《QPB型气化射流泵技术参数及使用说明(上)》由会员分享,可在线阅读,更多相关《QPB型气化射流泵技术参数及使用说明(上)(3页珍藏版)》请在装配图网上搜索。
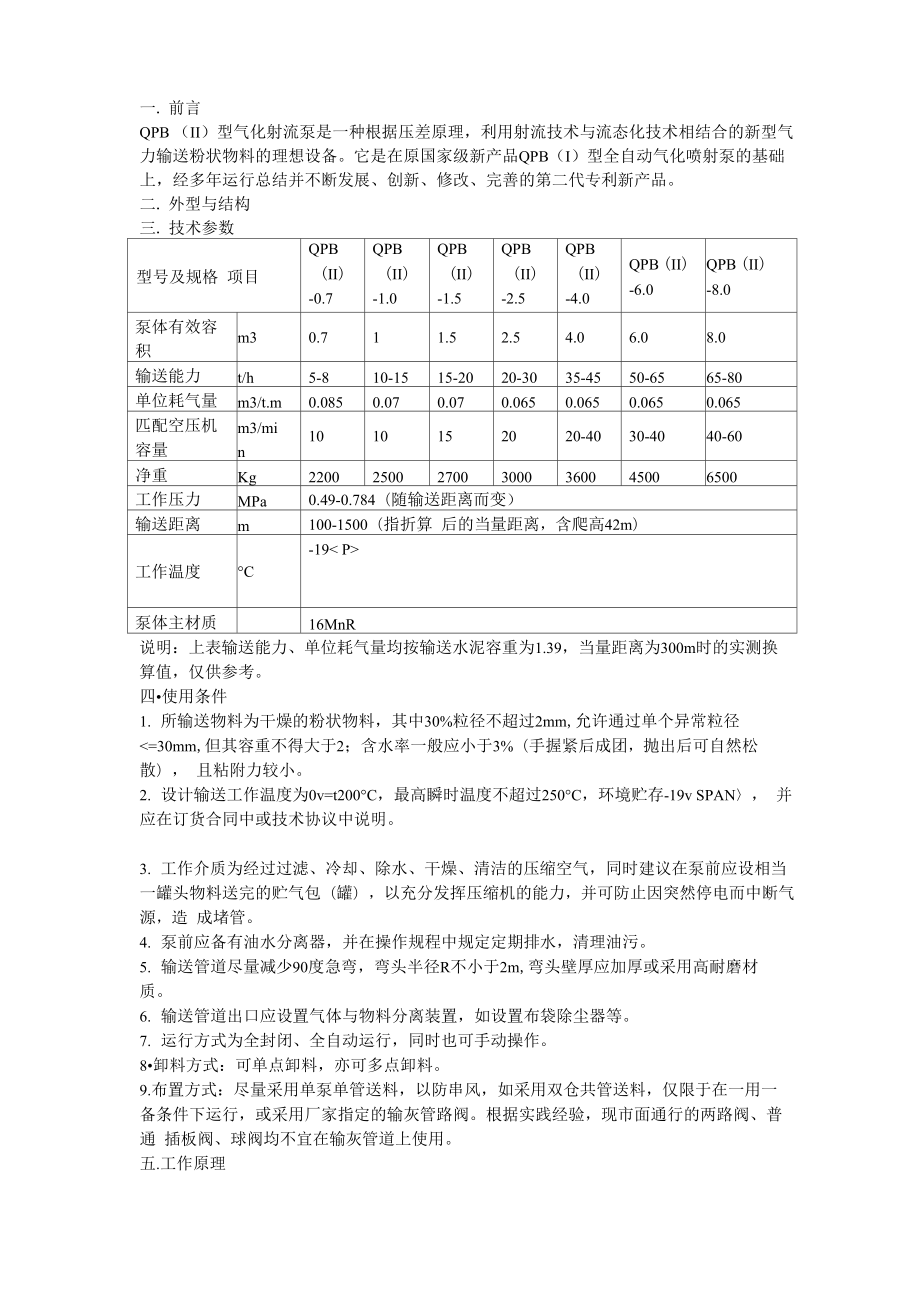
1、一. 前言QPB (II)型气化射流泵是一种根据压差原理,利用射流技术与流态化技术相结合的新型气 力输送粉状物料的理想设备。它是在原国家级新产品QPB(I)型全自动气化喷射泵的基础 上,经多年运行总结并不断发展、创新、修改、完善的第二代专利新产品。二. 外型与结构三. 技术参数型号及规格 项目QPB(II)-0.7QPB(II)-1.0QPB(II)-1.5QPB(II)-2.5QPB(II)-4.0QPB (II)-6.0QPB (II)-8.0泵体有效容 积m30.711.52.54.06.08.0输送能力t/h5-810-1515-2020-3035-4550-6565-80单位耗气量m
2、3/t.m0.0850.070.070.0650.0650.0650.065匹配空压机 容量m3/min1010152020-4030-4040-60净重Kg2200250027003000360045006500工作压力MPa0.49-0.784(随输送距离而变)输送距离m100-1500(指折算 后的当量距离,含爬高42m)工作温度C-19泵体主材质16MnR说明:上表输送能力、单位耗气量均按输送水泥容重为1.39,当量距离为300m时的实测换 算值,仅供参考。四使用条件1. 所输送物料为干燥的粉状物料,其中30%粒径不超过2mm,允许通过单个异常粒径 =30mm,但其容重不得大于2;含水
3、率一般应小于3%(手握紧后成团,抛出后可自然松散), 且粘附力较小。2. 设计输送工作温度为0v=t200C,最高瞬时温度不超过250C,环境贮存-19v SPAN, 并应在订货合同中或技术协议中说明。3. 工作介质为经过过滤、冷却、除水、干燥、清洁的压缩空气,同时建议在泵前应设相当 一罐头物料送完的贮气包(罐),以充分发挥压缩机的能力,并可防止因突然停电而中断气源,造 成堵管。4. 泵前应备有油水分离器,并在操作规程中规定定期排水,清理油污。5. 输送管道尽量减少90度急弯,弯头半径R不小于2m,弯头壁厚应加厚或采用高耐磨材 质。6. 输送管道出口应设置气体与物料分离装置,如设置布袋除尘器等
