 动平衡机维修记录
动平衡机维修记录

《动平衡机维修记录》由会员分享,可在线阅读,更多相关《动平衡机维修记录(5页珍藏版)》请在装配图网上搜索。
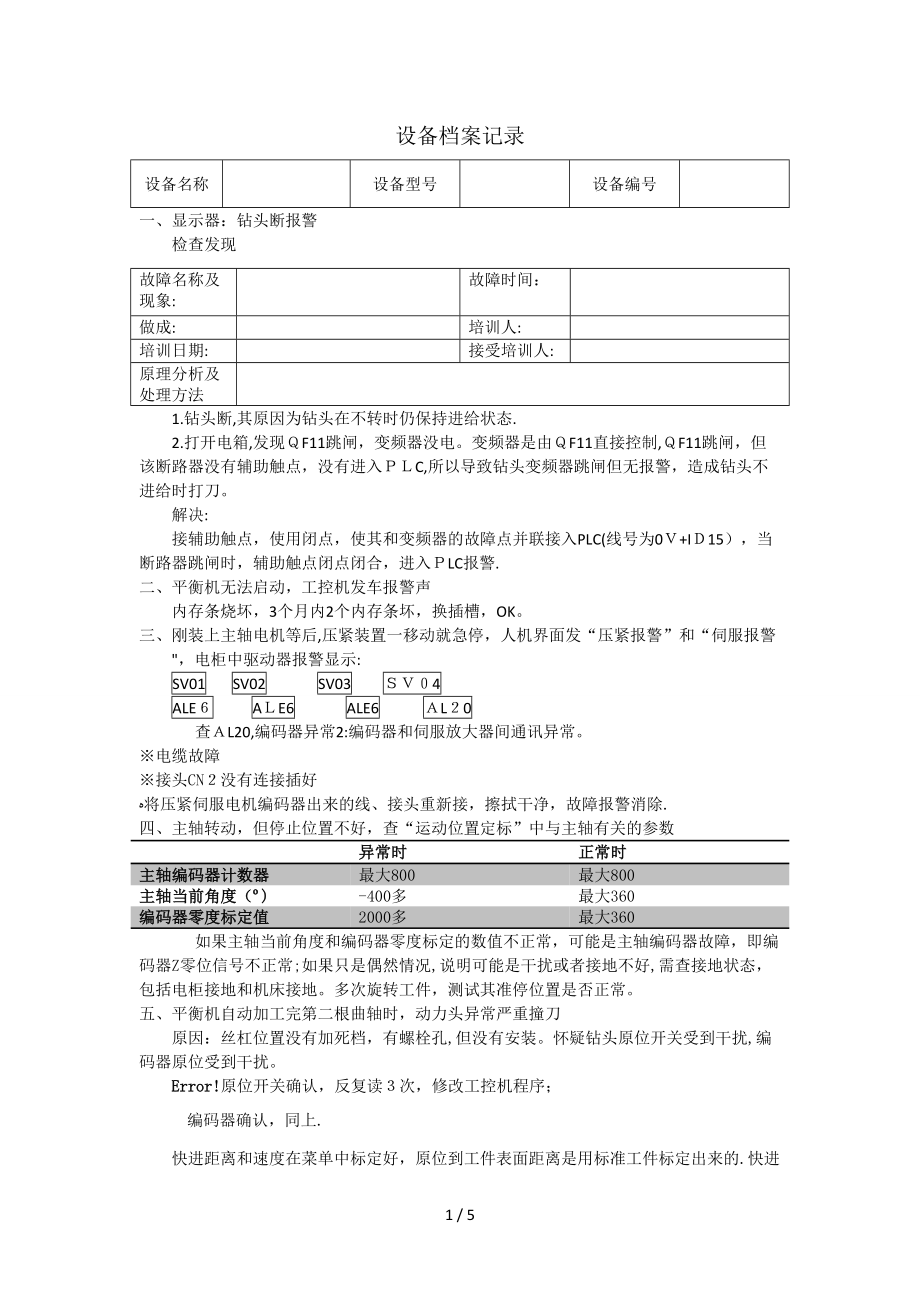
1、故障名称及现象:故障时间:做成:培训人:培训日期:接受培训人:原理分析及处理方法设备档案记录设备名称设备型号设备编号一、 显示器:钻头断报警检查发现1.钻头断,其原因为钻头在不转时仍保持进给状态.2.打开电箱,发现F11跳闸,变频器没电。变频器是由F11直接控制,F11跳闸,但该断路器没有辅助触点,没有进入C,所以导致钻头变频器跳闸但无报警,造成钻头不进给时打刀。解决:接辅助触点,使用闭点,使其和变频器的故障点并联接入PLC(线号为0+I15),当断路器跳闸时,辅助触点闭点闭合,进入LC报警.二、 平衡机无法启动,工控机发车报警声内存条烧坏,3个月内2个内存条坏,换插槽,OK。三、 刚装上主轴
2、电机等后,压紧装置一移动就急停,人机界面发“压紧报警”和“伺服报警,电柜中驱动器报警显示:SV01 SV02 SV03 4ALE AE6 ALE6 L0查L20,编码器异常2:编码器和伺服放大器间通讯异常。电缆故障接头CN没有连接插好将压紧伺服电机编码器出来的线、接头重新接,擦拭干净,故障报警消除.四、 主轴转动,但停止位置不好,查“运动位置定标”中与主轴有关的参数异常时正常时主轴编码器计数器最大800最大800主轴当前角度()-400多最大360编码器零度标定值2000多最大360如果主轴当前角度和编码器零度标定的数值不正常,可能是主轴编码器故障,即编码器Z零位信号不正常;如果只是偶然情况,
3、说明可能是干扰或者接地不好,需查接地状态,包括电柜接地和机床接地。多次旋转工件,测试其准停位置是否正常。五、 平衡机自动加工完第二根曲轴时,动力头异常严重撞刀原因:丝杠位置没有加死档,有螺栓孔,但没有安装。怀疑钻头原位开关受到干扰,编码器原位受到干扰。原位开关确认,反复读次,修改工控机程序;编码器确认,同上.快进距离和速度在菜单中标定好,原位到工件表面距离是用标准工件标定出来的.快进距离为原位到工件表面的距离,原位是读出来的,原位的值改变,快进距离变。说明:Cba工件去重合格后,下线,动力头回原位;平衡曲轴,不合格时,动力头回中间位,测量再去重;扇面没打完,回到工进位m处。 a:钻尖到工件表面
4、距离(扇面位置标定值m) b:转工进位置5mm(程序固定了) c:钻床当前停的位置(安全中间委,不固定但差别不大)快进有问题:a,c第二次钻后,快进之前,读当前钻床位置c,再计算快进距离。问题回零问题,回零后反复判断是否在零位,只能消去干扰;c问题-反复读,消除干扰,需要厂家设计人员修改完后传过来。源程序在C语言环境下,编辑原程序编译目标代码(QAex).增加保护:刚送电,第一次回零将位置读出(保存,记忆作为基准),以后原位每次和基准比较,如差值=1,回原位失败,报警。其它3个轴都加该保护:动力头进给轴;横移原位检测;压紧横移原位检测。六、平衡两次以后,还剩4个m,设备停钻,机床不运行,工控屏
