《《人才育成揭示板》PPT课件.ppt》由会员分享,可在线阅读,更多相关《《人才育成揭示板》PPT课件.ppt(8页珍藏版)》请在装配图网上搜索。
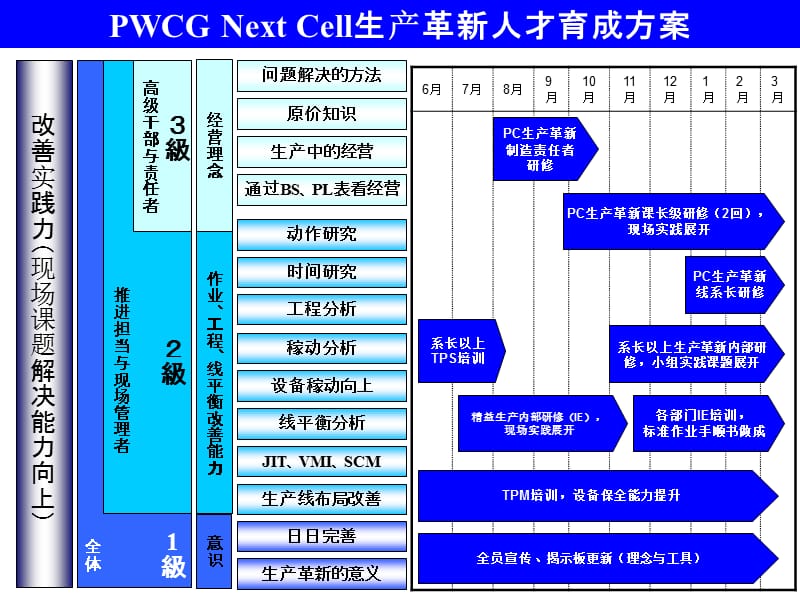
1、PWCG Next Cell生产革新人才育成方案,改善实践力(现场课题解决能力向上),经营理念,作业、工程、线平衡改善能力,意识,问题解决的方法,动作研究,时间研究,工程分析,线平衡分析,稼动分析,设备稼动向上,生产线布局改善,原价知识,JIT、VMI、SCM,日日完善,生产革新的意义,級,級,推进担当与现场管理者,全体,高级干部与责任者,1級,生产中的经营,通过BS、PL表看经营,全员宣传、揭示板更新(理念与工具),系长以上TPS培训,系长以上生产革新内部研修,小组实践课题展开,精益生产内部研修(IE), 现场实践展开,PC生产革新制造责任者研修,PC生产革新课长级研修(2回), 现场实践展
2、开,各部门IE培训, 标准作业手顺书做成,TPM培训,设备保全能力提升,PC生产革新线系长研修,Next Cell生产革新理念,起源于20世纪60年代以丰田为代表的日本汽车制造业,通过实施JIT生模式,以低成本、高质量的突出优势迅速占领美国市场。,精益生产方式,精益生产五项原则,PWCG Next Cell 生产革新精益生产推进(TPS),Next Cell生产革新理念,最快、最轻 库存为零,L/T缩短 经营资本成本最大化,实现最快,最轻,最强 的生产制造,最强 强制造体制,成本力战胜他社 营业利润最大化,拉动式生产,强化制造体制,以“库存”为标准衡量是否实现最经济的生产,按需生产,利用最小资
3、源,“库存”乃万恶之源,1、掩饰了现场对应力弱,2、掩饰了经营不善,生产不安定 流程复杂, 切换能力弱,大批量生产 制造L/T长 瞬间对应能力差,提前估计生产,操动率提高,就可获利的体制 不预留库存,就无法增加销售 开发时间长,无法跟上市场变化 计划生产无法对应市场变化 无灵活的生产体系,转变,争取“0”在库,实现有竞争力的QCD,在必要的时候,按需要的数量,便宜地、 安全地、以好的品质生产需要的东西。,对应生产量的变化(柔性) 缩短制造L/T(制造周期) 提高品质意识和降低不良 设备投资少 中间在库少 立即反映改善效果 作业者的热情提高 生产能力提高,对应生产量的变化(柔性) 缩短制造L/T
4、(制造周期) 提高品质意识和降低不良 设备投资少 中间在库少 立即反映改善效果 作业者的热情提高 生产能力提高,单元化革新的目的,全力满足客户的要求,单元化的目的,公司经营的贡献,单元化生产的背景,Next Cell生产革新工具简介6SK,1、何谓6SK?,6SK就是指整理、整顿、清洁、清扫、习惯、身美、健康,2、6SK推进的要点:(杜绝8大浪费现象), 预防工伤事故 有效预防火灾 现场清洁、整齐、明朗、有序,利于稳定、提高质量 流程有条不紊,故障一目了然,可提高工作效率 定置定位管理,有效利用空间 减少损耗,有效利用资源 环境清洁,改善保健卫生 环境优美,令人心情开朗,3、6SK对生产现场带
5、来什么好处:,基础5S升华6SK,Next Cell生产革新工具简介价值流图VSM,为了将放在SCM轴位置的制造革新活动从部分适应到整体适应、 并与经营成果相联系。,1、作成物资与信息流程图的目的,对象范围:SCM轴全体 顾客供应商,理由,从来的体系:无法将部分最佳与经营成果相联系,在分业体制下,除了自己能看见的范围外均无法活动,通过SCM轴全体(销售)流程的可视化共有化,配合活动成员的视线方向,配合活动成员的视线、活动的方向,将现在物资与信息的停滞、滞留、中断等实行可视化 明确目标与各相关部门共有,2、在制造革新活动中物资与信息流程图的位置,顾客视点,经营视点,顾客的要求:交货期短,没有库存
6、(CCM 资金流动顺畅),现状:需要改变什么?,顾客的要求与现状间的反差 反差产生的主要原因,“物资与信息流程图”,可视化共有化,目标:改变成什么?,“物资与信息流程图”,能回应顾客要求的目标目标值 现状与目标间的反差 (反差:活动课题),可视化共有化,活动日程,课题展开,(深入实践活动),怎样改变?,3、基本步骤,1.调查整理物资流通并记录 2.调查整理信息流通并记录 3.指出现状存在的问题 4.填写有制造特征的语句,书写物资流程 在右上方写顾客 流通上的库存重点 工序(只需框和名称) 供应商 工序间/材料库存 工序之中 物资流程的箭头 L/T与实际装配/加工时间 提取物资的时间,书写信息流
