《直流电机维护保养》由会员分享,可在线阅读,更多相关《直流电机维护保养(3页珍藏版)》请在装配图网上搜索。
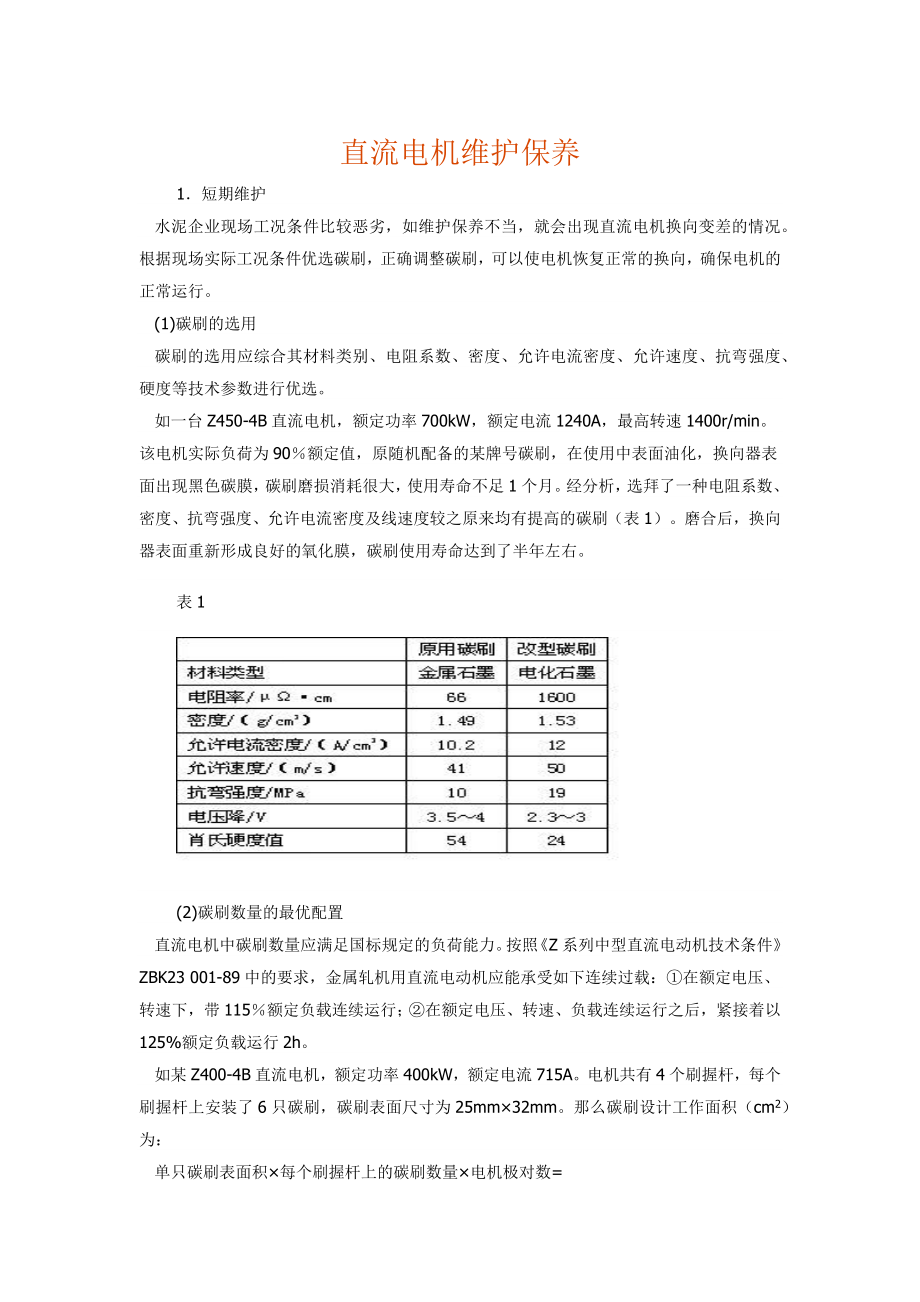
1、直流电机维护保养1短期维护 水泥企业现场工况条件比较恶劣,如维护保养不当,就会出现直流电机换向变差的情况。根据现场实际工况条件优选碳刷,正确调整碳刷,可以使电机恢复正常的换向,确保电机的正常运行。 (1)碳刷的选用 碳刷的选用应综合其材料类别、电阻系数、密度、允许电流密度、允许速度、抗弯强度、硬度等技术参数进行优选。 如一台Z450-4B直流电机,额定功率700kW,额定电流1240A,最高转速1400r/min。该电机实际负荷为90额定值,原随机配备的某牌号碳刷,在使用中表面油化,换向器表面出现黑色碳膜,碳刷磨损消耗很大,使用寿命不足1个月。经分析,选拜了一种电阻系数、密度、抗弯强度、允许电
2、流密度及线速度较之原来均有提高的碳刷(表1)。磨合后,换向器表面重新形成良好的氧化膜,碳刷使用寿命达到了半年左右。表1(2)碳刷数量的最优配置 直流电机中碳刷数量应满足国标规定的负荷能力。按照Z系列中型直流电动机技术条件ZBK23 001-89中的要求,金属轧机用直流电动机应能承受如下连续过载:在额定电压、转速下,带115额定负载连续运行;在额定电压、转速、负载连续运行之后,紧接着以125%额定负载运行2h。 如某Z400-4B直流电机,额定功率400kW,额定电流715A。电机共有4个刷握杆,每个刷握杆上安装了6只碳刷,碳刷表面尺寸为25mm32mm。那么碳刷设计工作面积(cm2)为: 单只
3、碳刷表面积每个刷握杆上的碳刷数量电机极对数= 253262=9600mm2=96cm2 在125%额定负载下,碳刷的工作电流密度为:715Al.2596cm2=9.3A/cm2,在碳刷理论最佳工作电流密度812A/cm2的范围内。但在实际使用中,该电机最大负荷电流仅为600A,也就是说,该电机碳刷最大工作电流密度为:600A=96cm2=6.25A/cm2。远低于碳刷理论最佳工作电流密度的下限值8A/cm2。 碳刷工作电流密度过小,会造成电机换向器表面出现线状和槽状刻痕,缩短换向器的车削处理周期,缩短电机的使用寿命。反之,碳刷工作电流密度过大,则会造成碳刷及换向器表面发热、换向火花大。如表2对
