 炼钢材料、设备
炼钢材料、设备

《炼钢材料、设备》由会员分享,可在线阅读,更多相关《炼钢材料、设备(37页珍藏版)》请在装配图网上搜索。
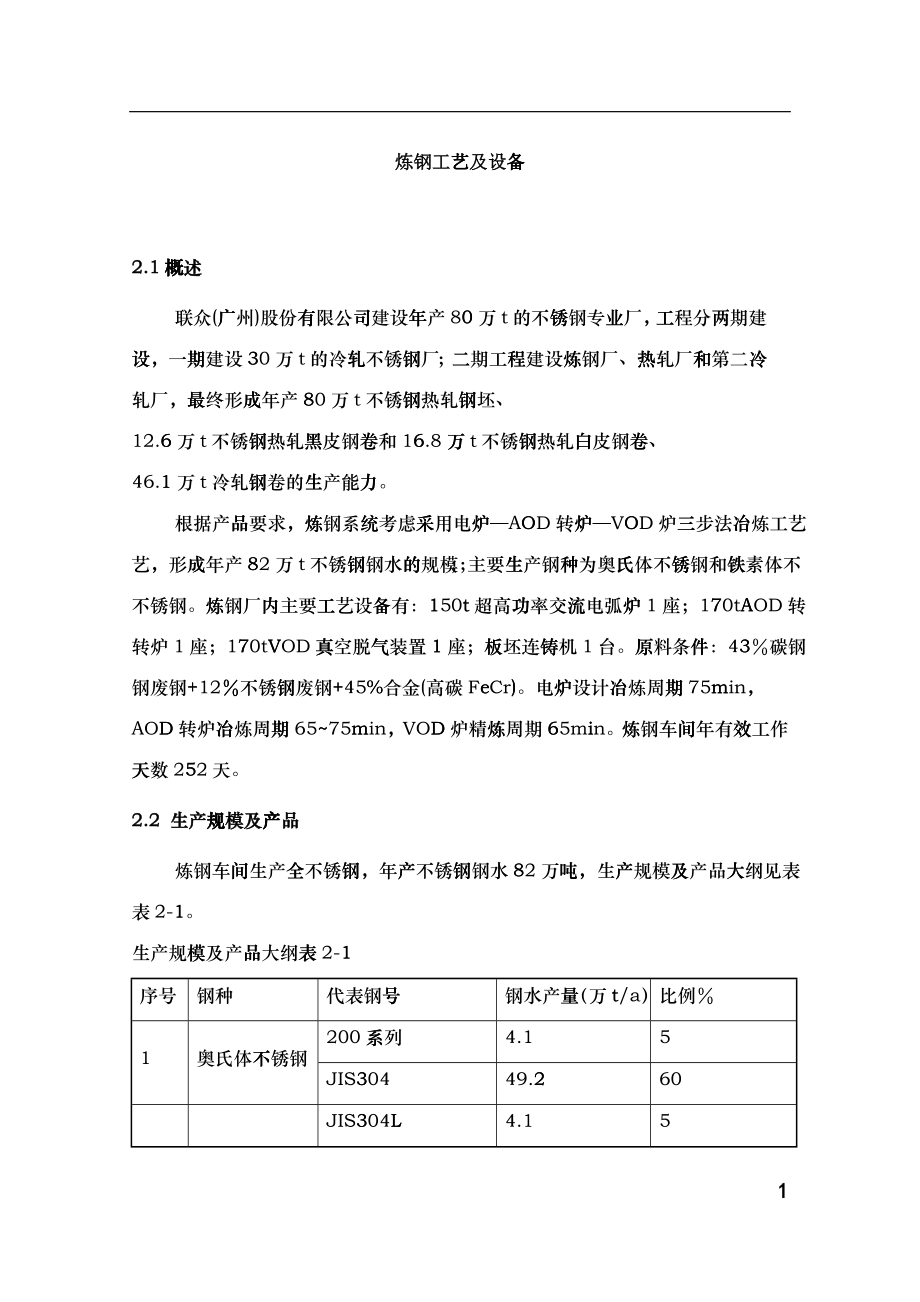
1、炼钢工艺艺及设备备2.1概概述联众(广广州)股份有有限公司司建设年年产800万t的不锈锈钢专业业厂,工工程分两两期建设设,一期期建设330万t的冷轧轧不锈钢钢厂;二二期工程程建设炼炼钢厂、热热轧厂和和第二冷冷轧厂,最最终形成成年产880万t不锈钢钢热轧钢钢坯、12.66万t不锈钢钢热轧黑黑皮钢卷卷和166.8万万t不锈钢钢热轧白白皮钢卷卷、46.11万t冷轧钢钢卷的生生产能力力。根据产品品要求,炼炼钢系统统考虑采采用电炉炉AOOD转炉炉VOOD炉三三步法冶冶炼工艺艺,形成成年产882万t不锈钢钢钢水的的规模;主要生生产钢种种为奥氏氏体不锈锈钢和铁铁素体不不锈钢。炼炼钢厂内内主要工工艺设备备有:
2、1150tt超高功功率交流流电弧炉炉1座;1770tAAOD转转炉1座;1770tVVOD真真空脱气气装置11座;板板坯连铸铸机1台。原原料条件件:433碳钢钢废钢+12不锈钢钢废钢+45%合金(高碳FeeCr)。电炉炉设计冶冶炼周期期75mmin,AODD转炉冶冶炼周期期6575mmin,VODD炉精炼炼周期665miin。炼炼钢车间间年有效效工作天天数2552天。2.2 生产规规模及产产品炼钢车间间生产全全不锈钢钢,年产产不锈钢钢钢水882万吨吨,生产产规模及及产品大大纲见表表2-11。生产规模模及产品品大纲表表2-11序号钢种代表钢号号钢水产量量(万tt/a)比例1奥氏体不不锈钢200系
3、系列4.15JIS330449.2260JIS3304LL4.15JIS33164.15JIS3316LL2铁素体不不锈钢400系系列20.5525合计82100代表钢种种化学成成分表表表2-22代表钢号号C(%)Si(%)Mn(%)P(%)S(%)N(%)Cr(%)Ni(%)Mo(%)Ti(%)3040.0335-00.05550.5-0.661.0-1.330.0030.0010.00618.005-118.338.033-8.15304LL0.0115-00.2550.355-0.551.3-1.550.0030.0010.0335-00.055518.005-118.338.033-8
4、.15316LL0.00250.555-0.70.7-0.990.0030.00040.022516.11-166.310.005-110.1152.055-2.254090.00150.4-0.660.550.00350.00040.001211.11-111.30.337x(CC+N)4300.0335-00.0550.255-0.40.455-0.550.0030.00080.0335-00.055516.11-166.30.222.3 炼钢工工艺确定定及主要要设备2.3.1不锈锈钢冶炼炼工艺目前世界界上不锈锈钢的冶冶炼有三三种方法法,即一一步法,二二步法,三三步法。一步法:即电炉炉一步