7、程 营业性的部门 (销售公司、代理店等) 事业部/工厂内管理部门 的工序BOX 在流通的信息及工序 BOX中,Next Cell生产革新工具简介IE分析,1、标准作业时间的概念: 在规定的作业条件下,用标准的作业方法作业的时候,必要的所需时间,2、时间测定:,把作业分割成每个作业要素作业,测定每个作业要素的时间。,3、步骤:,把分析对象拍成影像 把作业分割成每个要素作业明确要素起止点 用秒表测量510次时间 记录各要素时间 汇总各要素时间 测定结果: 最短的循环为标准作业时间,联合作业分析是: 联合作业分析是考虑实行联合作业的各作业主体的作业过程,相互的作业时间表达成流程表,区分单独、联合、不
8、稼动的各性质,明确改善目标的分析技术,联合作业分析的目的: 按照流程表,明确等待的损失和作业的时间,减少这样的损失。, 標準作業的要素,生产节拍时间、 作業順序、 標準等待,记入作业顺序/要点/安全/品质/环境/理由 记入每一作业顺序的时间 用图片说明 明确作业要领,时间观测用表,联合作业分析,表准作业组合票,改善,时间观测用表,联合作业分析,标准作业组合票,标准作业手顺书,IE分析流程,Next Cell生产革新工具简介标准作业,、何谓标准作业:,标准作业组合票是工作中实现的反复作业标准化工具的活用。 什么是标准作业 就是确定生产周期时间、进行作业量及作业顺序的人员配置,各 作业需要多少秒、
9、应该按照怎样的作业顺序、有什么作业要点是否遵 守(安全、品质、环境)等决定的基准。,何谓现场力,持续排除浪费的能力,浪费可视化,何谓标准化,3、构筑标准作业的工具:,确定标准作业 、进行改善的道具有2个标准作业组合票、 标准作业票;,2、根据生产周期时间来工作:,包括直接、间接、研究开发、采购、营业等在内的所有工作;,生产周期时间相当于顾客购买商品的速度(个秒)。依照这 个速度来分配作业、进行生产是非常重要的。,日日改善所作成的工作顺序规则,成果的显现化,副线圈插入标准作业手顺及作业CT时间,副线圈插入改善后作业步骤标准动作及动作的标准CT时间;,副线圈插入标准作业顺序及指示;,要求:作业者必
10、须严格按照图示内容及时间标准作业,杜绝动作浪费;,表示品质检查,要求作业者在进行标有”“的动作步骤时,必须进行相关品质确认。,表示安全注意,要求作业者在进行标有” “的动作步骤时,必须注意安全。,表示标准在制品,要求本岗位只能有一个在制品,不得超出标准。,根据产量的须求变化而决定是否存在,具体以产量要求的节拍时间而定,如TT时间12.5秒时,需要增加一名作业者.,Next Cell生产革新工具简介看板,、何谓看板:,是实现及时生产的一个工具,通常是一个放入长方形塑料带里的卡片。 可分为交接看板和半成品看板。 交接看板记载后工序从前工序领取产品的种类和数量; 半成品看板指定前工序必须生产的产品的
11、种类和数量。,2、理解看板的规则:,向后工序交接 对实物务必加看板 只生产向后工序交接的产品 按看板的展示顺序生产 平准化生产,3、了解看板的效果:,减少库存 由搬运次数和生产方式得知效果的获取方法 眼睛可以看得见的管理,交接看板,半成品看板,看板传递的方式,4、基本步骤,1后工序搬运人员将需要数量的交接看板及空箱送往前工序置场; 2.后工序搬运人员领取部品,取下半成品看板放入接收箱; 3.搬运人员用交接看板替换取下的半成品看板; 4.后工序一旦开始作业,交接看板必须放入交接看板接收箱中; 5.前工序生产一定数量的部品时,要从看板接收箱中收集半成品看板,按取下顺序放入 生产指示看板箱内; 6.按照放置在同一接收箱中的半成品看板的顺序生产部品; 7.部品对应的看板在生产过程中以成对的形式被移动; 8.部品一旦加工完成,部品和半成品看板就被放入置场,方便后工序搬运人员随时领取。,平准化生产,
 《人才育成揭示板》PPT课件.ppt
《人才育成揭示板》PPT课件.ppt