 提升SMT制造能力改善案例总结
提升SMT制造能力改善案例总结

《提升SMT制造能力改善案例总结》由会员分享,可在线阅读,更多相关《提升SMT制造能力改善案例总结(16页珍藏版)》请在装配图网上搜索。
1、提升SMT制造能力改善案例总结我公司实行事业部制,本事业部是电子PCBA和光电产品制造事业部SMT是事业部电子PCBA的源头,该区域制造能力的提升是一项长期任务,随着电子PCBA产品的日益扩展,这项任务变得越来越迫切。在公司和事业部领导的大力支持下,事业部组建了跨部门改善团队,并在外部专家的指导下,逐步展开了一系列改善行动。组建跨部门改善团队品管部:QC工程师1人、QC技术员1人。工程部:PE工程师2人、程序技术员1人。生产部:生产主管1人、生产领班1人。深度诊断SMT制程一般的QC改善活动往往通过头脑风暴的方式来充分发掘改善课题。就SMT制程而言,它已经是一个被广泛应用、比较成熟和规范的技术
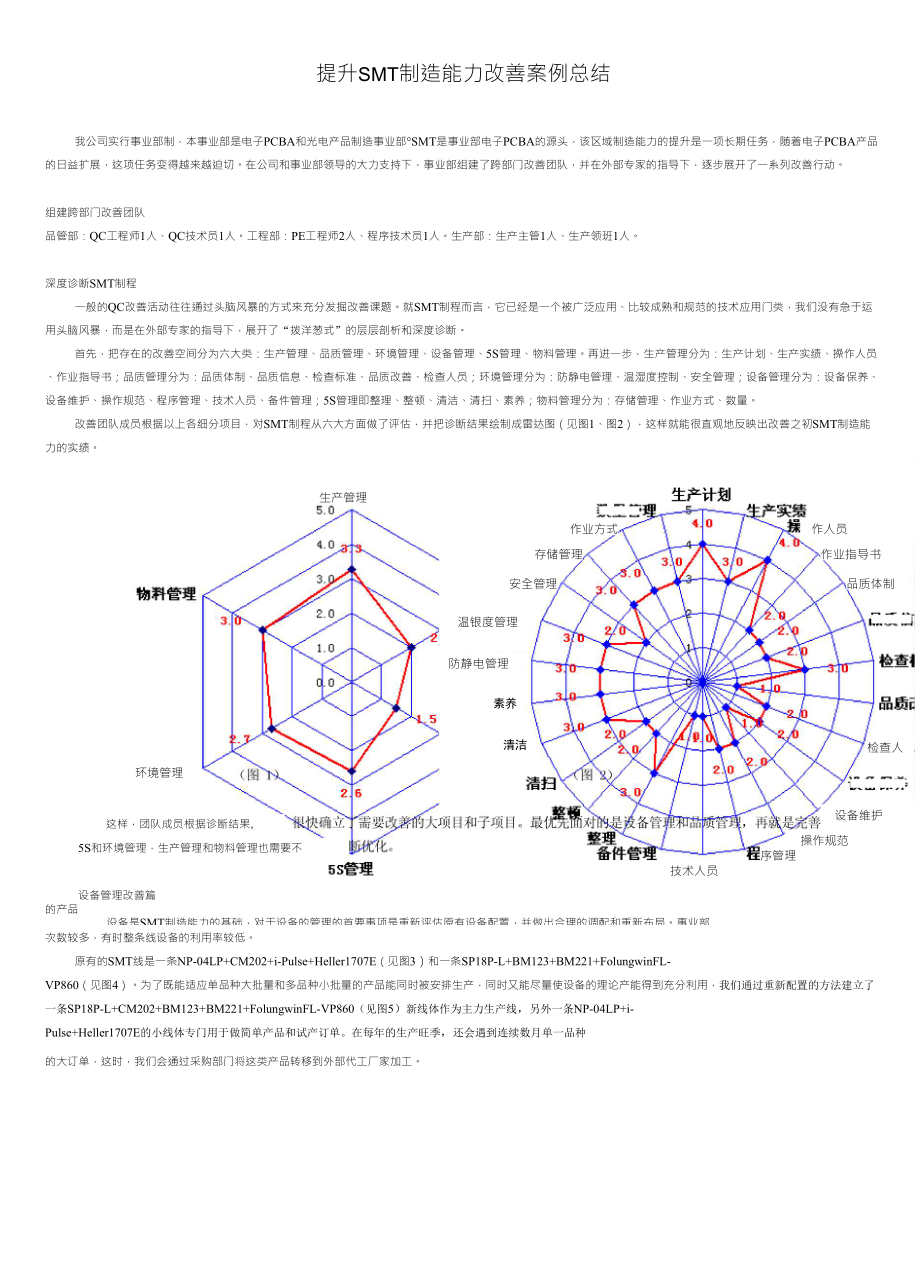
2、应用门类,我们没有急于运用头脑风暴,而是在外部专家的指导下,展开了“拨洋葱式”的层层剖析和深度诊断。首先,把存在的改善空间分为六大类:生产管理、品质管理、环境管理、设备管理、5S管理、物料管理。再进一步,生产管理分为:生产计划、生产实绩、操作人员、作业指导书;品质管理分为:品质体制、品质信息、检查标准、品质改善、检查人员;环境管理分为:防静电管理、温湿度控制、安全管理;设备管理分为:设备保养、设备维护、操作规范、程序管理、技术人员、备件管理;5S管理即整理、整顿、清洁、清扫、素养;物料管理分为:存储管理、作业方式、数量。改善团队成员根据以上各细分项目,对SMT制程从六大方面做了评估,并把诊断结
3、果绘制成雷达图(见图1、图2),这样就能很直观地反映出改善之初SMT制造能力的实绩。素养清洁设备管理改善篇设备是SMT制造能力的基础,对于设备的管理的首要事项是重新评估原有设备配置,并做出合理的调配和重新布局。事业部环境管理这样,团队成员根据诊断结果,生产管理作业方式存储管理安全管理温银度管理防静电管理5S和环境管理,生产管理和物料管理也需要不技术人员作人员序管理作业指导书品质体制检查人设备维护操作规范的产品门类多、订单数量差异大、试产也常常穿插进来、工艺也有多样性(单面贴装、双面贴装、胶版混装等),造成每日换线次数较多,有时整条线设备的利用率较低。原有的SMT线是一条NP-04LP+CM20
4、2+i-Pulse+Heller1707E(见图3)和一条SP18P-L+BM123+BM221+FolungwinFL-VP860(见图4)。为了既能适应单品种大批量和多品种小批量的产品能同时被安排生产,同时又能尽量使设备的理论产能得到充分利用,我们通过重新配置的方法建立了一条SP18P-L+CM202+BM123+BM221+FolungwinFL-VP860(见图5)新线体作为主力生产线,另外一条NP-04LP+i-Pulse+Heller1707E的小线体专门用于做简单产品和试产订单。在每年的生产旺季,还会遇到连续数月单一品种的大订单,这时,我们会通过采购部门将这类产品转移到外部代工厂
5、家加工。mMran(图3)LINEALINEB(图4)SP阴印刷机CM202BM123BM221詰杵検査FOLUT(图5)勺同时,事业部还先后引进了2台A0I设备,字I202+BM123+BM221+FoluninFL-VP,在调整线体配置的后,另1台OmronVT-RNS安排在SP18P-L+C系统,这样就进一步提升了SMT生产线的制造能力。iBF18D安排在NP-04LP860的线后。同时,*二一lse+Heller$07E的线了PanapRO离线编程*1p*as嚴面介设备保养和维护是保证SMT设备正常运行的重要手段,也是SM工程技术人员和生产操作人员的基本职责;在设备的日常保hrilHi
