 钻头各部位名称
钻头各部位名称

《钻头各部位名称》由会员分享,可在线阅读,更多相关《钻头各部位名称(12页珍藏版)》请在装配图网上搜索。
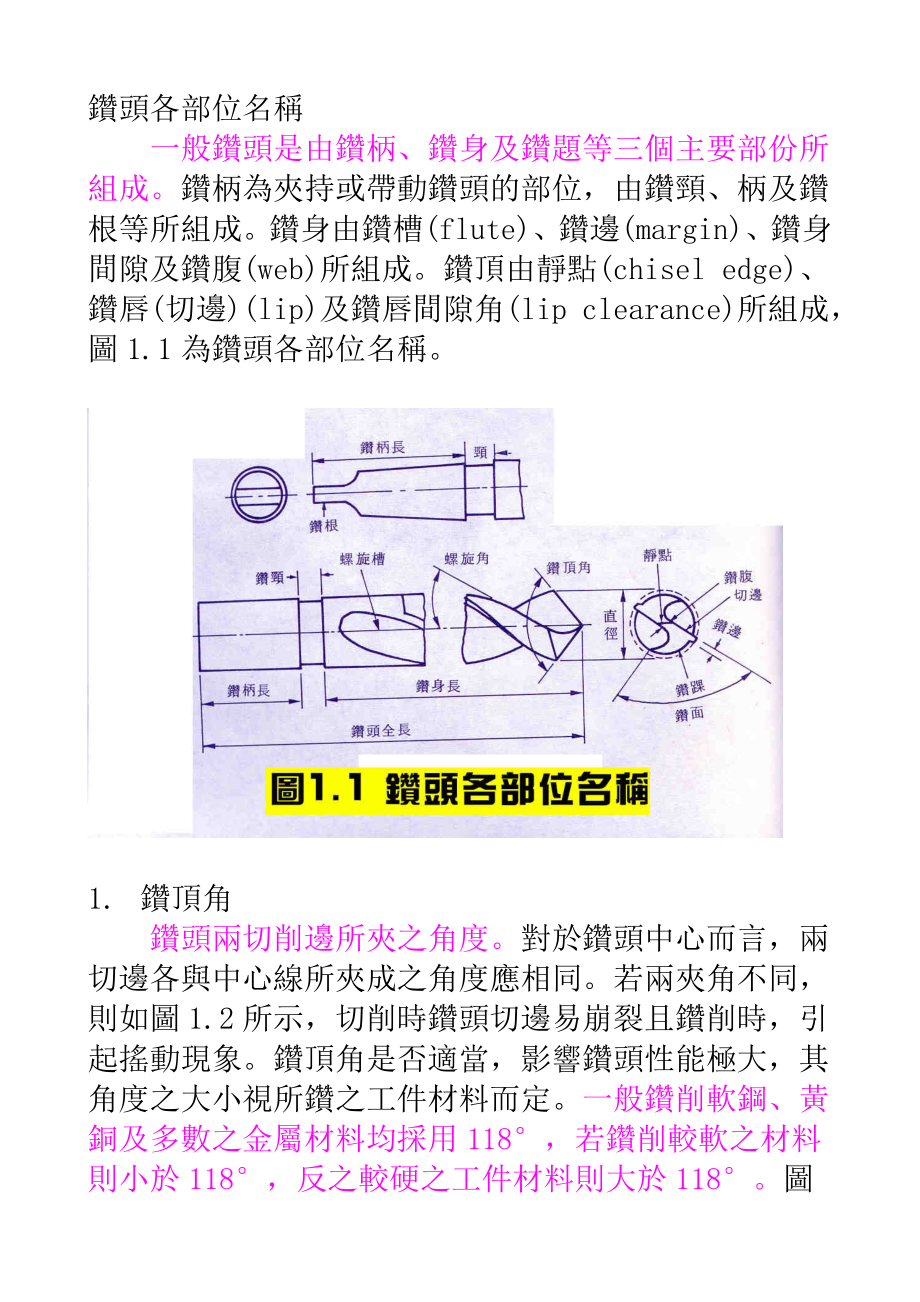
1、鑽頭各部位名稱 一般鑽頭是由鑽柄、鑽身及鑽題等三個主要部份所組成。鑽柄為夾持或帶動鑽頭的部位,由鑽頸、柄及鑽根等所組成。鑽身由鑽槽(flute)、鑽邊(margin)、鑽身間隙及鑽腹(web)所組成。鑽頂由靜點(chisel edge)、鑽唇(切邊)(lip)及鑽唇間隙角(lip clearance)所組成,圖1.1為鑽頭各部位名稱。1. 鑽頂角 鑽頭兩切削邊所夾之角度。對於鑽頭中心而言,兩切邊各與中心線所夾成之角度應相同。若兩夾角不同,則如圖1.2所示,切削時鑽頭切邊易崩裂且鑽削時,引起搖動現象。鑽頂角是否適當,影響鑽頭性能極大,其角度之大小視所鑽之工件材料而定。一般鑽削軟鋼、黃銅及多數之金
2、屬材料均採用118,若鑽削較軟之材料則小於118,反之較硬之工件材料則大於118。圖1.3為鑽頂角度對工作之影響。 如圖1.3所示,在相同直徑、材料、鑽削速度及進刀量之鑽頭,其鑽頂角度不同時,切削狀況之比較。鑽頂角140之鑽頭,設其屋屑邊長為W1,切屑厚度為T1。鑽頂角80之鑽頭,設其切屑邊長為W2,切屑厚度為T2,則由圖可知T1T2,即鑽頂角140所鑽削出之屑較80者厚。鑽屑厚者,每鑽除單位體積材料所須之能量較鑽屑薄者為少,因此對硬金屬之切削時,應選用較大的鑽頂角較為力。圖中可知W1Y2T3, 即作用於鑽頭之垂直切削力V3V2V1。因軸方向之分力(進刀力)H1H2H3。故鑽頂角大於118時,
3、在鑽削時壓入進刀量之力量較大,而水平之切削力較小,於單位體積材料所須能量較小,故適用於較硬之工件材料的切削工作。鑽頂角小於118者,壓入進刀之力較小,且鑽頂角之偶角較大,故適於軟金屬之大量切削。 圖1.5為鑽頂角與切邊形狀之關係。若鑽頂角為118時則其切邊成直線狀,所鑽削出來的切屑是與切邊長度一樣大,且沿著溝槽出來。若鑽頂角小於118時則其切邊略成凹形曲線,容易咬住工作物而崩裂。 由以上所述可知,不同之工件材其所使用鑽頭的鑽頂角亦不同,一般選用的原則如表1.1所示。表1.1 工件材料與鑽頂角之選用工件材料熱處理之鋼及落鍛品一般鋼料紫 銅鑄 鐵木材、電 木鑽頂角12513511810011890
