 CNC机加工报价标准
CNC机加工报价标准

《CNC机加工报价标准》由会员分享,可在线阅读,更多相关《CNC机加工报价标准(7页珍藏版)》请在装配图网上搜索。
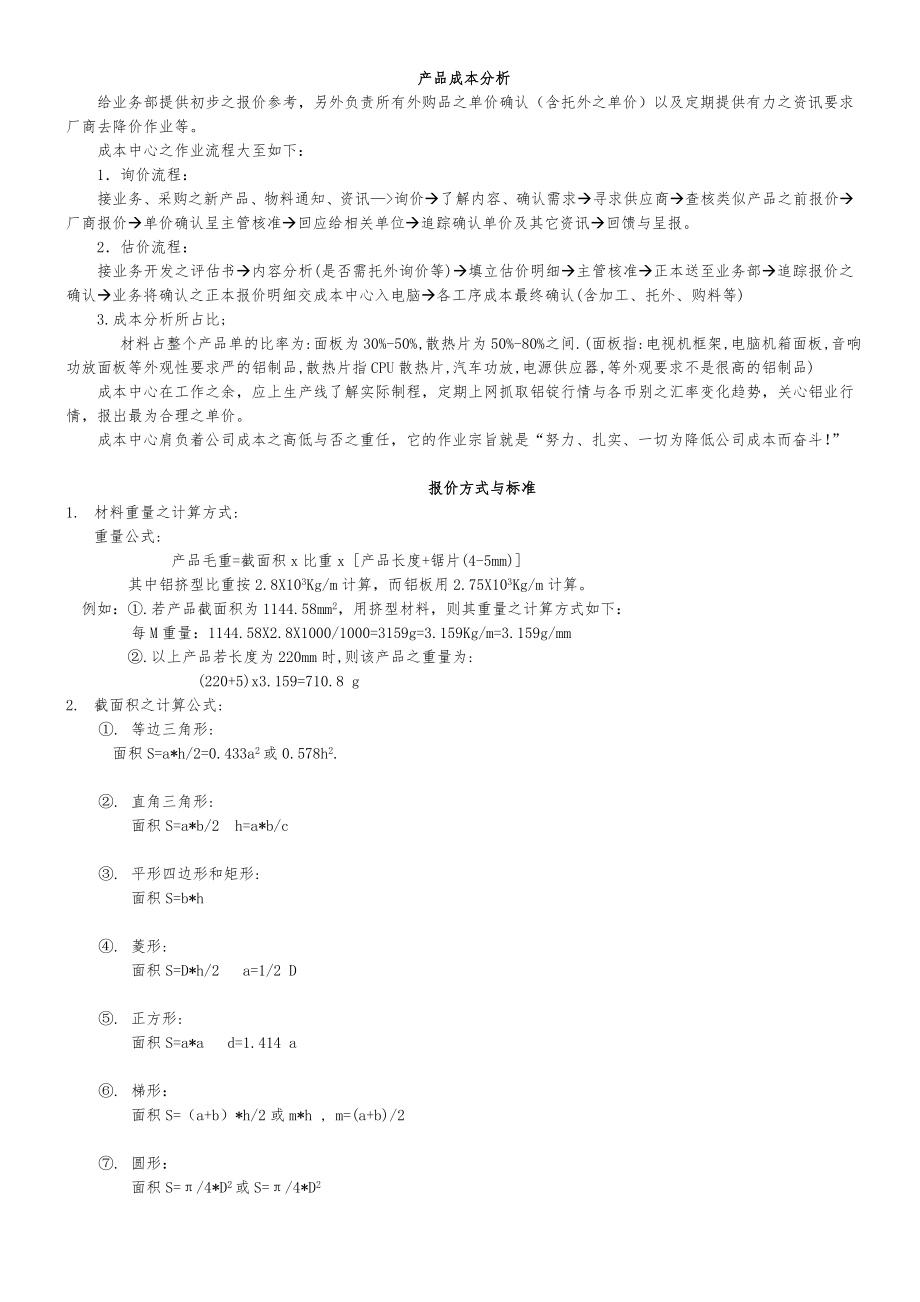
1、 产品成本分析给业务部提供初步之报价参考,另外负责所有外购品之单价确认(含托外之单价)以及定期提供有力之资讯要求厂商去降价作业等。成本中心之作业流程大至如下:1询价流程:接业务、采购之新产品、物料通知、资讯询价了解内容、确认需求寻求供应商查核类似产品之前报价厂商报价单价确认呈主管核准回应给相关单位追踪确认单价及其它资讯回馈与呈报。2估价流程:接业务开发之评估书内容分析(是否需托外询价等)填立估价明细主管核准正本送至业务部追踪报价之确认业务将确认之正本报价明细交成本中心入电脑各工序成本最终确认(含加工、托外、购料等)3.成本分析所占比; 材料占整个产品单的比率为:面板为30%-50%,散热片为5
2、0%-80%之间.(面板指:电视机框架,电脑机箱面板,音响功放面板等外观性要求严的铝制品,散热片指CPU散热片,汽车功放,电源供应器,等外观要求不是很高的铝制品)成本中心在工作之余,应上生产线了解实际制程,定期上网抓取铝锭行情与各币别之汇率变化趋势,关心铝业行情,报出最为合理之单价。成本中心肩负着公司成本之高低与否之重任,它的作业宗旨就是“努力、扎实、一切为降低公司成本而奋斗!”报价方式与标准1. 材料重量之计算方式:重量公式:产品毛重=截面积x比重x 产品长度+锯片(4-5mm)其中铝挤型比重按2.8X103Kg/m计算,而铝板用2.75X103Kg/m计算。 例如:.若产品截面积为1144
3、.58mm2,用挤型材料,则其重量之计算方式如下:每M重量:1144.58X2.8X1000/1000=3159g=3.159Kg/m=3.159g/mm.以上产品若长度为220mm时,则该产品之重量为: (220+5)x3.159=710.8 g2. 截面积之计算公式:. 等边三角形:面积S=a*h/2=0.433a2或0.578h2. 直角三角形:面积S=a*b/2 h=a*b/c. 平形四边形和矩形:面积S=b*h. 菱形:面积S=D*h/2 a=1/2 D . 正方形:面积S=a*a d=1.414 a. 梯形:面积S=(a+b)*h/2或m*h , m=(a+b)/2. 圆形:面积S