4、。7. 运行方式为全封闭、全自动运行,同时也可手动操作。8卸料方式:可单点卸料,亦可多点卸料。9.布置方式:尽量采用单泵单管送料,以防串风,如采用双仓共管送料,仅限于在一用一 备条件下运行,或采用厂家指定的输灰管路阀。根据实践经验,现市面通行的两路阀、普通 插板阀、球阀均不宜在输灰管道上使用。五.工作原理QPB (II)型气化射流泵的工作原理,实际上是利用气力压差原理来输送的。当物料进入泵 体仓满后,经过气化,使物料形成流态化状态,顺利进入混合室;与此同时压缩空气经射流 喷嘴高速喷出,室内局部形成负压,与流态状的物料充分混合,高速气流带着物料经过拉法 尔管进行能量转换后,再次使气物均化,沿输送
5、管道运动前进,即达到粉状物料输送的目的。 本设备为电控气动,其运行方式的基本程序为:排气阀开一一进料阀开进料到仓满、料位计动作进料阀、排气阀关闭进气阀 开一一出料阀送料一一料空(罐顶压力指示)一一进气阀、出料阀关停止送料 排气阀开进入下一循环注:1.开泵压力应根据输送距离及气源压力情况,设定开泵压力整定值。2关泵压力亦应根据输送距离、气源压力等情况,将仓顶压力表调至关泵压力整定值。3电控系统(PC程控箱)及气控系统均据此编制程序设计。六.设备的安装调试设备在出厂前已进行预组装,并进行过各项检验。包括气动元件的功能检验,整体气密性检 测,整机自动和手动模拟检验及故障状态下的堵管模拟试检。发货时为
6、便于装箱运输,重新 进行解体装箱,客户在收货时应按厂方的发货清单,认真清点,并立卷归档。设备投入正式安装,用户应根据输灰系统工程设计平,立面布置有关图纸及资料,按规定方 位、设计高程,浇注混凝土基础。因该泵无任何运转部件,故对基础混凝土的标号、深度、宽度没有作详细要求,可由用户根 据地质情况及承载能力酌定。一般混凝土标号不低于C25,保证牢固,满足水平承载即可。 设备安装时,依结构图及有关设计技术资料重新组装就位,整机安装完毕,按下列程序进行 检验。(一).泵本体检验1. 外型尺寸按安装图检验,连接法兰按JB-81及HGJ45-91规定检验。2. 各连接处的止漏垫圈及各紧固件的型号、规格,材质
7、按图纸要求检验,所有联接螺栓必 须受力均匀,牢固可靠。3. 进料阀、排气阀的气缸、锥阀与密封胶圈必须安装正确,上、下同心,启闭灵活,密封 圈接触均匀、严密。4. 控制气源应单独设置,气路走向应正确,控制气源仪表、设备齐全,排列有序,连接牢 靠。5. 料位计根据用户选定后,其安装要求参照生产厂使用说明书与泵体连接,必须安装正确, 电源线路,输入与输出端线路必须先看清楚,确定无误,连接牢固,水平安装时应有保护罩, 并动作灵敏。6. 压力表安装正确,表下有阻尘装置,接线无误,连接牢固。7. 检查喷嘴是否锁紧,一般在整机模拟试验时,已对喷嘴最佳位置选择进行过调整,达最 佳值后随时锁紧并帽。8. 检查泵