5、幕显示:正在测量,请等待检查发现,尾架侧前面框架松开速度慢,气缸控制。调整节流阀速度,气缸速度变快,解决该问题。七、 平衡机伺服超程报警:压紧伺服报警,滑台回原位超程有个无触点开关的传感器接头断,2RD26(OR),寻找备件更换;滑台回原位时原位信号发不出来,超程报警.滑台到原位靠原位开关发信号,如果该开关异常,发不出信号,会导致滑台继续走,越位报警.检查发现该开关接头处进水,重新拆掉胶布,接线、防护;压紧伺服报警:压紧原位开关和终点开关线似断非断,导致有时不能正常发信号。(重新接线,做好防护)。八、 断刀报警检查发现,刀具没有断,是导轨润滑软管掉,导致滑台润滑不好,进给受到阻力,发断刀报警接
6、上软管后好。润滑软管挂在压紧左极限开关上,导致软管脱,同时压紧左极限开关位置变化,发压紧伺服超程报警-调整开关。滑台返回时超程报警,接线处进水,导致滑台原位信号不发而超程。*当滑台发超程报警时,伺服轴无法移动:(处理过程中注意方向)1.将极限开关信号取消-拔掉极限开关线;2。在伺服驱动器上操作,移动轴,操作方法如下:前极限原位后极限移动到该位置回零更准确1)按oe一次显示rd_on(伺服状态)按up显示r 出现TEST1按set3秒出现d_o用up或dow键手动正反转(此时硬极限不起作用,确保运行方向正确)移动到原位并越过原位按set键一次按mode返回上级菜单在操作面板上回零。注:回零开关和
7、挡块尽量不要移位,否则要重新进行位置标定。九、 主轴角向外接编码器,采用无锡瑞普,型号为ZSP306003G-40B-F共5根线,分别接5V、0、A相、相、相.其中相每一圈的脉冲原位。线接到测量板里,测量时确定相位,只用在测量时的角相定位中(不作准停使,准停需用光电开关检测)。换编码器及机械调整后,需重新定标,也要重新进行夹具补偿。十、 进行改善,加长刀具,试切原刀具太短,常发超程报警,且挡块较窄。换新刀后,进行标定。标定完成后,进行加工时,发断刀报警,但刀具没有断。造成该现象的原因是刀具孔太大,泄漏太大,压力建不起来,正常时为3m,刀具内孔为1。5mm。新刀异常时为mp,刀具内孔为。9mm。
