《GSK980TD仿真系统对刀操作方法》由会员分享,可在线阅读,更多相关《GSK980TD仿真系统对刀操作方法(1页珍藏版)》请在装配图网上搜索。
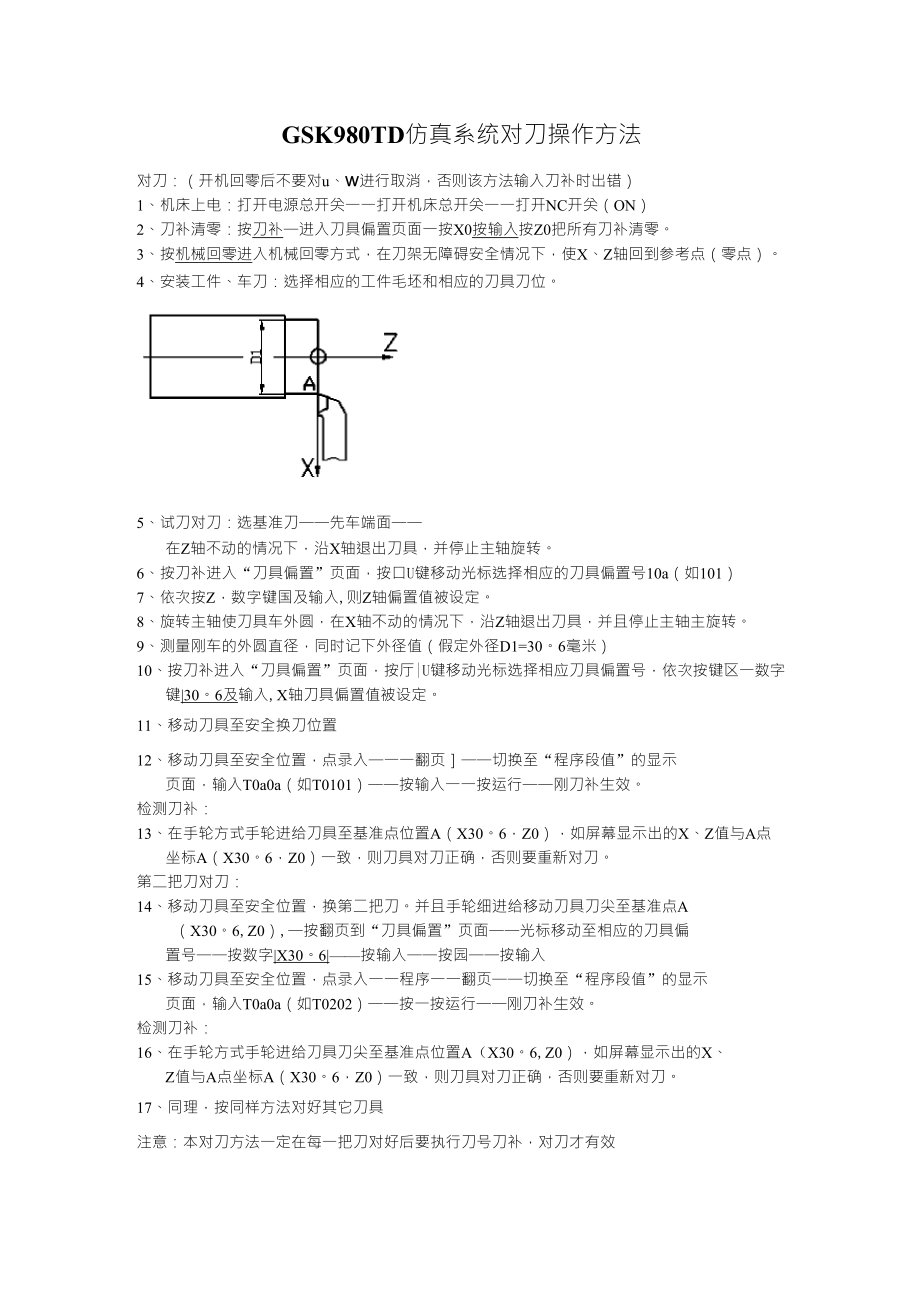
1、GSK980TD仿真系统对刀操作方法对刀:(开机回零后不要对u、w进行取消,否则该方法输入刀补时出错)1、机床上电:打开电源总开关一一打开机床总开关一一打开NC开关(ON)2、刀补清零:按刀补进入刀具偏置页面一按X0按输入按Z0把所有刀补清零。3、按机械回零进入机械回零方式,在刀架无障碍安全情况下,使X、Z轴回到参考点(零点)。4、安装工件、车刀:选择相应的工件毛坯和相应的刀具刀位。5、试刀对刀:选基准刀先车端面在Z轴不动的情况下,沿X轴退出刀具,并停止主轴旋转。6、按刀补进入“刀具偏置”页面,按口U键移动光标选择相应的刀具偏置号10a(如101)7、依次按Z,数字键国及输入,则Z轴偏置值被设
2、定。8、旋转主轴使刀具车外圆,在X轴不动的情况下,沿Z轴退出刀具,并且停止主轴主旋转。9、测量刚车的外圆直径,同时记下外径值(假定外径D1=30。6毫米)10、按刀补进入“刀具偏置”页面,按厅|U键移动光标选择相应刀具偏置号,依次按键区一数字键|30。6及输入,X轴刀具偏置值被设定。11、移动刀具至安全换刀位置12、移动刀具至安全位置,点录入一一翻页切换至“程序段值”的显示页面,输入T0a0a(如T0101)按输入一一按运行刚刀补生效。检测刀补:13、在手轮方式手轮进给刀具至基准点位置A(X30。6,Z0),如屏幕显示出的X、Z值与A点坐标A(X30。6,Z0)一致,则刀具对刀正确,否则要重新对刀。第二把刀对刀:14、移动刀具至安全位置,换第二把刀。并且手轮细进给移动刀具刀尖至基准点A(X30。6,Z0),按翻页到“刀具偏置”页面光标移动至相应的刀具偏置号按数字|X30。6|按输入按园按输入15、移动刀具至安全位置,点录入一一程序一一翻页切换至“程序段值”的显示页面,输入T0a0a(如T0202)按一按运行刚刀补生效。检测刀补:16、在手轮方式手轮进给刀具刀尖至基准点位置A(X30。6,Z0),如屏幕显示出的X、Z值与A点坐标A(X30。6,Z0)一致,则刀具对刀正确,否则要重新对刀。17、同理,按同样方法对好其它刀具注意:本对刀方法一定在每一把刀对好后要执行刀号刀补,对刀才有效
 GSK980TD仿真系统对刀操作方法
GSK980TD仿真系统对刀操作方法