8、体内及管道内(包括输灰管道内,不能留有任何残留物,包括焊渣、割切铁块、弯头 衬料、工具、螺栓、螺帽等等)。完成上述检验,即符合要求,认为整机装配合格。(二).气动元件功能检验1根据气动接线图,检查各分配气源管是否连接正确。2.将0.4MPa的气源接到控制气源的进气管上。3用手动方式操作,分别检查各电磁阀,要求连接正确、牢固,动作准确、灵敏,连接的阀 门启闭情况并与程控要求的一致。4在进料阀与排气阀的锥形体与密封圈接触时,要求接触同心,均匀、密实,必要时倒入少量 水,无渗漏痕迹,即认为合格。(三).整机气密性试验1. 在出料口端装一手动截止阀(用户自备),调试时作密闭与泄压用,调试完毕后拆除。2
9、关闭泄压阀,打开气源控制阀,手动操作电磁阀,使进料阀与排气阀处于关闭状态,手动 开启进气阀;待气压升至0.7MPa时,关闭进气阀,截断气源,保压进行下述检查: 各连接部位,螺栓连接处(包括前述进料,排气密封圈)涂刷皂液,观察是否冒泡,或渗流现象 存在,如发现渗漏或冒泡现象,立即停止试验。打开泄压阀,至表压为时,再逐一找出漏 气原因,进行处理。处理完毕,再行升压检查,直到无漏迹为止。此时认为气密性体验合格, 随及将进、排气阀用手调至自动位置。(四)整机模拟和自动模拟调试整机模拟调试和自动调试是指正式投运前的单台或多台联运前的调试,为了模拟实际运行的 压力变化,并以此来检验整套设备的综合性能。因该
10、系统控制均为全自动电控操作及仪表指 示,这里不作详细介绍,详见电气控制使用说明书。七泵的最佳参数获得1最佳关泵压力获得:关泵压力整定值过低,实际等于浪费能源,延长每罐的输送时间,降低了台班产量;而关泵 压力整定值偏高,虽然缩短了输送时间,产量较高,却在管道内残留少量物料,容易引起堵 管,是主要堵管因素之一。最佳关泵压力的获得,可从低值0.02MPa开始的,或以空运行时的泵顶压力表值为起始值, 渐渐提高,每次调高0.005Mpa。随着当量输送距离的长度增加而增加,一般经验认为,当 量距离为150-200m以内,关泵压力可选为0.02Mpa,当距离增至800m时,关泵压力可调 至0.1-0.15Mpa,其他输送距离可依此用插入法类推求得。如背压远远超过此值,则应怀疑 管路布置的合理性,或检查管道中(特别是90弯道处)是否有异物阻塞。原则是既要节能、 送得快,而又要不致形成堵塞为佳。2. 喷嘴最佳位置的选择:首先按图纸确定喷嘴的初始送料位置,列表记录开泵压力、工作压力、关泵压力、送料所需 时间。历时1小时后,停泵、将并帽松开,逆时针方向旋转二周,锁紧并帽,第二次开始送 料。历时1小时后,同时记录开泵压力、工作压力、关泵压力、单罐送料所历时间;反复 3-4次后,比较单罐所耗时间长短,若有利,继续前调。反之调复原位后,再顺时针方向旋 转两周,与前作的记录,反复进行比较,直到找至最佳值为止。
 QPB型气化射流泵技术参数及使用说明(上)
QPB型气化射流泵技术参数及使用说明(上)