 中职机械专业综合试卷
中职机械专业综合试卷

《中职机械专业综合试卷》由会员分享,可在线阅读,更多相关《中职机械专业综合试卷(10页珍藏版)》请在装配图网上搜索。
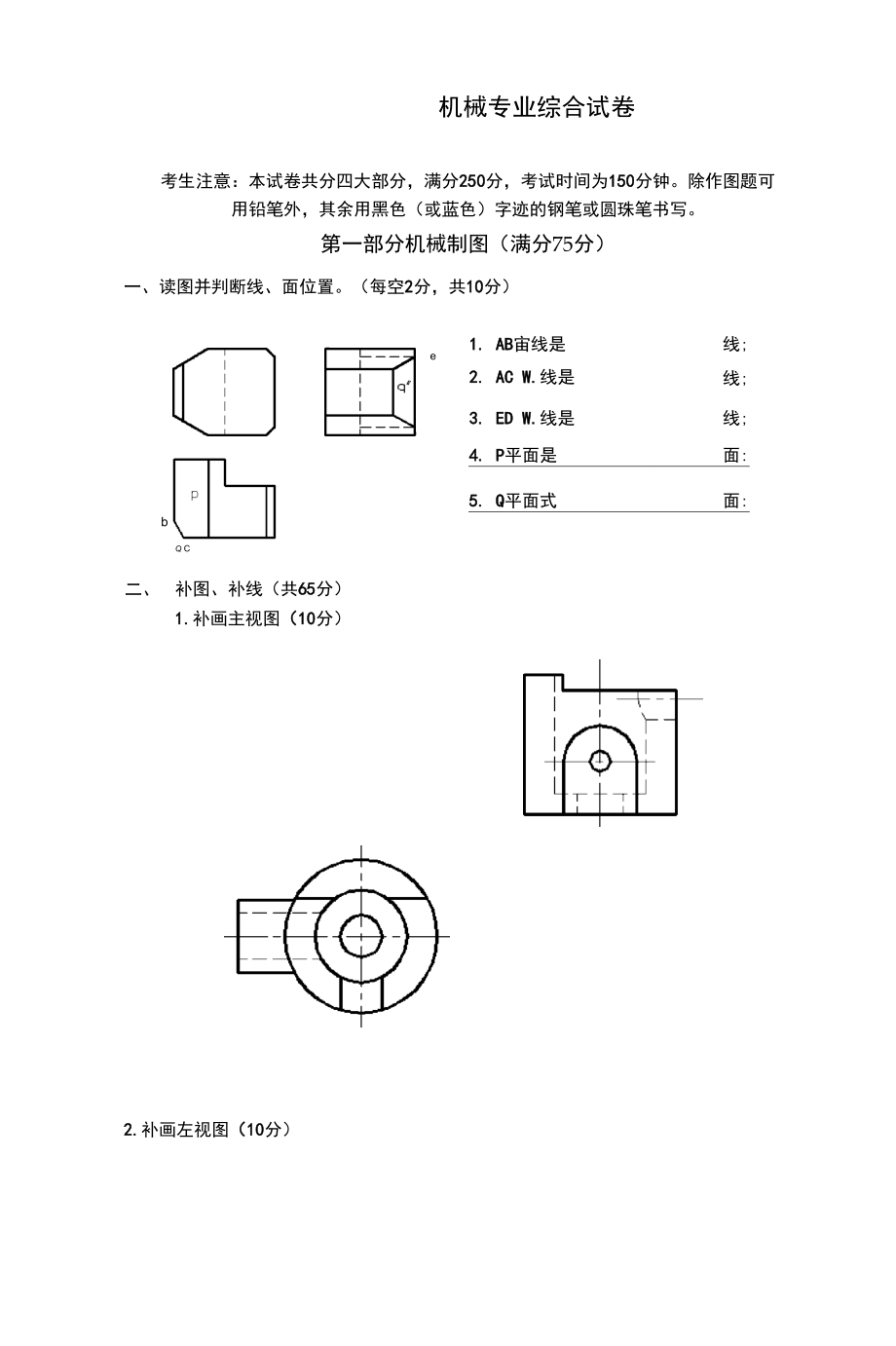
1、机械专业综合试卷考生注意:本试卷共分四大部分,满分250分,考试时间为150分钟。除作图题可用铅笔外,其余用黑色(或蓝色)字迹的钢笔或圆珠笔书写。第一部分机械制图(满分75分)一、读图并判断线、面位置。(每空2分,共10分)二、bQ Ce1. AB宙线是线;2. AC W.线是线;3. ED W.线是线;4. P平面是面:5. Q平面式面:补图、补线(共65分)1.补画主视图(10分)2.补画左视图(10分)3. 补画视图中的缺线(10分)4.补画全剖左视图(10分)5. 用适当的剖切把主视图改成剖视图(8分)6. 用适当的剖切把俯视图改成剖视图(8分)7.画出指定位置的移出断面图(槽深4mm
2、) (9分)第二部分 机械基础(满分112分)一、填空题(每空0.5分,共44分)1. 金属材料的力学性能指标有强度、和疲劳强度等。2. 衡量强度的扌旨标是和3. 淬火钢常用硬度试验法,铜、铝等有色金属常用硬度试验法。4. 材料在无限多次作用下而不破坏的称为疲劳强度,对钢来说无限多次指o5. 磨损过程可分为、和三个阶段。6. 根据磨损机理,磨损可分为粘着磨损、和O7. 构件是的单元,而是制造的单元。& 机器通常由动力部分、和组成。9. 钢中有害元素,其中使钢冷脆,使钢热脆。10. T12A钢按用途分属于钢,按含碳量分类属于钢,按质量分类属于钢。11. W18Cr4V属于钢,含C量为,含W量为,
3、具有高的、和,主要用于制造切削速度、形状、负荷的刃具。12. 量具的工作部分要求、和高的o对精度要求较高的量具,-般都采用合金工具钢,如CrWMn等。13. 根据碳在铸铁中的存在形式,铸铁可分为白口铸铁、14. 耐磨钢是指具有高耐磨性的高钢,它基本上都是成型。15. 特殊性能钢包括、和o16. 普通热处理包括 、和;表面热处理包括和O17. 可锻铸铁的石墨呈状,是用经过处理,使分解而得到的。18. 对球墨铸铁退火可提高其和,改善,消除;经正火处理,可提高其和;经处理,可获得较好的综合力学性能;通过等温淬火,获得高、高、又有足够的较高综合力学性能。19. 正火只适用于及合金元素含量的合金钢。20
4、. 将钢加热到适当温度,保持一定时间,然后冷却的热处理工艺称为淬火,它的目的是提高钢的、和O21. 常见的淬火冷却介质有和o22. 铝合金按其成分和工艺特点可分为和o23. 白铜是合金;黄铜是以为主加元素的铜合金。24. 按受热后的表现,塑料分为和;习惯上也将塑料分为和O25. 常见的轴承合金有基、基和基轴承合金。二、选择题(每小题2分,共38分)1. 拉伸试验时,试样拉断前能承受的最大应力称为材料的oA.比例极限E.抗拉强度C.屈服点D.弹性极限2. 重型锻压机主要要求锤头材料具有较高的值。A.j B.ob C.6 D.HRC3. 高压水输送矿石,管道主要产生磨损。A.磨料磨损B.疲劳磨损C