5、冶冶炼不锈锈钢。由由于一步步法对原原料要求求苛刻(需需返回不不锈钢废废钢、低低碳铬铁铁和金属属铬),生生产中原原材料、能能源介质质消耗高高,成本本高,冶冶炼周期期长,生生产率低低,产品品品种少少,质量量差,炉炉衬寿命命短,耐耐火材料料消耗高高,因此此目前很很少采用用此法生生产不锈锈钢。二步法:19665年和和19668年,VOOD和AODD精炼装装置相继继产生,它它们对不不锈钢生生产工艺艺的变革革起了决决定性的的作用。前前者是真真空吹氧氧脱碳,后后者是用用氩气和和氮气稀稀释气体体来脱碳碳。将这这两种精精炼设施施的任何何一种与与电炉相相配合,这这就形成成了不锈锈钢的二二步法生生产工艺艺。采用电炉
6、炉与VOOD二步步法炼钢钢工艺生生产不锈锈钢具有有如下优优点:1)VOOD炉不不仅可以以生产不不锈钢的的所有品品种,包包括CN1500ppmm的低碳碳低氮不不锈钢,而而且钢水水含氮含含氢量低低,钢水水质量较较好;2)VOOD炉氧氧气耗量量(100Nm33/t钢)、氩气气耗量(0.33Nm33/t钢)、还原原硅铁耗耗量(44kg/t钢)较少;3)VOOD炉设设备投资资少,仅仅58000万元元,且对对厂房适适应性也也较好;4)VOOD炉不不需设置置庞大的的除尘系系统、炉炉渣运输输及处理理系统。其缺点:1)由于于VODD要求初初炼钢水水含C0.6t/m3,断面面5000x5500mmm,长长度110
7、000mm,重重量11t,S00.044%,P0.5t/m3,断面面5000x5500mmm,长长度115000mm,重重量11t,S00.033%,P00.0335%3铁合金万t41.003按国家标标准供应应,粒度度30-50mmm4石灰万t83.664按国家标标准供应应,粒度度30-50mmm5萤石万t0.577按国家标标准供应应,粒度度30-50mmm6生白云石石万t1.077按国家标标准供应应,粒度度30-50mmm7碳粉万t0.822成份C85%,S11%,灰灰分112%,粒粒度11.0mmm8电极万t0.288按国家标标准供应应9线卷万t0.133按国家标标准供应应10料罐及工工具
8、万t0.166按国家标标准供应应11保温剂万t0.499按国家标标准供应应12镁砂万t9.844按国家标标准供应应13铬碳砖万t6.488按国家标标准供应应14镁砖万t1.644按国家标标准供应应15高铝砖万t9.844按国家标标准供应应16粘土砖万t3.288按国家标标准供应应17耐火粉万t0.822按国家标标准供应应二主要动力力介质消消耗1电炉冶炼炼电耗x1066kwhh41035 KKV,3800V,2200V2其它电耗耗x1066kwhh4135 KKV,3800V,2200V3氧气x1066Nm353.33压力2.0MPPa,纯纯度999.6%,含水水量002.00MPaa5氮气x1
9、066Nm316.44压力22.0MMPa6压缩空气气x1066Nm329.552压力0.4-11.0MMPa,干干燥,无无油7工业净环环水量x1066m345.11压力0.7MPPa8蒸汽x1066kg82压力1.3MPPa,温温度2110,蒸汽汽干度97%9LPGx1066GJ0.422热值4401228kJJ/Nmm32.6炼炼钢车间间主要冶冶炼设备备性能2.6.1 电电炉及其其辅助设设备技术术性能150tt电炉主主要技术术性能表表表2-77序号名称单位技术参数数1电炉公称称容量tx座数数150xx12电炉型式式AC出钢钢槽式3平均出钢钢量t1504最大出钢钢量t1605电炉炉壳壳直径m
