《机械制造装备技术指导书》由会员分享,可在线阅读,更多相关《机械制造装备技术指导书(6页珍藏版)》请在装配图网上搜索。
1、2022年-2023年建筑工程管理行业文档 齐鲁斌创作机械制造装备设计 实验指导书实验 微加工中心选刀换刀1、实验目的 : 1学习和掌握机电一体化教学实验系统基本组成结构及其工作原理 ; 2了解机电一体化设备在选刀换刀过程所用到各种控制用电子元器件和各种位置检测元件的功能及其作用。2、实验内容及步骤 :本实验是加强学生对机电一体化设备,加工中心(数控机床)的基本组成、工作原理及功能部件、电子元器件、位置检测元件的感性认识。由学生现场接线调试软件并进行设备运动操作控制选刀换刀的整个过程。1 加工中心运动控制:学生可作各轴选择、点动控制、自动控制、正向、反向及回原位控制等运动过程;2 了解加工中心
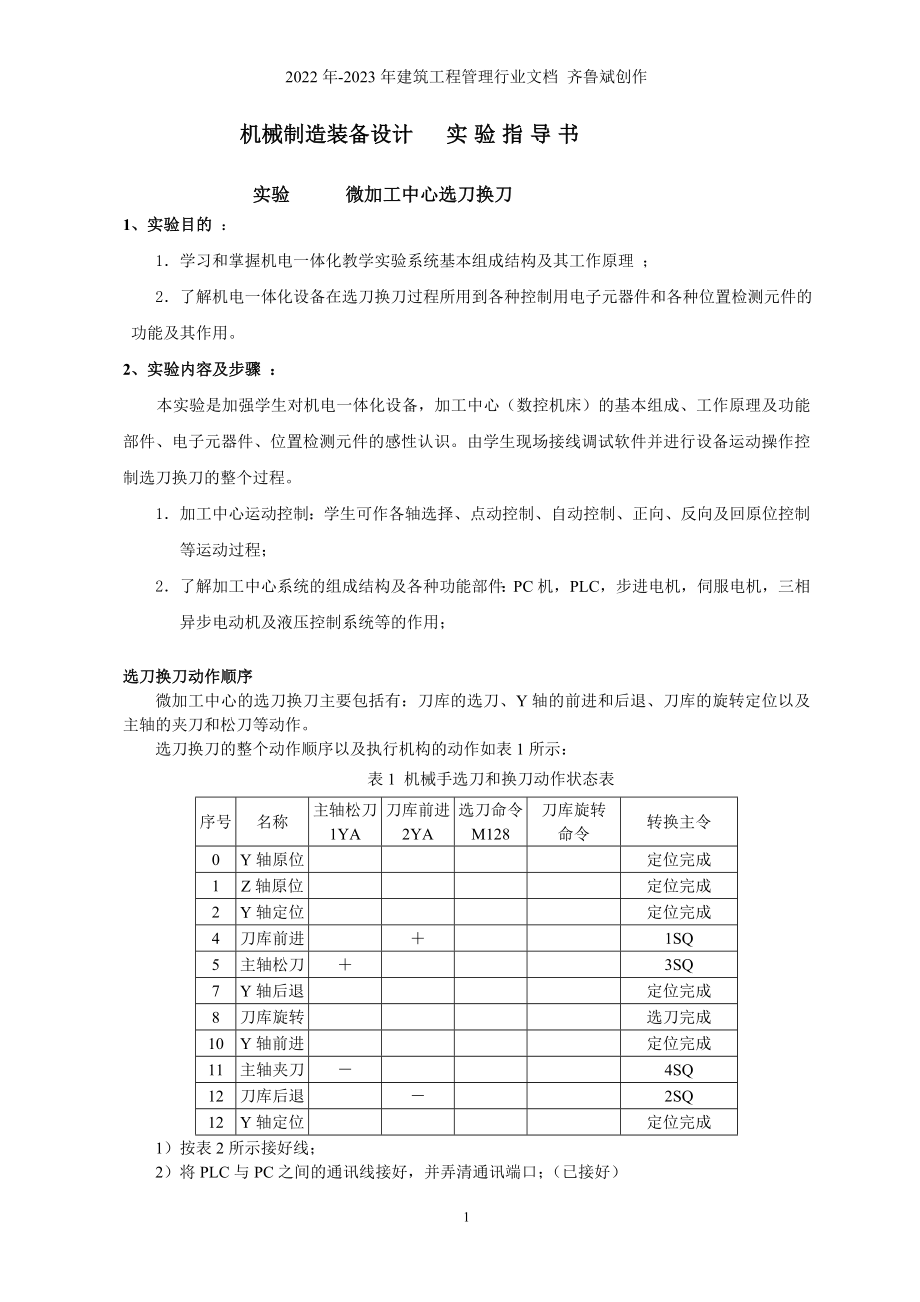
2、系统的组成结构及各种功能部件:PC机,PLC,步进电机,伺服电机,三相异步电动机及液压控制系统等的作用;选刀换刀动作顺序微加工中心的选刀换刀主要包括有:刀库的选刀、Y轴的前进和后退、刀库的旋转定位以及主轴的夹刀和松刀等动作。选刀换刀的整个动作顺序以及执行机构的动作如表1所示:表1 机械手选刀和换刀动作状态表序号名称主轴松刀1YA刀库前进2YA选刀命令M128刀库旋转命令转换主令0Y轴原位定位完成1 Z轴原位定位完成2Y轴定位定位完成4刀库前进1SQ5主轴松刀3SQ7Y轴后退定位完成8刀库旋转选刀完成10Y轴前进定位完成11主轴夹刀4SQ12刀库后退2SQ12Y轴定位定位完成1)按表2所示接好线
3、;2)将PLC与PC之间的通讯线接好,并弄清通讯端口;(已接好) 3)将已提供的PLC选刀换刀实验程序打开,写入PLC,并使PLC处于运行状态;4)运行PC机中的选刀换刀程序 ;5)根据提示,设置通讯端口;(com1)6)根据提示,进入选刀界面,并选择刀号;7)根据提示,进入换刀界面;8)鼠标点击PC界面上的“油泵电机启动”按钮,使油泵电机通电;9)选择单步或连续工作方式;10)当选择连续运行方式时,鼠标点击PC界面上的“循环启动”按钮,自动选刀换刀开始直到换刀结束。当选择单步工作方式时,鼠标点击PC界面上的“循环启动”按钮一次,换刀选刀执行一步,再点击一次,再往下执行一步,。 3.注意事项1
4、夹刀机构动作前,液压电动机必须先启动;2本实验中,溢流阀作为安全阀,对整个液压系统起安全保护作用,溢流阀已经调好。为确保安全,不可擅自调动溢流阀!3注意安全 !表2 选刀换刀实验面板接线表连 接 端 点连 接 端 点部件PLC面 板部 件刀库(步进)其 它端子名称X10Y轴前极限(右端)端子名称15VX11Y轴后极限(右端)2FPX12Y轴原位(右端)3RPX40主轴松刀(右端)S/S24V地X41刀库前进(右端)DOG刀库原位(右)X42刀库后退进(右端)VIN5VY0C轴(步进)2COM05V地Y1Y轴伺服脉冲 4Y2C轴(步进)3部 件Y轴交流伺服其 它Y3Y轴伺服方向 6端子名称324