5、.冲蚀磨损D.腐蚀磨损4. 可以在无摩擦的条件形成的是oA.粘着磨损B.疲劳磨损C.冲蚀磨损D.腐蚀磨损5. 机器的部分用以完成运动和动力的传递和转换。A.原动机 b执行 C.传动D.操纵或控制6. 选择材料:冷冲压件;齿轮;手工锯条;钢筋oA. T10B. 45 C. 08FD. Q235A7. 选择材料:鑒子;锂刀;弹簧;曲轴cA. 65Mn B. T8 C. T12A D. 40Cr8. 制造要求有良好综合力学性能的主轴、曲轴等应用oA. 40Cr B. 60Si2Mn C. 20CrMnTi D. GCrl59. 下列材料中,较适宜制造麻花钻。A. W18Cr4V B. 20CrMnT
6、i C. 40Cr D. GCrl510. 高猛钢ZGMnl3具有高耐磨性的原因是oA.热处理提高了硬度和耐磨性B.表面受到冲击产生硬化C.因有较多的FesC存在D.含碳量高11. 3Crl3属于oA.冷变形模具钢B.锯不锈钢C.耐热钢 D.耐磨钢12. 柴油机曲轴可用制造。A. HT200B. KTH350-10C. QT500-05D. RUT42013. 机床床身可用制造。A. HT200B. KTH350-10C. QT500-05D. RUT42014. 有关材料H62下列说法正确的是oA.普通黄铜,铜的含量是38%。B.普通黄铜,锌的含量是38%。C.特殊黄铜,铜的含量是62%。D
7、.特殊黄铜,锌的含量是62%。15. 属于热处理不能强化的铝合金的是oA.防锈铝 B.锻铝 C.硬铝 D.超硬铝16. 为改善T12钢的切削加工性,其预先热处理该采用oA.完全退火E.球化退火C.去应力退火D.正火17. 某齿轮表面要求硬而耐磨,心部具有良好的韧性,应采用_A. T12钢淬火后低温回火B. 45钢调质处理C. 15钢渗碳、淬火及低温回火D. 15钢淬火及中温回火18. 合金钢在淬火冷却时,冷却介质常用oA.矿物油 B.水C. 10%的盐水D.碱水19. 弹簧淬火后应选用oA.低温回火E.中温回火 C.高温回火三、简答题(每小题5分,共30分)1. 画出低碳钢的拉伸曲线图,并标出
8、四个阶段。2. 对灰铸铁热处理的目的,常用的热处理方法有哪些?3. 什么是退火,退火的目的是什么?4. 什么是淬透性,什么是淬硬性?影响它们的因素是什么?5. 什么是回火?回火的目的是什么?回火的分类?6. 什么是化学热处理,由那三个过程组成?第三部分机械制造工艺基础(满分63分)一、填空题(每空0.5分,共14分)1. 铸件凝固过程中如补缩不良会引起铸件产 缺陷。2. 在整个锻造生产过程中,对金属加热的目的是为了提 ,降彳,并使内部组织均匀。3. 使毛坯材料产生或分离的加工方法称为压力加工。4. 手弧焊的焊接工艺参数有焊条直径、o5. 机械加工按切削加工所用切削工具类型可分为两类:一类是利用