10、m800006炉门至操操作平台台高度mm7007电炉容积积m31708熔池容积积m3249熔池深度度mm95011电炉倾动动方式单缸倾动动,双缸缸锁紧12电炉倾动动角度度+40(出钢),-100(出渣渣)13电炉倾动动速度度/s0.5-3.5514炉盖提升升旋转型型式液压顶缸缸式,连连身式炉炉盖,与与电极可可分开旋旋转9炉盖提升升行程mm50010炉盖提升升、下降降速度mm/ss3011电极直径径mm710012电极极心心圆直径径mm13500-1550013电极提升升行程mm5300014电极提升升速度自动mm/mmin120-2500手动mm/mmin120-3000应急快速速提升mm/m
11、min40015炉盖旋转转速度度/s416炉盖旋转转角度度7217炉盖提升升时间s1218炉盖旋转转时间s1819电炉变压压器额定定容量MVA15520变压器一一次电压压KV3521变压器二二次电压压V7351322722最大电极极电流kA7823冷却水系系统冷却水总总流量m3 / h19533冷却水进进水压力力MPa0.6冷却水进进水温度度45冷却水回回水温升升15-33224液压系统统电极调节节方式电液调节节循环泵台台数台2用1备备循环泵额额定流量量L/miin220电极夹持持器额定定压力MPa25油箱容积积L5000025主要辅助助设备配配置炉门氧枪枪及喷粉粉系统自耗式碳碳氧枪技技术参数
12、数表表2-88序号名称单位技术参数数1旋转、倾倾动、摆摆动型式式电动2氧枪数量量支23喷粉枪支14氧气流量量Nm3/h2x300005供氧压力力MPa1喷FeSSi与喷喷C枪参数数表表2-99序号名称单位技术参数数1FeSii与C粉最大大颗粒mm32喷FeSSi氮气气耗量Nm3/h9003喷C粉压压缩空气气气耗量量Nm3/h9004储仓个数数个25储仓容积积m3256额定喷粉粉能力kg/mmin150石灰喷吹吹系统参参数表表表2-110序号名称单位技术参数数1石灰粉颗颗粒mm31222石灰堆密密度t/m331.0-1.223耗量kg/tt钢水15喷罐容积积m32.54压缩空气气个2压力MPa0
13、.6喷吹耗量量Nm3/h300-15000硫化耗量量Nm3/h1005储仓容积积m3506额定喷粉粉能力kg/mmin50-22522.6.2 1700tAOOD炉及及其辅助助设备技技术性能能170ttAODD转炉主主要技术术性能表表表2-111序号名称单位技术参数数1转炉公称称容量tx座数数170xx12最大出钢钢量t1803风口数量量个84风口布置置位置水平布置置在炉壁壁5新炉容积积m31026转炉主要要尺寸转炉高度度mm91100炉身直径径mm61177炉口直径径(耐材材内径)mm195007转炉倾动动速度rpmMax.1.228事故驱动动事故驱动动方式气动马达达气源氮气压力MPaMax
14、.1.88流量Nm3/minn30事故倾动动速度rpm0.155倾动1880时蓄能能器容积积m3109旋转接头头驱动侧旋旋转接头头个数xx直径个x mmm1x1100非驱动侧侧旋转接接头个数数x直径个x mmm8 x25压力MPa2.5顶吹氧枪枪主要技技术性能能表表2-112序号名称单位技术参数数1长度mm1500002直径mm22003喷嘴型式式3孔4氧气额定定流速Nm3/minn2505氮气、氩氩气额定定流速Nm3/minn706氧气压力力MPa1.27冷却水流流量m3/hh1008冷却水压压力MPa0.89氧枪提升升行程mm11000010氧枪最大大提升速速度m/miin2011氧枪最小