5、VY4Y轴伺服使能 295Y10X轴正向手动7Y11X轴负向手动8Y轴前极限(右)Y12X轴回原位9Y轴后极限(右)Y14Z轴正向手动Y15Z轴负向手动Y16Z轴回原位COMY轴前极限(左端)COM15V地、Y轴交流伺服41部 件C轴(步进)直流电源COM2端子名称15VCOM3COM4X轴COM1注:各部件之间的重复接线不再标出 4实验前的准备 预习实验指导书并画出控制程序梯形图。5实验报告要求1简要说明工具软件FX-WIN和选刀界面的作用及其先进性 ;2画出控制程序梯形图并写出相应指令;3分析实验结果。6思 考 题1 微加工中心包括几大部分?每个部分的作用及工作原理? ;2 微加工中心机械
6、工作台包括那几个坐标轴,试说明每个轴的驱动原理;3 试说明液压系统的组成及工作原理;4 试说明主轴夹刀、松刀的作用及工作原理;具体操作1按要求接线,一人接线,一人审核,最终再由老师审核通过才可以开启实验台电源。2启动桌面的FXGPWIN,打开PLC梯形图中的PC控制程序,将程序传送至PLC,遥控运行。3启动桌面的HJD_JZ2程序,选择端口com1,操作相关按钮,并仔细观察夹具变化。实验六 PC控制实验一、 实验目的:1、 利用VC编程实现PC对PLC的控制。2 、在VC界面上实现对液压夹具和电动机构的点动和自动控制。二、实验装置及工量具实验装置:一套完整的动力卡盘组件及零件 一套完整的联动夹
7、具组件及零件一套铰链夹具组件及零件一套斜楔夹具组件及零件一套完整的数控分度头组件及零件一套完整的数控回转台组件及零件三 、实验内容及步骤:1、认识实验装置;2、学生根据接线表接线(为安全起见,主回电路以及PLC外围的继电器KA3输出线路已接好) ;3、征得老师同意后,合上断路器QF1、QF2、QF3和QS;”4、使用电源开关SA1给系统供电;5、根据原理图编写PLC程序传送到PLC,并运行PLC程序; (注:本实验PLC梯形图保存路径为E: JZ2夹具实验台 PLC梯形图PC控制。详细操作步骤参考“数控分度头实验”。)6、双击桌面上VC控制界面的图标;7、按照VC控制界面的按钮对实验台进行控制
8、;8、清理实验设备、工量具及实验台。 四 实验说明及注意事项 本实验为综合实验,可以实现一次接线而控制全部机构的电动和自动功能。五 实验用仪器工具 PC 机 1台 PLC 1台 编程电缆1根 断路器(QF1、QF2,QF3)3个 接触器(KM2) 1个 接触器(KM1) 1个继电器(KA1,KA2,KA3) 3个 插线 若干三相异步交流电机 1台六 实验前的准备预习实验报告,复习教材的相关章节。 七 思考题1试说明液压系统的组成和工作原理。2为什么必须在液压电机启动一段时间后,夹具才能动作?3在PLC中怎样改变延时时间 ?4说明此实验PLC工作的过程。 PC控制实验接线表部件PLC面板部件PLC面板端子名称X3动力卡盘行程开关红端子名称COM动力卡盘行程开关黑X4联动夹具行程开关红联动夹具行程开关黑X5铰链夹具行程开关红铰链夹具行程开关黑X6斜楔夹具行程开关红斜楔夹具行程开关黑X14回转台原位红回转台原位黑X15分度头原位红分度头原位黑Y0分度头2Y1回转台2Y2回转台3Y3分度头3COM15V地Y10动力卡盘继电器上COM324V地Y11铰链夹具继电器上部件面板面板部件面板面板端子名称动力卡盘继电器下24V正端子名称分度头15V正铰链夹具继电器下回转台16
 机械制造装备技术指导书
机械制造装备技术指导书