《8D失效分析报告》由会员分享,可在线阅读,更多相关《8D失效分析报告(3页珍藏版)》请在装配图网上搜索。
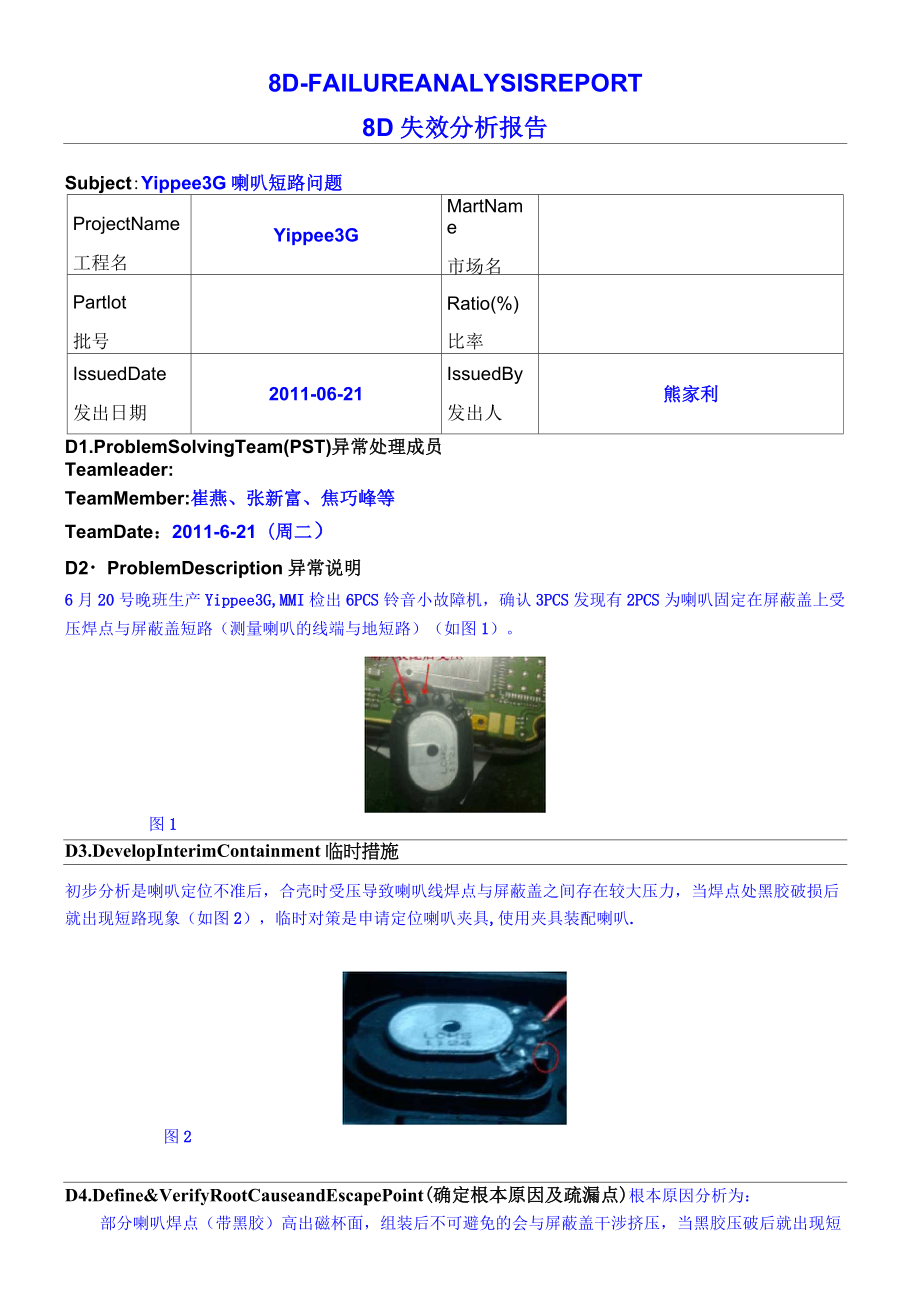
1、8D-FAILUREANALYSISREPORT8D失效分析报告Subject:Yippee3G喇叭短路问题ProjectName工程名Yippee3GMartName市场名Partlot批号Ratio(%)比率IssuedDate发出日期2011-06-21IssuedBy发出人熊家利D1.ProblemSolvingTeam(PST)异常处理成员Teamleader:TeamMember:崔燕、张新富、焦巧峰等TeamDate:2011-6-21(周二)D2ProblemDescription异常说明6月20号晚班生产Yippee3G,MMI检出6PCS铃音小故障机,确认3PCS发现有2P
2、CS为喇叭固定在屏蔽盖上受压焊点与屏蔽盖短路(测量喇叭的线端与地短路)(如图1)。图1D3.DevelopInterimContainment临时措施初步分析是喇叭定位不准后,合壳时受压导致喇叭线焊点与屏蔽盖之间存在较大压力,当焊点处黑胶破损后就出现短路现象(如图2),临时对策是申请定位喇叭夹具,使用夹具装配喇叭.图2D4.Define&VerifyRootCauseandEscapePoint(确定根本原因及疏漏点)根本原因分析为:部分喇叭焊点(带黑胶)高出磁杯面,组装后不可避免的会与屏蔽盖干涉挤压,当黑胶压破后就出现短路,目前有两家供应商供应此喇叭,图3所示为供应商联创的规格书,可以看出P
3、CB是浮于喇叭塑胶件上的(红圈处),而图4所示为供应商豪声的规格书,PCB是沉于喇叭塑胶件里的(红圈处),从设计上看,豪声的设计优于联创,更能保证喇叭焊点低于磁杯面。前期评审中默认此处焊点就是低于磁杯面,没有太多关注,后续评审对于此种设计需提醒项目组对焊点高度做重点尺寸标注,来料重点管控。D5.Choose&VerifyPermanentCorrectiveActions(选择和确定永久措施)针对根本原因,一方面由SQA同事对供应商来料做重点尺寸管控,要求来料的喇叭焊点需低于磁杯面,另-方面由项目组推动供应商联创更改设计方式,把PCB沉于喇叭塑胶壳里面,以此达到喇叭焊点与磁杯面有0.2mm以上的间隙。D6.Implement&ValidatePermanentCorrectiveActions(执行和验证永久措施)D7PreventRecurrence(防止再发生)CHKLIST:D8.RecognizeTeam&IndividualContributi(恭贺团队和个人)Author报告人:熊家利Review审核:LiabilityDeptMinister责任部门部长:
 8D失效分析报告
8D失效分析报告