15、小提升速速度m/miin512氧枪事故故提升事故驱动动方式气动马达达气源氮气压力MPaMax.1.88流量m/miin5事故提升升速度rpm0.155风口主要要技术性性能表表表2-113序号名称单位技术参数数1型式双管式2数量个83内径mm164总气体流流量Nm3/minn1805氮气、氩氩气额定定流速Nm3/minn706材质中心铜管管,透气气部分钢钢管2.6.3 1170tt LFFLF炉主主要技术术参数表表表2-114序号名称单位技术参数数1LF炉型型式炉盖固定定单钢包包车式2LF炉公公称容量量t1703最小钢水水处理量量t1304最大钢水水处理量量t1705钢包净空空高度mm14600
16、(1700t时)6电极直径径mm4507电极极心心圆直径径mm875+/-2258升温速度度/miin3.59电极提升升行程mm4000010电极提升升速度自动mm/ss100-1200手动mm/ss120-150012炉盖提升升行程mm40013炉盖提升升速度mm/ss3014变压器额额定容量量MVA2615变压器一一次电压压kV3516变压器二二次电压压V2503700自动测温温取样装装置主要要技术参参数表表表2-115序号名称单位技术参数数1长度mm550002测温枪上上下运动动速度m/miin153测温枪上上下运动动型式电动4枪的位置置控制编码器,限限位开关关2.6.4 1170ttV
17、ODD 炉主主要技术术性能VOD炉炉主要技技术性能能表表2-116序号名称单位技术参数数1VD/VVOD型型式双罐位高高架式2VD/VVOD公公称容量量t1703钢包自由由空间mm14600(1770t)4真空罐直直径mm670005真空罐高高度mm850006真空罐盖盖直径mm670007真空罐盖盖高度mm150008真空罐车车走行速速度mm/mmin0-1229真空罐提提升高度度mm1100010真空罐提提升速度度mm/mmin111真空罐盖盖车长xx宽mxm12x88.511盖车车轮轮数量个412驱动轮个个数个213轨距mm7500012真空泵型型式5级蒸汽汽喷射泵泵;3台水环环泵13工
18、作真空空度Pa6714抽气能力力Kg/hh600 (在67PPa下)15极限真空空度Torrr0.216抽空时间间min5.517抽气管道道直径mm12000181.3MMPa下下蒸汽耗耗量t/h14.2219水耗量t/h1140020氧气流量量Nm3/h2500021氧气压力力MPa1.22.7炼炼钢车间间主要设设备产量量计算2.7.1电炉炉生产能能力计算算1)计算算前提条条件电炉公称称容量 1150tt1座座变压器额额定容量量 1555MVVA电炉平均均出钢量量 1550t各工序配配合作业业系数 00.811平均功率率因素 00.777电效率 00.888热效率 00.85543碳碳钢废钢