4、=/4*D2或S=/4*D2 椭圆:面积S=长轴半径*短轴半径*=a*b* .圆环:面积S=/4(D2-d2)或S=/4(R2-r2) .扇形:面积S=r2*/360或S=r/2*L .弓形:面积S=L*r/2-c(r-h)/2 .抛物弓形:面积S=2/3b*h3.在计算产品截面积时,应考虑产品之后续加工损耗,如研磨余量等。4.板类材料下料片数计算方法:我公司所用到之平板材料之规格大至为:1.22m*2.44m、1m*2m、1m*2.2m等。计算方法如例题:例:T2.0铝板,下料尺寸为100mm*50mm,要用1.22m*2.44m板料时,则得下料为:(2440/100)*(1220/50)=
5、576PCS(即取整数得乘积和)即一张此规格铝板可生产576PCS产品。因一张2.0*1.22*2.44M的铝板重量为16.5Kg,故每个产品的重量计算如下:16.5*1000/576=28.65g即每个产品的重量为28.7g.5.常用材料之比重如下:铝:2.78g/mm2 铁:7.8g/mm2 铜:8.94 g/mm26.各工序之报价基准如下(港币别): 1).至于每公斤材料之单价视国际行情及内外观产品类型而定:一般而言,报价时,H/S材料单价按28-30HKD/Kg来报价,而F/P材料单价按30-32HKD/Kg来报价.铜材料按65-70HKD/Kg来报价.铜卷料按70-75HKD/Kg来
6、报价,铝卷料按32-35HKD/Kg来报价.单光铁板SPCC按7-9HKD/Kg来报价,而镀锌铁板(电解板)SECC按8-12HKD/Kg来报价. 2).裁剪:依挤型之面积及产品形状与裁剪长短而定,就挤型宽窄厚薄而论,大至如下:面板类:150mm200mm 0.61/pcs 100mm150mm 0.3-0.7/pcs 50mm100mm 0.15-0.4/pcs 50mm以下 0.1-0.2/pcs大散热器(AMP)类: 200mm以上 0.8-1.0/pcs 150mm200mm 0.61.0/pcs 100mm150mm 0.30.7/pcs 50mm100mm 0.150.4/pcs小
7、散热器(SPS/UPS)类: 200mm以上 0.81.0/pcs 150mm200mm 0.60.8/pcs 50mm100mm 0.150.4/pcs 50mm以下 0.10.2/pcsCPU散热器类:0.03-0.15/pcs 3).整形:视实际情况角度、厚薄及客户要求而言,一般如下:外观面板类:200mm以上 0.61.0/pcs150mm200mm 0.30.5/pcs150mm以下 0.150.3/pcs大散热器类: 200mm以上 0.81.0/pcs 150mm200mm 0.50.8/pcs 80mm150mm 0.30.5/pcs 80mm以下 0.10.4/pcs 4).