4、110602. 螺旋角 鑽槽螺旋角為形成鑽切楔入的角度,具有增鑽頭的銳利及排屑等作用。鑽頭性能與螺旋角亦有極密切的關係,螺旋角愈小則所需之扭力矩愈大,螺旋角增大,則切削抵抗力小,容易切削,但排屑不良鑽頭強度降低,影響壽命。有效螺旋角相當於車刀之後斜角,但有效螺旋角與鑽頭之螺旋槽和工件所構成之角度不同而與鑽頂角有關,如圖1.6所示,鑽頂角愈小則有效螺旋角亦小。唯有適當的螺旋角才可增加鑽孔之效率,一般銅、鎂及塑膠之螺旋角為3545度,銅合金為2025度,而軟及中級鋼料為2432度,表1.2為一般鑽頭之鑽槽螺旋角與工件材料之關係。表1.2 一般鑽頭之鑽槽螺旋角工件材 料軟 鑄 鐵硬 鑄 鐵碳 鋼合
5、金 鋼不 銹 鋼螺 旋 角202520252025202525工件材料鋁 合 金鎂 合 金鋅 合 金銅 合 金標準鑽頭螺 旋 角174510451045104527 由上述可知,螺旋角將構成相當於車刀之後斜角的功用,且鑽頭之鑽頂角亦直接影響了螺旋角所產生的功用,鑽頂角愈小則有效螺旋角(斜角)亦愈小。一般而言,鑽削軟金屬材料時,雖然鑽頂角較小,可減小有效螺旋角,但對切削作用而言,此有效螺旋角亦嫌太大。故鑽削黃銅、青銅等軟金屬材料時,除選擇較小的鑽頂角外,亦可將鑽頭之切邊磨成一小平面,如圖1.7所示,以減小鑽頭之有效螺旋角(斜角)。3. 鑽唇間隙角 鑽頭中切邊與鑽踝面形成之角度,如圖1.8所示。正
6、常的鑽切操作必須有適當的鑽唇間隙,使切邊能順利進入工件產生切削作用。一般鑽削鋼料時使用812,若軟金屬則大於12,反之鑽削硬材料時則小於8。間隙角太大,則切邊支持力降低,雖然切刄較銳利,但易使切邊鈍化或崩裂。間隙角太小,則切邊不易切入,造成摩擦,影響鑽削工作。一般所使用之角度如表1.3所示。 表1.3 鑽唇間隙角之選用工 件 材 料一 般 鋼 料合金鋼不銹鋼鑄 鐵黃 銅青 銅鎂 鋁木 材鑽 唇 間隙 角81210121215151815204. 靜點 兩圓錐形面在鑽頭頂端相交的線,靜點之中心須與鑽頭軸線同心,於鑽孔時有穩定作用。若不在同一中心,則鑽頭會產生搖動,易折斷,且所鑽之孔尺寸亦將擴大。
7、鑽大孔徑時,鑽頭直徑在16mm以上時,宜先鑽導孔,導孔之尺寸略大於靜點。鑽頭自鑽頂看如圖1.9所示,切邊和靜點所成之角度約為135。若=90表示無間隙角,則邊不能進入工件產生切削作用,會與工件成摩擦,若壓力再加大則可能折斷鑽頭,若大於135則表示間隙角較大,切邊雖較銳利,但易鈍化或崩裂。 鑽頭之靜點太大時,尤其鑽頭使用變短後,靜點將因鑽腹之變化而加大。為了增加鑽孔的效率及減小鑽頭進刀之推力,則將靜點磨成下列各種形式,如圖1.10所示。(a)圖之形式為一般常用之輪磨法,因鑽頭靜點太大,將影響鑽削工作,故將鑽頭之鑽腹磨薄,此種方式輪磨簡單,為最常被採用的一種形式,故又稱為標準磨法。(b)圖所示之形
