《钳工锉削外六角体最佳教学方法探讨》由会员分享,可在线阅读,更多相关《钳工锉削外六角体最佳教学方法探讨(5页珍藏版)》请在装配图网上搜索。
1、钳工锉削外六角体教学方法探讨安徽建工技师学院 周隆兴 引言锉削外六角体(俗称锉螺帽,锉六方头)是钳工的一项基本操作技术。它反映了一个钳工掌握操作技能的程度和能力,因而受到业内、外人士的普遍重视。但在锉削外六角体的教学实践中,却见仁见智。可以说不同的学校、不同的教师、教的是不同的方法。即便全国技工学校统编通用教材钳工生产实习(96新版,劳动出版社,P49-53)4.5锉六角体一节介绍的锉削方法也明显存在偏差,并不见得是最佳的锉削方法。为有利于形成职业技术教育的科学教学体系,深入探讨钳工锉削外六角体的最佳工艺方法,显然是有必要的。 锉削外六角体的方法 1.)划线锉削外六角体 对初学者而言,划线锉削
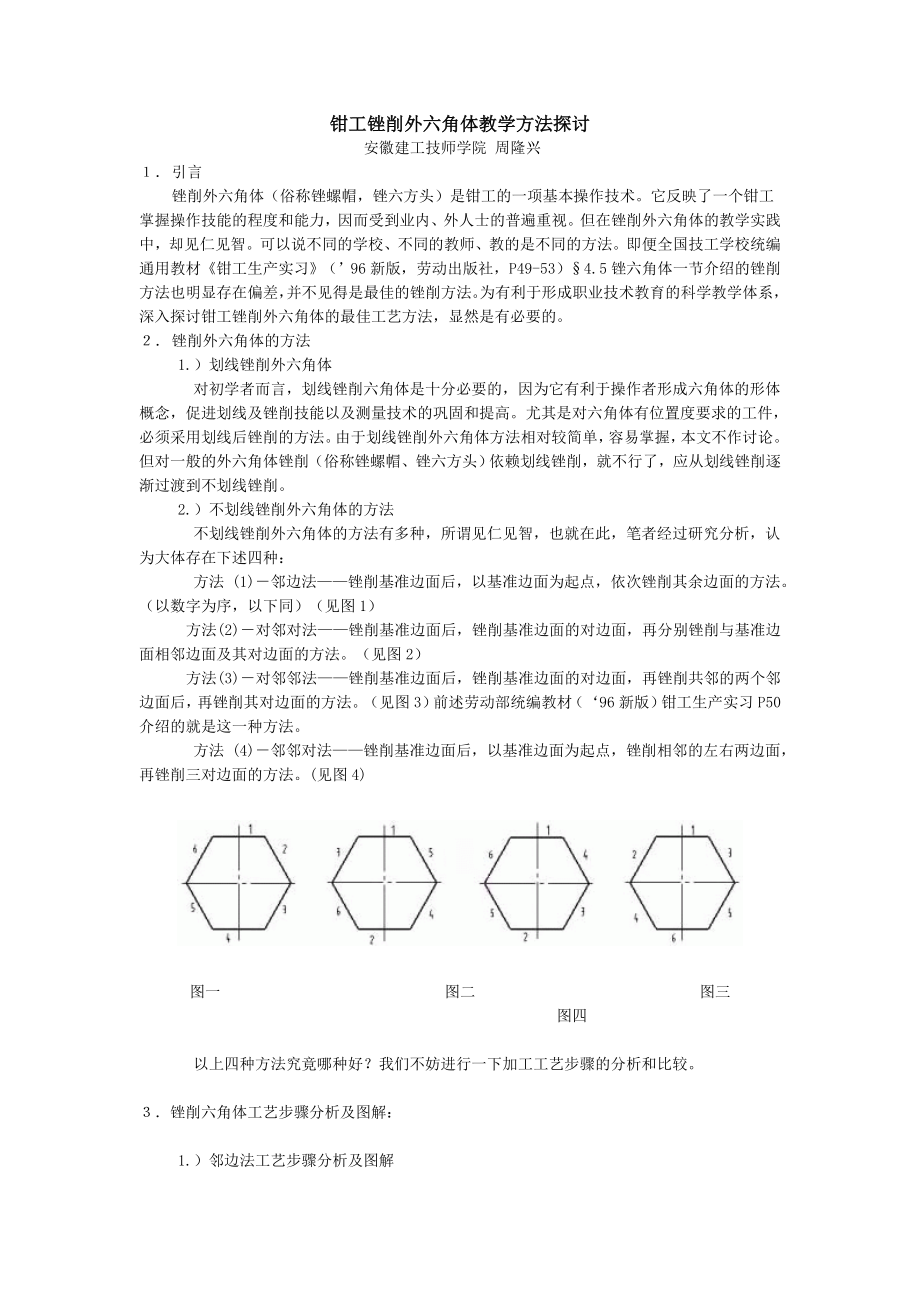
2、六角体是十分必要的,因为它有利于操作者形成六角体的形体概念,促进划线及锉削技能以及测量技术的巩固和提高。尤其是对六角体有位置度要求的工件,必须采用划线后锉削的方法。由于划线锉削外六角体方法相对较简单,容易掌握,本文不作讨论。但对一般的外六角体锉削(俗称锉螺帽、锉六方头)依赖划线锉削,就不行了,应从划线锉削逐渐过渡到不划线锉削。 2.)不划线锉削外六角体的方法 不划线锉削外六角体的方法有多种,所谓见仁见智,也就在此,笔者经过研究分析,认为大体存在下述四种: 方法 (1)邻边法锉削基准边面后,以基准边面为起点,依次锉削其余边面的方法。(以数字为序,以下同)(见图1) 方法 (2)对邻对法锉削基准边
3、面后,锉削基准边面的对边面,再分别锉削与基准边面相邻边面及其对边面的方法。(见图2) 方法 (3)对邻邻法锉削基准边面后,锉削基准边面的对边面,再锉削共邻的两个邻边面后,再锉削其对边面的方法。(见图3)前述劳动部统编教材(96新版)钳工生产实习P50介绍的就是这一种方法。 方法 (4)邻邻对法锉削基准边面后,以基准边面为起点,锉削相邻的左右两边面,再锉削三对边面的方法。(见图4) 图一 图二 图三 图四 以上四种方法究竟哪种好?我们不妨进行一下加工工艺步骤的分析和比较。锉削六角体工艺步骤分析及图解: 1.)邻边法工艺步骤分析及图解邻边法工艺步骤示意图 加工基准边面1,控制尺寸M及边面1的平面度