8、冲压:以冲压次数来计算,依各所用之冲床吨位、产品起落不同而单价不同。大至如下:散热器:8T15T以下:0.030.1/次 15T-25T:0.05-0.12/次 35T:0.080.18/次 45T50T:0.10.2/次 60T:0.150.3/次 110T:0.30.5/次 160T:0.51.0/次面板类: 15T:0.350.45/次 25T:0.40.5/次 35T50T:0.50.6/次 60T:0.60.7/次 110T:0.71.0/次 160T:0.91.2/次 5).钻孔/攻牙:原则上以牙孔多少而定,但对于多轴攻牙则另当别论。一般H/S,直径为23mm:深度8mm以下:0.
9、050.075/次,孔多(在5孔以上者),则可一次性以0.10.15/次.深度8mm至15mm:0.1-0.15,孔多(在5孔以上)则可一次性的以0.150.2/次. 直径为4 mm以上:深度8mm以下:0.075-0.1,孔多(在5孔以上),则可一次性的以0.150.25/次.深度8mm以上:0.120.2,孔多(在5孔以上),可一次性的以0.150.25/次.大H/S,直径为23mm:深度8mm以下:0.0750.1/次, 孔多(在5孔以 上者)则可一次性的以0.10.15/次. 深度8mm-15 mm:0.120.2,孔多(在5孔以上者) 可一次性的以0.150.25/次. 直径为4 m
10、m以上:深度8mm以下:0.120.15,孔多(在5孔以上 者),则可一次性的以0.250.35/次. 深度8mm以上:0.150.3,孔多(在5孔以上者) 则可一次性的以0.30.4/次.多孔可一次性的钻,攻牙则视情况而定单价,基本与钻孔差不多。 6)。倒角:主要依倒角之大小、深度、产品重量大小及孔多少而定单价。面板直径为6mm以下:0.050.08/孔大散热器:C0.5左右:0.025-0.05/孔C1.0以上:0.075-0.1/孔 小散热器:C0.5左右:0.0130.03/孔 C1.0以上:0.0350.05 7).铣孔:视产品孔径大小与孔深而定.一般铣叶齿:(15mm以上):6:0
11、.150.25/孔。 8).铣平面:每平之英寸以:0.250.4计算,视面积大小而定。 9).CNC加工:一般以每1.7元/分计算,另与架刀次数有关,视产品外观要求而粗、精铣则单价不同。 A:粗铣按250mm300mm每分钟的走刀量来估算,若需精铣则x2倍。 B:铣两端无论大小均依2.0元计算。 C:正面需精修用细刀,非正面则用快刀加工。 10).去毛刺:与截面形状有关,0.051.0/次不等. 11).研磨:据不同客户之不同产品形状、不同表面要求而定.一般每平方英寸以0.080.2HKD来计算,按线条之粗细而定. 12).喷砂:依不同客户之要求砂粒粗细与亮度而定.一般每平方英寸以0.080.