19、钢122不锈锈钢废钢钢455铁合合金时电电耗为5500kkwh/t2)通电电时间计计算通电时间间(1155xx5000x600)/(15550000x0.77xx0.888x00.855)=551分3)辅助助作业时时间计算算表2-117序号项目作业时间间1装料时间间(miin)62出钢时间间(miin)53出钢槽维维修(mmin)44电极更换换(miin)25测温、取取样(mmin)26准备(mmin)5合计24辅助作业业时间=23分分4)冶炼炼周期(即即通电时时间辅辅助作业业时间)当变压器器额定容容量为1155MMVA时时,冶炼炼周期为为512475mmin5)车间间设备作作业率表2-118
20、序号项目天数小时备注1年日历时时间365876002年集中检检修时间间-6-14443计划检修修时间-26-624412h/周4AOD、VODD或其它它停机时时间-15-33665EAF换换炉时间间-2-484h/每每次6AOD换换炉时间间-3-722h/每每次(另另有2天与EAAF同时时更换)7车间有效效作业时时间313751226)电炉炉年生产产能力Q(114400/755)x1550x3313 x0.81 73001666t/aa通过计算算说明当当变压器器选择为为1555MVAA时能够够完成771.117万t/aa初炼不不锈钢水水的要求求。2.7.2 AAOD转转炉生产产能力计计算1)计
21、算算前提条条件AOD转转炉公称称容量 1700t11座原料条件件 1550t电电炉钢水水和155冷却却剂(废废钢和合合金)AOD转转炉平均均出钢量量 1170tt各工序配配合系数数 00.8112)精炼炼周期计计算AOD转转炉精炼炼时间表表2-119序号名称单位时间备注1加料min32吹氧脱碳碳min383测温取样样min24还原min95出渣min86合金化min37出钢min3合计min65因AODD转炉周周期655minn比EAFF出钢周周期755minn小,而而EAFF与AODD为一对对一关系系,因此此AODD转炉生生产能力力计算时时,取电电炉冶炼炼周期775miin。3)AOOD转炉
22、炉年生产产能力Q(114400/755)x1770x3313 x0.81 82775222t/aa通过计算算说明选选1座1700tAOOD转炉炉能够完完成822万t/aa精炼不不锈钢水水的要求求。2.7.3 VVOD炉炉生产能能力计算算1)计算算前提条条件 VODD公称容容量 1700t11座 VODD平均处处理量 1170tt(钢包包自由空空间14460mmm)原料条件件 1700t精炼炼钢水各工序配配合系数数 0.881 2)精精炼周期期计算VOD精精炼时间间表表2-220序号名称单位准备工位位时间VOD精精炼时间间1钢包吊到到VODD处理工工位min52接吹氩管管及吹氩氩设定min23测
23、温取样样(大气气下)min224罐盖开到到处理位位及盖下下降定位位min25减压到11502000Torrmin36吹氧脱碳碳时间min287VOD处处理及钢钢水轻搅搅拌min158合金化及及加混还还原剂min79真空下还还原min1210复压1min211罐盖提升升到罐盖盖车开到到另一工工位min212测温取样样等结果果min1013加合金微微调min1014测温取样样min215吊出钢包包min2合计min3373因VODD周期733minn比EAFF出钢周周期755minn小,而而EAFF与VODD也为一一对一关关系,因因此VOOD生产产能力计计算时,取取电炉冶冶炼周期期75mmin。3