8、十一、测量不准,去重不好在测量过程中,框架前面没有松开导致。经检查发现框架锁紧前阀有问题,阀换向不好。、E105E104E102E103框架后松开3200.04前松开3200.02后锁紧3200.03前锁紧3200.01E12和E0、E104和105分别为配对阀。当框架锁紧信号来时,框架前锁紧E02先接通,前锁紧到位后,延时2,框架后锁紧E104接通,框架锁紧。锁紧到位后,阀断开,但仍保持锁紧状态(断电保持).当框架松开信号来时,框架后松开E10先接通,后松开到位后,延时2s,框架前松开3接通,框架松开。松开到位后,阀断开,但仍保持松开状态(断电保持)。说明:当个松开信号都到时,框架松开好。开
9、始测量,但在测量中不检测框架松开信号。所以当阀有问题时(松开后又夹紧),认为松开好。十二、触摸屏显示伺服报警,电柜中驱动器报警显示:SV1 SV0 SV03 SV04AE A6 ALE AL1616:编码器异常,主要原因为接头CN2没有接好;编码器故障;编码器电缆故障。经过检查,在重新拔插电缆后,报警消失.后又出现报警:SV01 SV02 V03 V04ALE6 E6 ALE6 L20AL0:编码器异常2,编码器和伺服放大器之间通讯异常,主要原因为接头CN没有接好;编码器电缆故障。检查电缆时发现,电缆插头处的铜卡头与线接触不良,造成该故障.调整卡头K.十三、触摸屏显示伺服报警,电柜中驱动器报警
10、显示:S0 S02 V03 V04ALE6 ALE6 ALE6 A2L32:过流,伺服放大器输出电流过流,主要原因为:伺服放大器输出侧U、V、W相存在短路-正确接线;伺服放大器晶体管故障检查方法,拆下输出U、V、W相接线,再接通电源,检查是否发生报警。3,更换伺服放大器;伺服放大器U、W相的接地正确接线;外来干扰使用滤波器。查电机动力线,电机动力线的红线对地,可能是红线折断和屏蔽线短路对地。拆掉动力线,量电机线,正常。重新更换动力线进行焊接、防护。上电后正常,在加工第一根曲轴时有伺服报警,压紧伺服发S01 V0 S03 SV4ALE6 LE6 ALE6 A0AL:再生制动电流过大警告,可能的原
11、因:驱动器不良,性能不好;负载太大需测电机电流。查驱动器,拆开后无烧糊和明显损坏痕迹;装上,运行时驱动器发热严重,但该驱动器容量小,没有冷却风扇,只有散热片。为此驱动器降温,需外接一个AC20V的小风扇,对着驱动器吹.温度正常,暂时可以加工运行。再生制动:在驱动器中接个制动电阻,通过检测直流母线电压来控制一个功率管的通断。在直流母线电压上升至约370左右时,功率管导通,将再生能力通入电阻,以热能的形式消耗掉,从而防止直流电压上升。将能量消耗于电机之外的制动电阻上,电机不会过热,因而可以较频繁的工作.说明:母线电压正常时在DC3V左右,不应长时间超过30,只可以短时间超过C370V,如果长时间超