12、15HKD计算,若有叶齿则另计算.80#x1.1,100#以上x1.2. 13).烤漆:白、黑色之烤漆每平方英寸以0.06-0.08HKD计算;黄色烤漆每平方英寸以0.07-0.1HKD计算,特别颜色每平方英寸以0.15HKD计算。对于如下产品则统计烤漆费用如下:1 115/652TB1502 烤黄色漆颜色编号油漆用量单价/KG费用/PCS溶剂用量单价/KG费用/PCS黄色Z01-H159A0.15KG/PCS27HKD/KG4.05HKD0.3KG/PCS9HKD/KG2.7HKD 而烤漆面积为:154IN2,即折合每IN2所用油漆为:(4.05+2.7)/154=0.044 HKD若损耗为
13、10%,则费用为:0.044*1.1=0.048 HKD故对于烤黄色漆之成本中心估价为:0.048*1.2=0.06 HKD/ IN2 2.040/1403-6380-0 烤漆黑色颜色编号油漆用量单价/KG费用/PCS溶剂用量单价/KG费用/PCS黑色CE7017F120.1KG/PCS27HKD/KG2.7HKD0.15KG/PCS9HKD/KG1.35HKD而烤漆面积为:101IN2,即折合每IN2所用油漆为:(2.7+1.35)/101=0.04 HKD若损耗为10%,则费用为:0.04*1.1=0.044 HKD故对于烤黄色漆之成本中心估价为:0.04*1.2=0.055 HKD/IN
14、2 14).脱脂:一般每公斤以2元计算,但对于面积较大之小H/S则需依面积大小来计算。对于盲孔脱脂据客户对品质之要求高底而计算。 15).氧化:单价之高低与所氧化之颜色与产品重量与受氧化之面积均有关。面板类:一般因挤型形状不同而决定是否以面积计算。本色:每平方英寸0.1HKD 黑色:每平方英寸0.15HKD 特殊色:每平方英寸0.180.2HKD散热器:一般以重量计算,但对于面积较大之H/S也用面积计算。 本色:44.5HKD/Kg 黑色:4.55.0HKD/Kg 特殊色:5.56.0HKD/Kg 即黑色的做本色时则计8折. 16).丝印:主要依丝印之工序、丝印面积大小与油墨颜色而定.大散热器
15、与面板类:1.01.5HKD/次,其它小散热片与较简单之丝印则可依实 际情况酌情而定. 17).铜抛光:以6.06.5HKD/Kg来计算.锡膏成本视情况而定,按240HKD/Kg来计算. 18)、包装:.一般依客户对产品包装要求而定用何种包装,分内销包装和外销包装等。.对外销包装来说有“海运”和“空运”等。而内销包装则依客户要求而定。.类似于客户079的“海运”包装一般采用胶袋(又称元线袋)、隔板、刀卡、线卡、K=K纸箱等。.而一般的“空运”包装,则采用汽泡袋、珍珠棉、隔板、线卡、K=K纸箱等,而依不同国家对环保之要求决定是否采用保利龙。.每箱之产品重量也有一定的要求:海运18KG,空运15K
16、G。.包装之费用须根据每箱产品之数量、采用何种包装方式来定。.我厂常用之包装材料费用如下:牛皮纸:787X1092(MM):140RMB/令(18KG),合计: 张。079小胶袋:13RMB/KG,合计:720个。汽泡袋:0.72RMB/M2珍珠棉:1CM:0.6RMB/M2 6CM:3.6RMB/M2保利龙:常用500X300X15:0.52HKD/块 A08保利龙:1.52HKD/对 027保利龙:1.6HKD/对PS盒:A18/300X300:厂商新兴:不防静电:1.0HKD/个 防静电:2.3HKD/个 厂商八达:防静电:1.8HKD/个A18/105860:不防静电:1.0HKD/个
17、隔板、刀卡、线卡:单价以IN2来计算。 K=K:2.32HKD/ IN2 B=B:1.5HKD/ IN2 B3B:1.02HKD/ IN2隔板计算工式:A:以CM为单位:(长+3)X(宽+3)X单价X1.55/10000B:以IN为单位:(长+1)X(宽+1)X单价/10000纸箱计算工式:A:以CM为单位:(长+宽+5)X(宽+高+3)X2X单价X1.55/1000B:以IN为单位:(长+宽+2)X(宽+高+1)X2X单价/1000 19)、电镀产品: 、镀镍:铝产品表面镀镍,对于薄片来讲,约0.25HKD/IN2,而对于散热片 来讲,约0.15HKD-0.2HKD/ IN2.7.出口方面:
18、 1).才积计算公式A.(公分)长*宽*高28317=n才积B(英寸)长*宽*高1728= n才积C1CBM=35.315裁(才) 2).20尺货柜30立方米1000裁28CBM预计装18T 40尺货柜60立方米2000裁56CBM预计装25T 40尺加高货柜60立方米2000裁56CBM预计装35T 3).F.O.B是指离岸价. C.I.F是指到达目的地价. F.O.B是指到站价、原地价. E.T.D是指预估离开日期.E.T.A是指预估到达日期. TLX:是指电报放货(提单3正本5副)L/C是指用信用券.4).一般从东莞到H.K陆运费用M3=198HKD.车辆明细为:车别0.5T1.5T3.