24、)VOOD炉设设备生产产能力Q(114400/755)x1770x3313 x0.8182775222t/aa通过计算算说明选选1座1700tVOOD炉能能够完成成82.25万万t/aa精炼不不锈钢水水的能力力,完全全可以满满足生产产需求。2.8炼炼钢车间间组成及及工艺布布置2.8.2车间间工艺布布置炼钢车间间主厂房房由六跨跨组成即即电炉跨跨、加料料跨(转转炉跨)、精精炼跨、浇浇铸跨、切切割跨和和出坯跨跨组成。电炉横向向布置在在电炉跨跨F-GG跨,366-377柱间,出出钢线直直接通往往精炼跨跨,电炉炉操作平平台标高高9.5m,轨轨面标高高为+228m。电电炉跨内内设有11台20tt吊车和和1
25、台1800(3600)/600/100t xx2吊车车,1880t吊吊车除用用于吊运运废钢料料罐外,还还用于电电炉设备备检修,另另外的220t吊吊车负责责维修及及辅助作作业。电炉跨端端头设有有备用炉炉壳和炉炉盖砌筑筑区。电电炉跨另另一端设设有熔剂剂及铁合合金上料料系统及及转炉废废钢与合合金堆放放区。熔熔剂及铁铁合金采采用垂直直皮带机机给转炉炉跨的高高位料仓仓供料,该该处设有有1台20tt吊车用用于废钢钢吊运及及设备检检修。废钢配料料间布置置在电炉炉跨厂房房外与电电炉跨垂垂直布置置,电炉炉需要的的废钢与与合金采采用2台25/25tt吊车配配料,然然后通过过二条料料篮线送送入电炉炉跨,通通过188
26、0t吊吊车将废废钢与合合金加入入电炉内内。电炉、转转炉炉渣渣由抱罐罐汽车运运至翻渣渣间。转炉布置置在转炉炉跨E-F跨,333-344柱间,其其中299-422柱为高层层框架,在在高层框框架各层层平台上上除布置置转炉、电电炉加料料系统、吹吹氧管系系统外还还布置转转炉冷却却系统,除除尘管道道等。LF、VVOD炉炉铁合金金加料系系统布置置在转炉炉E-FF跨30-31柱柱间,VVOD炉炉用蒸气气喷射泵泵布置在在转炉E-F跨,277-288柱间。为了检修修转炉氧氧枪及转转炉跨内内的其它它设备,在在转炉跨跨内设有有1台12tt吊车悬悬挂吊车车。在转炉和和电炉出出钢线附附近设有有钢包烘烘烤器,以以便实现现“
27、红包”出钢。精炼跨内内布置VVOD真真空处理理装置、LF钢包精炼炉和扒渣设施。VOD采用双罐位半高架式布。转炉修理、钢包热修及烘烤设备也布置在这一跨的两端。该跨设有2台300(360)/60t吊车,用于吊运钢水和转炉修理,轨面标高为+28m。详细车间间工艺布布置见炼炼钢车间间工艺平平面布置置图附图图。2.9炼炼钢车间间工艺操操作简2.9.1废钢钢供应及及配料要要说明废钢配料料间按重重废钢、轻轻废钢、渣渣钢、不不锈钢废废钢、返返回不锈锈钢废钢钢等不同同类型分分类存放放,废钢钢按电炉炉冶炼不不同钢种种配料单单采用225/225t吊吊车装入入带电子子称的料料篮内,配配料要求求称重准准确、成成份稳定定
28、、尺寸寸稳定及及布料稳稳定并按按不同炉炉号、日日期、各各类废钢钢的重量量及成分分的数据据输入电电炉控制制计算机机。配好好的料通通过料篮篮运输车车运入主主厂房电电炉跨存存放,当当电炉需需废钢时时用电炉炉跨吊车车装入电电炉内。2.9.2电炉炉冶炼不锈钢按按三步法法(或两两步法)进进行生产产,在生生产中电电炉仅作作为熔化化设备,废废钢和小小部分铁铁合金(FeCr、NiFe)通过料篮加入,造渣材料及大部分铁合金则通过加料系统从第5孔加入,为保证电炉冶炼周期不超过75分钟,熔化和加热须在很短时间内完成,其后精炼在AOD转炉和VOD炉中完成,在冶炼0Cr18Ni8不锈钢时要求电炉出钢成分为:C:1-2%,