6、ifrNfi1fcHMiTwIirvln-r*s周保养一检杳.清洁和基本注油工作月悔年度保养一注油5油滑油的工作和耗品的更换作业指导书利标准H.周保养的作业指导书月5年度保养的作业指导书设:备丿记录利表格(图保养记录,要求记录设备保养的内容日周保养的记录检直表,日.周保养工鴛认螂规范一致在实际操作,月.季度保养的记录检查表,月.季度保3还积累了一些经验。例如:设定,负责的人员技术员和操作入员工程师和技术员工彳或:同时也建立了设备备注油后需要让设备运行一下,再检查是否有油脂溢出(见图8)或飞溅(见图9),发现后及时擦拭掉,以免影响设备对元器件的识别和造成其他品质影响。乍的能设备最终文并茂,既详尽
7、后,现在的作业指导书(如图10、图11)能做到:操作人员可以根据指导书直接作业,全面反映作业人员的工作内容,还包含了出现问题的解决方法和改善对策。不良对策Iii注意事项ilM只是简单的回流温度设置图片4|怎IliiSM帘悄it.:I;口=4.:门血川力3UP5即:*爲1严,.-,叩:I:1,.-、.工舟事站戎亡丘何It左口怛吃占匕盘屯JL也.4tomTtmlNEKIt*丨IZFWII兀;Hijrfiihtrroi.*.操作规范操作图示*nrZHEHI/CrX内容不足.人员无法依据指导书作业2、制柞的方武不是以文字结合图片说(W)3. 无作业步骤的说明J人员可以根据指导书可直接作业2、全面反映件
8、业人员的工件内容3、出;!:1花(图1)4、保证所有人员作业动作的统一性回流焊是SMT制程中的关键工艺,监测被纳入到设备控制中来。测温作业指导书4nrxB.M举3-已r*ii.bi,j-rin.U.rBr.LnI1!IK-IMfardbiuH:.与否直接影响到PCBA的品质,所以对于炉温的250Peak;S度为了防止不良的发牛倉要是正确适合的温度曲线250250180150Pre-Heat温度(图12)关不良项由于产品的门类众多,真实炉温曲线的关键。El以不同的PCBA间对于测温板的制作也:的要求?尤其是测温点的选择5理情成裂救形件央工测温板的选择:测温点的选择1温度由线的莪取方法测定电路板:
9、归装完成的电路板测定器:回流焊检测器 线种:K种魏锯合金、银铝合金的顶端是熔焊物质) 线彳空:0O.1O.2mm(QFPO阳以下是G0)(3).热电偶引脚线的粘归方法龙锡膏塌陷】膏氧化,未熔融让引脚顶端与测定点充分的接触 根部用玻璃胶囲定(不让引脚拧曲) 引脚顶嫌用粘合剂国定(引脚线也要部分固定)HM5熱霓谒引腾a=t去尽可能使用外置的测温工具.最好可以有六个以上的测温点Q品质管理改善篇失败的人喜欢找理由攻克一个个改善课题。3.测定的地方(图):I:1:.-丄,-:、.3.I3(图13):注皿,薄型QFP的引脚端子/CSP的引脚端子,大型BGA/QFP/PLCC等的引脚端子/body成功者总是
10、找方法,在SMT制程品质管理中,全体改善团队成员通过品管7大工具的娴熟运用来不断(酿耐热差的部品在这里,我们还是先回顾一下品管常用的7大工具(检查表、直方图、层别法、柏拉图、因果图、散布图、控制图)的几个常用手法。例如:直方图和层别法(如图14)的结合可以帮助我们分析不同线体或不同班次间的品质数据,从不同条件的差异中找到问题的节点。而柏拉图(如图15则可以帮助我们分析哪些问题是我们首要解决的,或者哪些因素是占主要比率的因素。检查表也在管理得到比较好的应用,图18就是用于Feeder型号核对的检查表,从而保证了对于不同物料正确地使用Feeder。倚锡荫况吟分祈:FlLine不良类型的分类统计:2