8、式,此種輪磨法可保持鑽頭先端部之強度,且切屑之排出良好。(c)圖所示之形式,此種輪磨之鑽頭,用於被切削性不好之工件材料的鑽孔工作。(d)圖所示之形式,將鑽頭之靜點磨成蝸旋形,使鑽頭有自動尋求中心之功能,且靠近軸心處有較好的切削作用,減低鑽削之壓力。但磨成蝸旋形狀之形式較為困難,需要藉工貝研磨機或特殊砂輪機。鑽頭靜點之磨法無論採用何種方式,但磨時一定要注意其左右之平衡,否則會因研磨部之左右大小不同,而在鑽削時引起振動,使所鑽之孔徑擴大。5. 切邊 為一銳利之邊,由鑽槽及刀踵面相交而成,為鑽孔時負責主要之鑽切作用。兩切邊與鑽頭中心軸所夾之角度應相同,且切邊長度應相等。否則將造成單邊切削、鑽頭易鈍化
9、、切邊易崩裂、擴大孔徑,或鑽削時擺動等等現象。 如圖1.11所示:圖(a)為一標準鑽頭,兩切邊長度相等,且與中心軸夾角也相等,故切屑流出雙條切屑。圖(b)中所示,切邊之夾角不相等,則只有一邊有切削作用而成單邊切削,使所鑽之孔變大,且此一切削之邊近速磨蝕,鑽頭壽命縮短,鑽削時,只有單條切屑流出。圖(c)所示,兩切邊長度不相等,則靜點偏離中心軸,鑽頭在心軸搖動,所鑽之孔亦將擴大,切削時其切屑之狀態如圖所示,切屑流出一邊正常,而另一邊則成斷續狀。 若鑽削鑄鐵之鑽頭,其切邊應予倒角,如圖1.12所示,以使鑽屑破裂而減輕切邊之負荷,增加鑽頭切邊之壽命。6. 鑽邊 鑽身全長沿鑽槽均有此鑽邊,使鑽頭鑽切時保
10、持對準,而其兩對點間之距離為實際直徑。7. 鑽身間隙 鑽孔時除鑽邊與孔接觸外,其化部份不致產生摩擦,如圖1.13所示。8. 鑽腹 鑽槽間實體之部份,其愈接近鑽柄處愈厚,以增強鑽頭。故當鑽頭用短時,因鑽腹較大,故靜點隨之加大,使用時常須加以磨薄,圖1.14為鑽頭之鑽腹。9. 鑽柄 夾持鑽頭與帶動鑽頭以從事切削工作。柄可分為直柄與錐柄二種,使用直柄之鑽頭一般其直徑在13mm以下。使用錐柄之鑽頭一般均採用莫氏錐度,視鑽頭直徑而有不同號數,如表1.4所示。表1.4 錐柄鑽頭與莫氏錐度莫氏號數No1No2No3No4No5No6鑽頭直徑214mm14.523mm23.532mm3350mm5176mm77100mm10. 鑽根 使用錐柄之鑽頭,其柄端之處如圖1.15所示。鑽根維持鑽頭與軸孔間不致產生滑動,用以帶動鑽頭之旋轉。11. 鑽頂 鑽頂由靜點、切邊、鑽踝及鑽唇間隙角所構成鑽頂的形式,即鑽頭先端之形狀。一般使用之鑽頭其鑽頂角度為118。由於被切削材料之性質及加工形狀不同,不僅需改變鑽頂角,且因加工之需要尚要將鑽頭先端之形狀改變,以增進鑽削效率及刀貝壽命,一般常使用之鑽頂形式如圖1.16所示。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