4、碳刷数量进行调整后,有效地避免了换向器表面的现状和槽状刻痕现象。(3)碳刷的布置 直流电机换向器刷握杆上的碳刷一般是平均布置的。但在需要对碳刷数量进行调整时,就必须重新布置。图1中,直流电机刷握杆上装有8只碳刷,如需减少碳刷使用数量,则要依次去掉1#、8#、2#、7#轨道的碳刷。如果换向器表面出现线状和槽状刻痕,或局部有烧灼痕迹,为了改善换向,应把碳刷移到空闲且状况较好的轨道上。(4)刷架中心线的调整 电机制造厂一般把碳刷定位在磁极几何中性线上,进行两个转动方向的调整。在某些轧钢厂,电机的转动方向是单一的。在这种情况下,可以适当调整碳刷刷架,来改善特定方向的换向状况,减小甚至消除换向火花。 刷
5、架中心线的调整应仔细,并做好相应的标记。刷架每次移动不得超过2mm,调整后需在正常负荷下运行至少5min,以确定刷架调整位置是否适当。如果换向状况变好,则以此为基点再进行微调,每次在正常负荷下至少运行5min,直到找到最佳换向状态。 如果在第一次调整后,换向状况变差,则需向相反方向调整刷架。对直流电机来说,沿电枢旋转方向移动刷架,会减少换向补偿效果;反之,如果逆着电枢旋转方向移动刷架,则换向补偿作用加强。 如果刷架调整对换向没有明显的改善,则应该把碳刷刷架移回到初始标记位置上。 2.预防性维护 短期维护的一些方法可以排除直流电机出现的突发性换向故障,但为了保证直流电机长期稳定、可靠的运行,预防
6、性的、周期性的维护是必要的。 定期检查和维护可以降低电机的故障维护费用并保持电机的良好运行状态。表3是直流电机的定期维护计划表,也可以根据直流电机的实际运行情况和工况条件适当修改。为了保持直流电机良好的换向性能,应从以下几个方面对碳刷进行日常检查、更换。 (1)确认碳刷辫螺丝是紧固的,刷辫不影响碳刷的自由运动; (2)确保碳刷辫不接触到电机内部非绝缘部分; (3)检查碳刷能否在刷握内自由移动,弹簧的位置必须正确,功能正常; (4)刷握离换向器表面的距离应一致; (5)碳刷换型时,必须同时更换所有的碳刷,不允许不同牌号、材质的碳刷混用。 (6)在调整或更换碳刷前后,必须跟踪观察电机的运行状况;
7、(7)更换的碳刷应适合换向器表面曲线。 对换向器表面的清洁,应使用干燥纯净的压缩空气吹扫,不能使用任何液体溶剂,它们会造成换向器表面、云母、玻璃无纬带等材料的烧蚀。工业酒精也应尽量避免使用。 换向器玻璃无纬带中渗入污物后,其片间电压作用于污物上,电流流过,造成发热、烧灼,烧焦的无纬带在自身缠绕张力的作用下易断裂,引起内部器件的损坏。为此,一旦发现无纬带烧焦、燃烧,就必须予以更换。 换向器有轻微条纹或凹槽,可以采取研磨或抛光方式处理。可用干净粗布擦拭换向器,有利于形成和保持换向器氧化膜。 当换向器表面异常粗糙,有较深的条状、槽状磨痕,换向时噪声很大,换向火花严重,或者出现碳刷磨损加剧,则需要对换向器进行车削处理。
 直流电机维护保养
直流电机维护保养