4、、垂直度、表面粗糙度符合要求。 加工基准边面1的邻边面2,控制尺寸M及边面1、2相邻夹角120、平面度、垂直度、表面粗糙度符合要求。 加工边面2的邻边面3,控制尺寸M及2、3边面相邻夹角120、平面度、垂直度、表面粗糙度符合要求。 加工边面3的邻边面4,控制尺寸S及3、4边面相邻夹角120、平面度、表面粗糙度符合要求。 加工边面4的邻边面5,控制尺寸S及4、5边面相邻夹角120、平面度、表面粗糙度符合要求。 加工边面5的邻边面6,控制尺寸S及5、6边面和1、6边面相邻夹角120、平面度、表面粗糙度符合要求。 复检和精修整各部位,去棱倒角,交检。2) 对邻对法工艺步骤及图解对邻对法工艺步骤示意图
5、 加工基准边面1,控制尺寸M及边面1的平面度、垂直度、表面粗糙度符合要求。 加工基准边面1的对边面2,控制尺寸S和平行度,平面度、表面粗糙度符合要求。 加工边面1的邻边面3,控制尺寸S和1、3边面夹角120、平面度、垂直度、表面粗糙度符合要求。 加工边面3的对边面4,控制尺寸S、2、4边面夹角120、3、4边面平行度、平面度、表面粗糙度符合要求。 加工边面1的邻边面5,控制尺寸M、1、5边面、4、5边面两夹角120、平面度、垂直度、表面粗糙度符合要求。 加工边面5的邻边面6,控制尺寸S和平行度、平面度及边面2、6、边面3、两夹角120、平面度、表面粗糙度符合要求。 检查和精修整各部位,去棱倒角
6、。交检。3) 对邻邻法的工艺步骤分析及图解对邻邻法工艺步骤图 加工基准边面1,控制尺寸M及表面1的平面度、垂直度、表面粗糙度符合要求。 加工基准边面1的对边面2,控制尺寸S和平行度、平面度、表面粗糙符合要求。 加工边面2的邻边面3,控制尺寸M,2、3边面夹角120、平面度、垂直度、表面粗糙度符合要求。 加工边面1、3互为邻边面的边面4,控制尺寸M,边面1、4和边面2、3的两夹角120、平面度、垂直度、表面粗糙度符合要求。 加工边面4的对边面5,控制尺寸S,边面2、5夹角120、平面度、表面粗糙度符合要求。 加工边面3的对边面6,控制尺寸S,边面5、6和边面1、6,两夹角120、平面度、表面粗糙
