MV 1Cr1MoV 2C 12Mo21Cr-o 2Cr 12 MVW 3Cr1o-VTi5Cr- 12 M 18Cr-Ni注:表中 a、 、d 、 e 焊丝为能源部开发的专用氩弧焊丝,可分别对应于 a 、 、 、 d 、 e 焊丝使用。文中如有不足,请您指教!24 / 24
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