11、2$2221at*1丄58PPM62项因-1RII.托寸Iiib)训MM:-rm】bO陨也魁Un8X4FI.eXD.EXO.S.EOJEK甫亮度橙測L.EX0.8XD.5(图18)主要證生的爲件迁心兀件、其中发生槪率较驾位置:II有畠夏对这些位置印刷惜爲当然,问题最终的解决和改善离不开更深一步的具体技术分析,只有找到问题的根本原因,才有可能实施有效的改善对策。这里列举几个改善团队成员们实际分析和解决过的案例:案例1:如图19所示,该器件总发生偏移,SMT工程师观察了印刷后的锡膏(如图20)没有明显的异常,但发现贴装的器件高度有0.3mm的差异,且器件偏移方向均向着翘起的一边。经分析,确定为器件
12、来料中有一定比例单边翘起的不良品(如图21),需要由QC工程师联系供应商实施改善。该器件来料不良改善后,过度偏移的现象即不再发生了。偏移方向容易发生偏移的元件m9S3H(图19)案例2:如图22所示,左下角的贴片件总是容易发生虚焊,经在高倍发大镜下观察,发现焊盘明显偏大(如图23)。这样,在回流焊的过程中,锡膏熔融后产生较大的张力,而该贴片件接触的粘着力张力,容易产生虚焊。找到原因后,QC工程师联系产品设计人员,修改了焊盘的大小。整和更改贴装位置昌前元件贴装位n以上一系列的异常针对不良异常的处理记录化内容(如图29)。修改元件貼装坐标,使金属引BI完全接触锡膏(图22)案例3:翻件和反白元件(
13、如图24)常发生在二级管和电阻上,通过在程序中增加识熔焊到PCBA上。案例4:如图26象就避免了。门,可以减少此类大埠嶽=大的埠嶽闻跖=大的锡奇张力增加识别option选顼面元彳不良比勺其中在日二极管,元件元件锡音锡音E和对应的途径;生不良的标准(图29)179PPM60.8%t完成品质目在这样的升了60%(如图二問題発見T能力斗生产性提高明确异常的标准和对应的途径针对不良异常的处理进行详细的记录具体内容:异常的状态再原因的分析、对应的方法(前后数值)改善后的效果为了.防止再5S管理改善篇5S和员工技能是制3S項目数据来董10年5月份9806主板生产数据,/I5S管理(活動)整理需要不需要的东
14、西整頓沽掃恒的话题。正品质提升了対图31所示,5S管理可以实现爾ik错误材料治具不良削减可视犹的车间正确的t犬家容易7嗣削减机潮除削减寻找不讎发生推除员工上班率高稳罡观器动存预随机器敲障了解理切换效率最尢化库冇最少化浪费/废弃削减牛.产延谋=0稼动损耗削减建立了SIVIT制程不良改善反馈单对SMT发生的异常品质问题.落实到责任人品质改善的纳期(交货期)红牌作战是5S管理的通用手法,在现场管理中不断发现细节中的不足,并不断修正,可以逐步提升5S管理水平。h应及时2,良品放置在周转车上;用完和没有使用的,备料区和生直接放在这些问题,上面这组图片,是我们卡通箱的碎屑往盘混放在一起;印还没有使用完的蛊
15、子的料盘套在专门的束轴上;设置了钢网清洗池,刮刀可以在清洗池及时清洗。mas印刷机配套已使有.隔的盘添了多辆5S管理现在已经升格为6S,并在全公司、各事业部被积极推动。公司建立了6S评价体制,列入事业部的年度KPI,逐步得到有效地改善。环境管理改善篇在这里着重介绍防静电管理方面,这也是SMT品质控制的重中之重。比较有特色的几项改善案例记述如下:案例1:现在人们的衣服材质多种多样,在干燥、寒冷的季节难免身上带有较强的静电荷。在进入生产区域的门口设置静电释放点(如图33),可以有效地释放员工身上的静电荷。(图33)案例2:原先很多人以为纯棉布底的图34)*(图35)测卡頃率:每半年一次嗚年参考習:
