《电子束焊接设备的计算机集成控制系统设计》由会员分享,可在线阅读,更多相关《电子束焊接设备的计算机集成控制系统设计(5页珍藏版)》请在装配图网上搜索。
1、电子束焊接设备的计算机集成控制系统设计叶汉民,刘晓菲桂林理工大学 信息科学与工程学院,广西 桂林 541004)摘要:本文介绍了一种基于计算机和PLC控制技术的电子束焊接控制系统。通过PLC控制技 术实现焊接过程的自动化,并采用高频逆变高压电源,实现高压的自动化联锁保护,改善电 子束斑品质、提高焊接工艺。结合设备的技术要求和工艺需要,设计了计算机通信软件和 PLC应用软件。最后,通过设备的实际运行验证该设计方法的可行性。关键词:PLC;电子束焊接;咼压电源;控制系统 1引言电子束焊接技术是 20 世纪 60 年代从高 能物理中发展起来的一门高新加工技术,融 合了当今先进的科学技术,并成功应用到
2、国 民经济如原子工业、特别是国防工业、航空 工业、汽车制造、自动控制等对电子束焊机 有特殊工艺要求的领域。它包含了 PLC技术、 计算机、自动控制、精密机械、电磁场与高 电压工程、真空技术、数控技术等多种专业 学科的机电一体化新技术1。本文重点研究 智能控制技术和计算机技术在电子束焊接 设备中的集成设计方法,并通过设备的实际 运行结果验证设计方法的可行性。2 高压电源及其控制系统的组成在电子束焊接过程中,要求电子束重复 性好,工艺稳定,焊缝成型好,电子束焊设 备能长期稳定可靠工作,而高压电源及其控 制系统是电子束焊设备的关键部分,它主要 为电子枪提供加速电压,其性能的好坏直接 关系着设备工作的
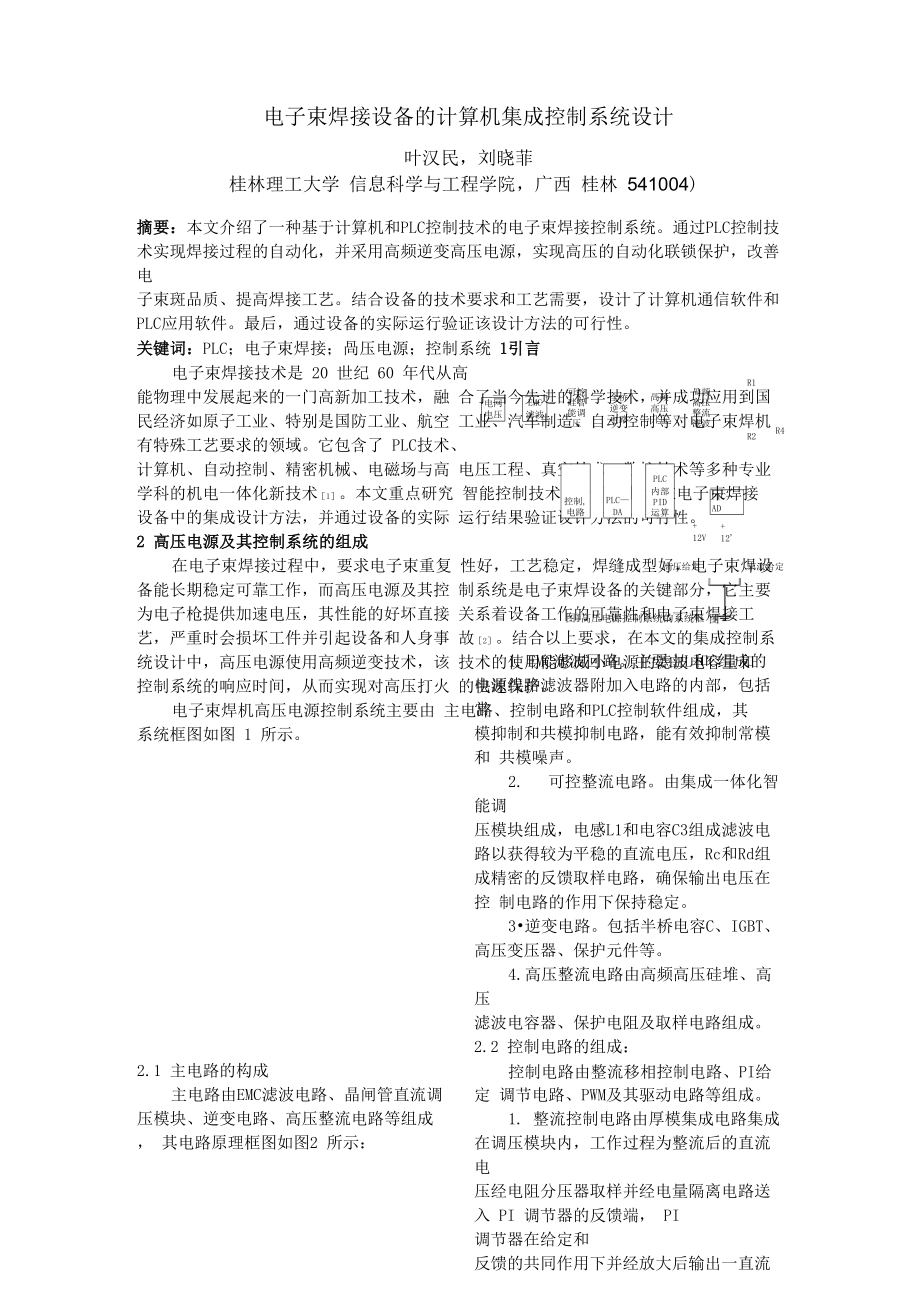
3、可靠性和电子束焊接工 艺,严重时会损坏工件并引起设备和人身事 故2。结合以上要求,在本文的集成控制系 统设计中,高压电源使用高频逆变技术,该 技术的使用能够减小电源的滤波电容量和 控制系统的响应时间,从而实现对高压打火 的快速保护。电子束焊机高压电源控制系统主要由 主电路、控制电路和PLC控制软件组成,其 系统框图如图 1 所示。电网电压EMC滤波咼频 高压 整流 滤波R1R2R4控制, 电路PLCDAPLC 内部PID 运算咼频 高压 升压可控 硅智 能调 压全桥 逆变 电路PICAD+ 12V+ 12高压给定束流给定图1高压电源控制系统的系统框2.1 主电路的构成主电路由EMC滤波电路、晶
4、闸管直流调 压模块、逆变电路、高压整流电路等组成, 其电路原理框图如图2 所示:1. EMC滤波回路。主要由L和C组成的 电源线路滤波器附加入电路的内部,包括常 模抑制和共模抑制电路,能有效抑制常模和 共模噪声。2. 可控整流电路。由集成一体化智能调 压模块组成,电感L1和电容C3组成滤波电 路以获得较为平稳的直流电压,Rc和Rd组 成精密的反馈取样电路,确保输出电压在控 制电路的作用下保持稳定。3逆变电路。包括半桥电容C、IGBT、 高压变压器、保护元件等。4.高压整流电路由高频高压硅堆、高压 滤波电容器、保护电阻及取样电路组成。 2.2 控制电路的组成:控制电路由整流移相控制电路、PI给定