7、度符合要求。 复检和精修整各部位,去棱倒角,交检。4)邻邻对法的工艺步骤分析及图解邻邻对法工艺步骤图 加工基准边面1,控制尺寸M、平面度、垂直度、表面粗糙度符合要求。 加工基准边面1的邻边面2,控制尺寸M ,边面1、2夹角120、平面度、垂直度、表面粗糙度符合要求。 加工基准边面1的另一邻边3,控制尺寸M ,边面1、3夹角120、平面度、垂直度、表面粗糙度符合要求。 加工边面3的对边面4,控制尺寸S、平行度及边面 2、4夹角120、平面度表面粗糙度符合要求。 加工边面2的对边面5,控制尺寸S、平行度及边面 3、5夹角120、平面度、表面粗糙度符合要求。 加工边面1的对边面6,控制尺寸S、平行度
8、及边面 4、6边面5、6的两夹角120、平面度、表面粗糙度符合要求。 检查精修整各部位,去棱倒角,交检。比较 通过以上的工艺步骤分析,不难看出: (1)四种不同的锉削方法,其工序和工步数是相同的,都是六道工序、12道工步,加工外六角的六个边面,分别控制三个顶边距M、三个对边距S、三个平行度、三个垂直度、六个120度角度和平面度。 (2)但四种方法其工步内容互不相同,因此其测量路线不同,利用基准边面1作为测量基准的次数也不同,从以下对照表可看出: 编 号工序号123456名称号工艺 步骤 123456789101112利用基准次数1邻边法MMCMCSCSCSCC12对邻对法MSMCSCMCCSC
9、C33对邻邻法MSMCMCCSCSCC24邻邻对法MMCMCSCSCSCC3 表中:M-顶边距 S-对边距 C-角度 -利用基准边面1作为测量基准的工步结论: 通过分析比较,可以认为: 方法1(邻边法)最差,其利用基准边面1作为测量基准仅为一次,测量误差及累积误差较大,虽然方法简便易学,但极易超差,不宜推广。 方法3 (对邻邻法),即全国技工学校统编教材(96新版)钳工生产实习一书P50,介绍的加工方法其利用基准边面1作为测量基准的次数仅为二次,只是一种普通的锉削方法,虽然也可以加工六角体,但不是最佳的方法,建议从教材中撤下来。 方法2(对邻对法)和方法4(邻邻对法)其利用基准边面1作为测量基准的次数同为3次,对提高测量精度十分有利,不失为二种较好的加工方法。尤其是方法4(即邻邻对法),其前三道工序都是控制顶边距M和120角度,后三道工序都是控制对边距S和120角度,比较方法2 (即对邻对法)一会检查顶边距M,一会检查对边距S,呈跳跃式测量,显得更有条理性,更方便加工。应该是钳工锉削外六角体的最佳加工方法,建议选入教材重点介绍。
 钳工锉削外六角体最佳教学方法探讨
钳工锉削外六角体最佳教学方法探讨