19、5T4.5T12T15T20T40T裁重600kg150kg3500kg4500kg7000kg8500kg18T25T才积80裁内220裁400裁600裁800裁1000裁1000裁2000裁车座4尺*6尺5.5*10.5尺6.4*13.5尺7.8*16.5尺7.8*22尺7.8*22尺7.8*19.7尺7.8*39尺若FOB/CIF从HK出发会产生:运费+吊柜费+拖车费/大陆费+服务费+吊柜费+拖车费5).20尺货柜整柜到HK:5600HKD左右40尺货柜到HK:6200左右.6).20尺货柜整柜到越南:11000HKD左右,20尺货柜整柜到上海:9000HKD左右。剖沟单价分析 币别:H
20、KD1. 自动剖沟(此为普通刀具之报价;若是特殊刀具则单价要高出1.1-1.3倍)1).37.5*37.5*6mm以下 6沟以内:0.12-0.25/pcs 40*40*6mm以下 6沟以上:0.15-0.30/ pcs 2). 37.5*37.5*6-25mm 6沟以内:0.15-0.30/ pcs40*40*6-25mm 6沟以上:0.20-0.35/ pcs 3). 37.5*37.5*6-30mm 6沟以内:0.25-040/ pcs 40*40*6-30mm 6沟以上:0.30-0.45/ pcs 4). 37.5*37.5*6mm以上 6沟以内:0.35-0.45/ pcs 40*
21、40*30mm以上 6沟以上:0.40-0.50/ pcs2. 手动剖沟(此为普通刀具之报价;若是特殊刀具则单价要高出1.1-1.3倍)1).挤型宽在65mm以下 A高度在35mm以下 1刀:0.15/pcs(若沟为放扣具则单价0.35-0.6/ pcs)2刀: 0.20-0.30/pcs3刀: 0.30-0.45/pcs以上 0.40-0.60/pcsB.高度在35-60mm 以内 1刀:0.20/pcs(若沟为放扣具单价0.40-0.8/pcs) 2刀: 0.20-0.40/pcs 3刀: 0.40-0.60/pcs 以上 0.50-0.80/pcsC.高度在60 mm以上 a.槽宽大于齿
22、宽 1刀:0.3/pcs(若沟为放扣具则单价0.5-0.9/pcs) 2刀:0.5/pcs 3刀:0.6-0.8/pcs 以上:0.7-1.20/pcsb.槽宽小于齿宽 1刀:0.35-0.50/pcs(若沟为放扣具则单价0.6-1.0/pcs) 2刀:0.4-0.90/pcs 3刀:0.8-1.00/pcs 以上:1.00/pcs以上2).挤型宽在65mm以上A.高度在35以下 1刀:0.18-0.20/pcs(若沟为放扣具则单价0.4-0.6/pcs) 2刀:0.25-0.35/pcs 3刀:0.35-0.50/pcs 以上:0.45-0.70/pcsB.高度在35-60mm 1刀:0.3
23、0-0.40/pcs(若沟为放扣具则单价0.6-0.8/pcs) 2刀:0.35-0.60/pcs 3刀:0.45-0.70/pcs 以上:0.60-0.90/pcsC.高度在60 mm以上 a.槽宽大于齿宽大 1刀:0.30-0.50/pcs(若沟为放扣具则单价0.7-1.0/pcs) 2刀:0.50-0.70/pcs 3刀:0.65-0.90/pcs 以上:0.80-1.20/pcsb. 槽宽小于齿宽 1刀:0.40-0.60/pcs(若沟为放扣具则单价0.8-1.2/pcs) 2刀:0.45-0.90/pcs 3刀:0.90-1.00/pcs 以上:1.00/pcs以上 3).齿高倍数H
24、/S(此为普通刀具之报价;若是特殊刀具则单价要高出1.1-1.3倍)A叶齿高度在20mm以下1刀:0.20-0.35/pcs(若沟为放扣具则单价0.5-0.8/pcs) 2刀:0.30-0.50/pcs 3刀:0.40-0.80/pcs 以上:0.50-1.00/pcsB叶齿高度在20-35mm以下1刀:0.30-0.45/pcs(若沟为放扣具则单价0.6-1.0/pcs) 2刀:0.40-0.60/pcs 3刀:0.50-1.00/pcs 以上:0.60-1.20/pcs C.叶齿高度在35mm以上1刀:0.40-0.60/pcs(若沟为放扣具则单价0.8-1.2/pcs) 2刀:0.50-0.80/pcs 3刀:0.80-1.20/pcs 以上:1.00-1.60/pcs 4).特别之机种既复杂,难度又大的.则依行程,齿高,沟槽数,工时等才定单价.3. 木工机(待测工时后再重新拟定报价标准)A 铣平槽 每刀 0.15-0.50B.铣缺口,避位于 每刀 0.20-0.60核准: 审核: 制表:
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