5、 调节电路、PWM及其驱动电路等组成。1. 整流控制电路由厚模集成电路集成 在调压模块内,工作过程为整流后的直流电 压经电阻分压器取样并经电量隔离电路送 入 PI 调节器的反馈端, PI 调节器在给定和 反馈的共同作用下并经放大后输出一直流信号给智能调压模块控制端以控制可控硅 的导通角,实现直流输出电压的稳定和调节2. PI给定调节电路由PLC和D/A模块、PI 调节器、反馈信号取样及隔离电路等组 成。3. PWM 及其驱动电路的电原理图如图 3, PWM信号由TL494调制,TL494内部的另一 放大器外接电流信号作为过流保护用。3 电子束焊机的工作原理及控制系统组成3.1 电子束焊机的工作
6、过程电子束焊接机的工作过程是真空系统 完成对电子枪和焊接室的抽真空任务后(此 时电子枪及焊接室的真空度满足工作要求), 分别加上聚焦电源和偏压电源,聚焦电源为 电子枪建立聚焦磁场,偏压电源控制和调节 电子束流的大小。打开闸阀,加上阴极电源 后合上高压,至此焊接机处于等待焊接状态 如果工作及工作台位置均已准备好,按下焊 接按钮,设备开始下束,通过调节电子束流 给定和工作台速度大小来实现对焊接线能 量的调整,以满足焊接工艺的要求。如果需 要对电子束进行“搅拌”焊接可以加上扫描 电源,电子束被扫描成圆、椭圆、半圆等多 种图形以实现“搅拌”焊接的作用。3.2 控制系统组成整个系统采用 PLC 及其自动
7、控制技术, 以PLC为核心对设备各控制系统进行模拟和 数字控制,同时 A/D、 D/A 单元分别实现工 作台运动速度的给定和高压、束流的转换, 通过PLC的逻辑运算输出模拟量来控制高压、 束流的给定。整个系统包括高压控制系统、 束流控制系统、聚焦控制系统、阴极加热电 流控制系统、真空及阀门控制系统、工作台 运动控制系统、计算机联机控、偏转扫描控 制系统、测量及故障显示等,其控制系统原 理图如图 3 所示:1 高压控制系统 高压控制系统由 PID 调节器、高压电源、反馈环节、功率放大等 组成。PLC经内部运算和D/A转换输出模拟 信号给PID调节器,PID调节器在反馈环节 的闭环控制作用下控制高
8、压电源的高压输 出,以实现高压的稳定和调节以及对高压的 联锁控制。2 束流控制系统 束流控制系统由 PID 调节器、偏压电源、反馈环节、功率放大等 组成。PID经内部运算和D/A转换输出模拟 信号给PID调节器,PID调节器在反馈环节 的闭环控制作用下控制偏压电源的偏压输 出,实现对电子束流的稳定和调节以及对焊 接工艺参数的控制。制。3 聚焦控制系统 聚焦控制系统由聚焦 电源、聚焦线圈及 PLC 的控制指令组成, PLC 管理聚焦电源的开启及与其他控制系统的图3 控制系统原理图联锁,保证设备处于聚焦状态。4 阴极加热电流控制系统 阴极加热电 流控制系统控制阴极加热电流的大小,保证 电子枪的阴极