29、Si:0.2-1.2%,Cr:18%,Ni:5-6.5%,S:0.015%,出钢温度为1640-1670,电炉出钢量为150t。2.9.3 转转炉冶炼炼电炉出钢钢后,钢钢水用3300(3600)/600t吊车车吊到扒扒渣工位位进行扒扒渣,扒扒渣后再再将电炉炉钢水加加入转炉炉内,倾倾倒完毕毕后炉中中钢水温温度约115700,C:11-2%,S:0.0015%,Si:0.22-2%,Cr、Ni含量量与电炉炉中测得得相似。在在三步法法中转炉炉的主要要任务是是脱碳,从从2%脱至至0.225%,最最终碳脱脱至0.0055%则由由VODD来完成成,为了了快速保保铬降碳碳,采用用顶底复复合吹炼炼,顶吹吹最大
30、氧氧气流量量为 2250NNm3/miin,底底部喷吹吹氩和氮氮流量为为 1880Nmm3/miin,在在脱碳过过程中当当温度超超过17720时要连连续加入入冷却剂剂,冷却却剂量约约为出钢钢量的115%。脱脱碳终点点可以通通过计算算机根据据氧的平平衡来计计算,为为保证CCr的最最有效回回收,采采用755%硅铁铁或755%硅铁铁和铝的的混合剂剂还原,通通过搅拌拌和还原原,Crr的回收收率可以以提高到到98%,AODD转炉出出钢成分分为C:0.225%,Si:0.22%,Cr:18%,Ni:8%,S00.0005%,出出钢温度度为16660-17220。2.9.4 VVOD的的精炼转炉出钢钢后,钢
31、钢水用3300(3600)/600t吊车车吊到扒扒渣工位位进行扒扒渣,扒扒渣后再再吊入VVOD真真空罐内内进行真真空脱碳碳精炼,真真空吹氧氧脱碳精精炼开始始。在氩氩气流量量为0.3Nmm3/miin,真真空度2200mmbarr下进行行,当碳碳达到00.066%时,吹吹氧结束束,以后后再提高高真空度度,加大大吹氩量量,利用用钢水中中剩余氧氧进一步步脱碳,在在钢水中中碳含量量达到00.011%时,则则可以加加人755%的硅硅铁或硅硅铝混合合剂进行行还原,随随后测温温取样,调调整温度度和成分分达到不不锈钢的的最佳值值,钢水水即送到到连铸进进行浇注注,经过过VODD精炼3004不锈锈钢,最最终成分分
32、为C:0.002%,Si:0.44%,Cr:18%,Ni:8%,S00.0004%,P00.022%,Mn:1.33% ,温度为为16220,连铸铸连浇温温度为114800。三步法冶冶炼不锈锈钢,冶冶炼周期期为755分钟,即即电炉775分钟钟,AOOD转炉炉65mmin,VODD为73分钟钟。2.100 车间间其它辅辅助设备备主要技技术性能能2.100.1 废钢料料篮数量: 4个容积: 1500 m33吊距: 71330mmm最大高度度: 51150mmm直径: 65500mmm2.100.2 电炉出出钢钢包包1)主要要参数最大容量量: 1160tt钢包高度度: 554500钢包上口口直径:3