9、进行加工;另一类是利用进行加工。6. 切削用量是在切削过程中、和的总称。7. 机器零件的加工质量指标分为和两大类。8. 按焊缝的空间位置,焊接操作分、平角焊等。9. 铸造中空零件的模样时常预制,便于型芯的铸型中的定位。10. 锻造温度范围指的是合理的和之间的一段温度间隔。11. 自由锻常用的设备有和o12. 电弧焊时,的过程称为引弧。引弧的操作方法有和两种O13. 根据成形方式的不同,锻造可分为和两类。二、是非题(每小题1分,共10分)()1.刀具切削部分材料常温硬度一般要求在60HRC以上。()2.切削过程中产生的热量大部分传入工件。()3.后角是后面与主切削平面的夹角,表示刀具后面倾斜的程
10、度。()4.立焊时焊接电流的选择应比平焊大一些。()5.通过主切削刃上选定点,与主切削刃相切并垂直于基面的平面称为主切削平面。()6.铸件凝固过程中如补缩不良会引起铸件产生缩孔缺陷。()7.自由锻产生裂纹缺陷的原因主要是材质不好、加热不充分、锻造温度过低、锻件冷却不当等。()&铸铁和低碳钢能气割。()9.工件的转速很高,切削速度就一定很大。()10.表面粗糙度值越小,加工表面的微观几何形状精度就越高。三、选择题(每小题1分,共9分)1. 浇注时应合理控制浇注温度和浇注速度,浇注速度过快易产生()缺陷。A.气孔与裂纹E.粘砂与裂纹C.气孔与砂眼D.粘砂与砂眼2. 对于低碳钢、中碳钢的小型锻件,为
11、提高冷却速度,常用( )oA.炉冷E.坑冷C.空冷D.灰砂冷3. 终锻温度是停止锻造的温度,终锻温度过低,会引起( )oA.裂纹B.晶粒变粗大C.过烧D.热应力4.下列几种焊接方法,属于压焊的是()oA.手弧焊b气焊C.电阻焊D.钎焊5. 切削时,刀具上与工件已加工表面相对应的面是( )oA.前刀面E.主后刀面C.副后刀面D.正交平面6. 碳化焰常用于焊接( )oA.低碳钢b中碳钢C.高碳钢D.低合金钢7. 摇臂钻床钻孔时的主运动是( )oA.钻头的纵向运动E.钻头的旋转运动C.工件的上下移动D.工作台移动&无需加填充金属,焊件变形小,生产效率高的焊接方法是( )oA.埋弧焊:B.电阻焊C.电弧焊D.气焊9.粗加工时宜选用以()为主的切削液。A.冷却性能E.润滑性能C.排屑作用D.防锈作用四、简答题(5分)什么是切削热?减少切削热和降低切削温度的工艺措施有哪些?
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