16、05xl010&Q如图34)可以替代防静电鞋,但是为了更有效地做好静电防护,进入生产区域人员一律要求穿专门的防静电鞋(如图35)。案例3:金属托盘(如图36)是良好的导电体,为什么不能用作为防静电周转用具呢?其实静电既要得到有效的释放,也要防止瞬间快速放电损伤PCBA,所以采用阻抗符合标准要求的的专用防静电周转盒(如图37)是正确的选择。测量频率:每个月一次测量参考值:106109Q36)(图37)案例4:长期来,用于PCBA测试的治具的材质被我们忽略了,它也必须用防静电的材料来制作,不能使用普通有机玻璃。(图38)0得到保障的。=(产品产量単板点数)十(B产品产量X单板点数)由于生产管理本身
17、就是一门很大的管理学科,在这里我们仅仅谈谈提升综合稼动率方面所做的点滴改善事例。1.I立达成尬00%4-【机种连续稼动率管理】=产量xcycletimeH-实际生产时间冥14.【机种连续稼动率管理】85%以上5.loeetimefTJVj1|.-a1,1rj?*C%-fM刃朴胥JL*i-一z*生产管理改善篇生产活动是SMT数管理、综合嫁动率管理、机种连续嫁动率管理、LossTime管理、机种切换时间管理。制造的核心内容,提升生产效率是生产管理的重要目标SMT生产管理又细分为:计划达成率管理、生产点e一一J亠-1-【计划达成率】二实际生产数呈:计划生产数%100%2【生产点数借理】以轲月实际点数
18、刮定日标。3-【綜合穢动率管理】二产畳xcycletime-r负荷时间冥100%6-【机种切换时冋管理】1)机种切换平均时间二乞(所有产殆切换时间)mE切换次数X3.【综合稼动率管理】巾以上以实阻前统计设定削减目标.6【机科切换比同】2)机种切换影响Z(取有产品切换时间)-负荷时1X100(图40)切换影响度首先从时间分析开始,从图41可以看出,每班次按12小时计,原先的综合稼动率还不到50%,必须找回损失的时间。0时间稼动率开工吋间12小时/I工作日100映目前:45.2%Line综合稼約258%時間稼動率低下(图41)朝会】点检1交孩:分)订环券生产(可能时?!Line稼動損黄U予C1二f
19、cfc76小时=实际生产时间才*w4AL-Aw-M!J.Lm改善手法1:每班次12小时中,员工午餐和晚餐各用时50分钟(如图42),加在一起就是100分钟,约占整个班次时间的14%。在SMT制造行业中,大多数采用了“人停机不停”的做法,所以我们也实行了轮班制,操作员工轮流用餐,即保证了员工的作息,也保证了设备的稼动。(图42)改善手法2:减少印刷工位切换的准备时间和减少首件调整时间匾会正常生产午餐轮班制正常生产晚餐轮班制正常:5分504V50分OOffline换料方式(前提条件.必须有充足的feeder与料袈车)Stepl:计划与进庚确认提前确认切换让划,与上机种生产进度Step2:材料提前淮