9、能发射出足够的电子数目。 PLC 控制阴极电源的开启和阴极与高压、真 空、闸阀等的联锁。5 真空及阀门控制系统 真空及阀门控 制系统保证设备具有正常的真空工作环境, 主要由各种真空泵、阀门等组成。PLC对真 空系统的控制分为手动和自动两种功能,手 动时PLC根据输入条件判断阀门、泵的正常 状态,阀门、泵的开启由人工控制,其开关 动作还是由 PLC 完成。自动时 PLC 根据程序 要求自动完成对设备的抽真空任务,泵、阀 门、真空度的状态判断和联锁条件均通过 PLC 软件来实现。6 工作台运动控制系统:工作台运动控 制系统由 PWM 信号发生器、驱动电源、步进 电机、运动机构及夹具组成。工作台运动
10、控 制分为手动控制和计算机的联机控制,手动 时 PWM 信号由 PLC 产生,具体的工作过程是 速度模拟量给定经A/D转换输入给PLC, PLC 通过内部功能处理,产生的 PWM 信号经高速 信号输出口 YO、Y1分别送到X、Y轴的驱动 电源接口上,速度大小的调节通过改变模拟 量给定的大小来实现,模拟量给定改变后, 经A/D转换后到PLC内部的数字量亦发生改 变,经 PLC 运算后形成的 PWM 信号频率亦发 生改变,从而实现对工作台的运动控制。当 计算机联机控制时,由计算机控制和管理工 作台的各种运动、焊接过程及焊接工艺。7 计算机联机控制:计算机联机控制是 用来控制PLC和计算机之间的指令
11、传输,PLC 指令通过 RS232 通讯输入给计算机,计算控 制指令通过开关板和隔离板把计算机信号 输入到PLC,由此实现PLC对计算机和焊接 过程的实时控制。联机时,驱动电源的 PWM 信号由计算机发出,通过驱动电源驱动步进 电机来控制工作台的运动。8 偏转扫描控制系统 由偏转电源和偏 转线圈组成,实现对电子束的偏转和扫描。 测量及故障显示 用来测量有关焊接工艺 参数、故障类型显示,供操作人员调整和控 制。4 系统软件设计根据以上对电子束焊接设备的组成及 控制原理的分析,集成控制系统的软件设计 流程图如图 4 所示:YESYES调高压程序调加热程序工作台准备1高压条件满足YES启动工作台调
12、A/D D/A检查高压条件%.NO阴极正常否?检杳卩冃极NO发PWM脉冲YES下束条件满 足?调下束程序一上续焊接?重抽真空图 4 系统控制软件流程图5 结束语电子束焊机采用 PLC 控制,结合计算机 的通讯技术,实现焊接过程的实时控制,同 时高压电源的控制系统采用PLC技术后,设 备的工作可靠性和稳定性得到提高,而且集 成控制系统电路结构简单,有利于焊接工艺 调整和方便设备的维修和调试。电子束焊机 的运行结果表明,PLC控制电子束焊机的硬、 软件,计算机的数控软件安全可靠,提高了 电子束焊机的自动化水平。参考文献:1 叶汉民.电子束技术及应用简介 J. 适用技术市场, 2000,(1):40-43.2 叶汉民.一种高性能的电子束焊机用高压电源J.电工技术杂志.2000,(1).3 叶汉民.PLC在电子束焊接机中的应用J. 电焊机, 2000.4 朱绍祥.可编程控制器原理与应用M.上海:上海交通大学出版社, 1998.
 电子束焊接设备的计算机集成控制系统设计
电子束焊接设备的计算机集成控制系统设计