12、过370V时,会发报警,可能原因如下:1. 负载太大,查传动方面;2. 电机转速太高,导致停止时惯性大;3. 电机加减速时间太短,适当放大;4. 脱开负载,单独试电机,正常时表示传动有问题。解决:查驱动的状态显示,进行诊断:按o出现按Do出现L或J或n按set显示状态值。符号含义值L再生制动负载率或J实际负载率%5或或3或2或1或6P母线电压290368之间十四、故障名称动平衡机测量问题故障时间21081至20故障描述1. 动平衡机在夹具补偿时出现死机状况;2. 大部分的轴在3次之内去重失败,即:去重效率低;3. 夹具补偿和测量时显示的波形幅度和相位变化剧烈,且没规律。故障原因1. 信号处理板
13、2. 传感器3. 框架原理1动平衡机在夹具补偿时出现死机状况;在设备上电之后,需要进行的操作是“夹具补偿”。夹具补偿设备会先自己运转测量,然后在固定时间内逐渐显示出其波形(该显示时间在屏幕右下方显示,从0开始倒计至0),主轴停止旋转,完成夹具补偿。如果该时间停止在某一值(本次出现的是79、7、45、25、6等不规律值)而主轴旋转不停止则视为死机。出现该现象后,替换原有信号处理板,故障修复。替换新的信号处理板后,原有板子上的可变电阻和电位器不需要进行调整,但要保证新板子和旧板子上的短接片位置一致。可适当调整JP1和J2处短接片的位置。2大部分的轴在次之内去重失败,即:去重效率低;在以上故障修复后
14、,平衡机进行正常加工,但发现大部分曲轴都去重不合格,即在三次内未达到去重平衡的效果。此时,检查平衡机主轴和框架,看有无松动现象。检查中发现,主轴处一个螺钉有异常松动,拆下来之后,发现该螺钉的螺纹已被磨平,失去固定作用。更换该螺钉,故障修复。未预防该故障,可定期检查主轴和框架的紧固.3。夹具补偿和测量时显示的波形幅度和相位变化剧烈,且没规律夹具补偿后,会出现一白色一绿色的两条波形,绿色代表左侧传感器的检测波形,白色代表右侧传感器的检测波形.完成以上修复之后,发现在“夹具补偿”时白色波形的幅度和相位剧烈变化,且没有规律;在“演示测量”时,去重的值大小不停变化,角度也异常变化.断电后重启,“系统测量
15、 “自动测量”,查看波形.若此时波形幅度和相位均无异常跳动,则信号处理板正常;否则,信号处理板异常,需更换。本次测量,波形稳定且正常,故排除信号处理板的问题。检查框架及主轴位置有无异常松动.经检查,相关位置都无异常松动,故排除松动原因。检查传感器。因为是白色波形发生异常波动,故检查右侧传感器。更换新的传感器,重新调整传感器的芯(保证该芯无受力但绷紧)。多次调整该芯的位置和松紧度,发现白色波形逐渐稳定。进行数次“夹具补偿”,测量结果趋向于优良.由于传感器被调整,因此在之后几天的加工中,每天第一次设备上电后,都会出现一些波动,但经过几天的加工,右侧传感器的波形已经相对稳定,去重效果较好。(90以内可以一次去重平衡)备注信号处理板送回厂家维护不足之处,敬请谅解5 / 5
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