20、备把要准得进行材料从仓附领入-綃:內,进行备料0做好印刷工位切换的准备:材料,工具口材料工具准备充足ECI刷切换时间可L削减9分钟0制定-切换前影响印刷品质的点检项冃1. 网版清洁情况,(细间距的网版开口的清洗情况)2. 焊膏准备回温情况.3. 刮刀凶清洁,喪形情况4. 口劭克药(图i43)工丿乩叫改善手法3:离线备料的模式(图44)是理想化的模式,前提是有足够的Feeder。生产主管通过对现有Feeder的计算,最终提出了合理的新添置Feeder的数量,报请申购。实际切换中,尽可能实现离线换料,大大缩短了换线备料时间。St即3Feeder装料把需好的材料.全部提前安装到FeedercStep
21、4:feeder排列按閃上料表,料架在料架乍排列。井提前5分钟到产线。StepS:开始进行切换按照料架卞排好的位按照现在OffLirw的备料模式,每込料架30秒.2人柞业.29把料架,换料时.(图44)例子:提前备料切换置对应机器站位上料改善手法4:IPQC负责SMT每次换线后的首件检查,如果生产能与IPQC共同一起做首件,时间就可以节省一半了。同时,IPQC也借助QC工程师编制的PCBA元件版图和新购置的便携式袖珍电桥,得以缩短首件检查的时间。品管首件检查生产首件检查达到8分钟生产部首见完。结果OK,可以汗始虫产品模式生产与品管共同一起做首件。通过此方式.首件检査花费时间可以削减一半。工悅捉
22、案内容硬件投入资金投入元)时问削减勿换时间缩短印刷二位印夙首件晡试时间爺减应来提升后贴片二位检查二检支PIN更换削减材料更换时间削减首伴检查縮黴印刷切换工具,材料椎從齐全印刷切换点检表印刷切换工检小车门台3000%分钟阴分钟24分磁性PIM采用料架车线外整料生产与昂管共同检査首件20根2000.Ji:feederX25把料架车X2量75000JGGOOOJt42分钟音分钟BM123:73分BM22178分综合以上举例的手法,在一定资金投入的前提下,SMT切换时间可以得到大大的缩短,图46是对这些手法的综合评估。站里“疽少O机种切换时间削减预测:由现在凶93分钟,提升为:35+8=42分钟,时间
23、削减了55%(51分)OLineCPH=3600秒三位4秒x了眈点=22819点O每大节釣切换时间:=46分x51%x2.4x2=112.6分O每年节釣换线时间:=112.6分x25A乂桂月=33780O每年多产:=33780分4钿分x22819X85%x0.015?创造的余额效果=163800.49元点)。资金投入合计O按照目前的机种切换情况为例:但他线;每:切换*Z4次,I每次切换时叵:46分钟I牛产时间:42月/年,25天丿月;24小时天(图46)4:9001产阳为例?:效物料管理改善篇-物料管理改善篇物料管理分解为存储管理、作业方式(收料、配料等)、数量管理(盘点)公司上马了Oracl
24、e的ERP系统,物料管理人员在实际存储管理工作中,严格按照系统指令和单据操作,保证“单随物走”、“帐物一致”、“先进先出”。作业时注意料盘、帐卡、单据一致,避免混料、错料。盘点多采用:定期盘点、循环盘点、贵重物料盘点等方式。物料管理就是严格管理好数字,包括订单号、物料编码、储位号、数量、日期等,以及数量间清晰的加减乘除关系。阶段成果回顾改善其实不是一个专门的话题,而是日常工作的一部分。每个改善团队成员,都能在改善活动中不断积累、不断进步、在一番努力之后,阶段性的成果悄然而至了。面对最近的SMT制程诊断(如图47、图48),我们只会说:改善无止境、更上一层楼。0安全管,品质体,0溫银度管理tC0查环境管睡2.0作业蹲产实叢作人员作业指导书”设备维护十墻规范序管理生产管理5.0斤-一品质生产计划存储管理防静电管塑素养砧管理整運J备件管技术人员物料管理洁洁清扫(图48)设备保扌
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