33、8666mmm钢包下口口直径:36440mmm吊距: 448000mm重量: 337t耐材重量量: 550.33t渣重: 119t装1600t钢水水时总重重量:2266tt2)电炉炉钢包数数量计算算电炉出钢钢钢包热热周转时时间表表表2-222项目名称称时间(mmin)烘烤工位位吊至EEAF出出钢钢包包车上6由钢包车车吊至11#扒渣渣工位6在1#扒扒渣处理理20由1#扒扒渣工位位吊至兑兑入AOOD转炉炉内10钢包吊至至拆包工工位1.255钢包倾倒倒废砖1.255钢包由拆拆包工位位吊至修修砌工位位1.255将砖盘吊吊入钢包包内1.255钢包由修修砌工位位吊至卧卧式钢包包烘烤器器工位1.255钢包在
34、烘烘烤工位位烘烤40钢包在钢钢包车上上烘烤30各种耽搁搁118.25热周转钢钢包数量量=1118.225751.558个,取取2个。电炉出钢钢钢包冷冷包周转转时间表表表2-223项目名称称时间(hh)钢包冷却却8拆包机拆拆除钢包包旧衬4砌筑新衬衬16在烘烤器器工位烘烘烤16合计44电炉出钢钢钢包平平均寿命命:1550 炉电弧炉每每天平均均生产炉炉数:119.22炉一个钢包包平均使使用天数数: 115019.27.8天冷周转钢钢包数量量=444247.880.224个,取取1个。电炉钢包包数量取取:2+1=33个。2.100.3 浇注钢钢包1)浇注注钢包主主要参数数额定容量量: 1600t钢包高
35、度度: 55550钢包上口口直径:39008mmm钢包下口口直径:36440mmm吊距: 448000mm重量: 441.44t耐材重量量: 553.99t渣重: 111.66t滑动水口口: 0.55t装1700t钢水水时总重重量:2287.4t2)浇注注电炉钢钢包计算算浇注钢包包热周转转时间表表表2-224项目名称称时间(mmin)烘烤工位位吊至AAOD出出钢钢包包车上6AOD出出钢及运运行10钢包车吊吊至2#扒渣工工位6钢包2#扒渣工工位处理理20由2#扒扒渣工位位吊至LLF钢包包车6LF钢包包车运行行至处理理工位5LF处理理35由处理工工位运行行到加热热工位5由LF钢钢包车吊吊至VOOD
36、工位位6VOD处处理时间间65由VODD工位吊吊至CCCM6回转台回回转至浇浇注位置置3浇注时间间69由浇注位位置回转转至吊罐罐位3翻铸余渣渣10吊到热修修工位6钢包换滑滑动水口口30由热修工工位吊到到烘烤工工位6钢包吊至至拆包工工位1.255钢包倾倒倒废砖1.255钢包由拆拆包工位位吊至修修砌工位位1.255将砖盘吊吊入钢包包内1.255钢包由修修砌工位位吊至卧卧式钢包包烘烤器器工位1.255钢包在烘烘烤工位位烘烤40钢包在钢钢包车上上烘烤30各种耽搁搁373.25热周转钢钢包数量量=3773.225754.998个,取取5个。浇注钢包包冷包周周转时间间表表2-225项目名称称时间(hh)钢包冷却却8拆包机拆拆除钢包包旧衬4砌筑新衬衬16在烘烤器器工位烘烘烤16合计44浇注钢包包平均寿寿命: 255炉电弧炉每每天平均均生产炉炉数:119.22炉一个钢包包平均使使用天数数: 2519.21.33天冷周转钢钢包数量量=444241.331.441个,取取2个。备用包取取1个。浇注钢包包总量取取:5+2+11=8个个。2.100.4 废钢料料篮车数量: 22台料篮车外外形尺寸寸:84485xx80885x222000最大载重重量: 117
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
