 焊条电弧焊接 0Cr18Ni9Ti
焊条电弧焊接 0Cr18Ni9Ti

《焊条电弧焊接 0Cr18Ni9Ti》由会员分享,可在线阅读,更多相关《焊条电弧焊接 0Cr18Ni9Ti(11页珍藏版)》请在装配图网上搜索。
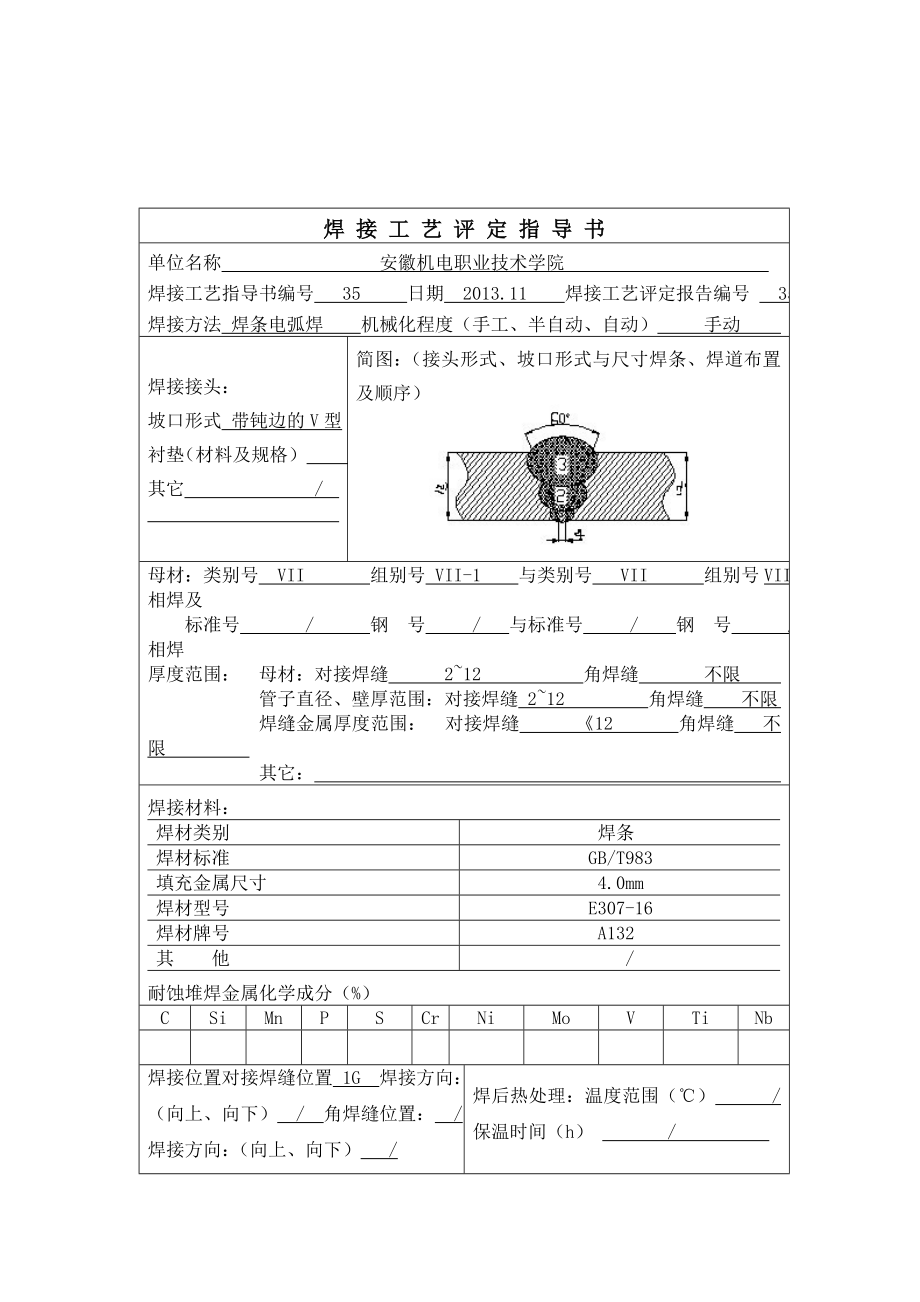
1、焊 接 工 艺 评 定 指 导 书单位名称 安徽机电职业技术学院 焊接工艺指导书编号 35 日期 2013.11 焊接工艺评定报告编号 35 焊接方法 焊条电弧焊 机械化程度(手工、半自动、自动) 手动 焊接接头:坡口形式 带钝边的V型 衬垫(材料及规格) / 其它 / 简图:(接头形式、坡口形式与尺寸焊条、焊道布置及顺序)母材:类别号 VII 组别号 VII-1 与类别号 VII 组别号VII-1 相焊及标准号 / 钢 号 / 与标准号 / 钢 号 / 相焊厚度范围: 母材:对接焊缝 212 角焊缝 不限 管子直径、壁厚范围:对接焊缝 212 角焊缝 不限 焊缝金属厚度范围: 对接焊缝 12
2、 角焊缝 不限 其它: 焊接材料:焊材类别焊条焊材标准GB/T983填充金属尺寸4.0mm焊材型号E307-16焊材牌号A132其 他/耐蚀堆焊金属化学成分(%)CSiMnPSCrNiMoVTiNb焊接位置对接焊缝位置 1G 焊接方向:(向上、向下) / 角焊缝位置: / 焊接方向:(向上、向下) /焊后热处理:温度范围() / 保温时间(h) / 预热: 预热()(允许最低值) 室温 层间温度()(允许最高值) 80 保持预热时间 / 加热方式 / 保护气体: 气体种类 混合比 流量(L/min)保 护 气 / / / 尾部保护气 / / / 背面保护气 / / / 电特性:电流种类: 直流
3、 极性: 反接 焊接电流范围(A): 130180 电弧电压(V): 1420 (按所焊位置和厚度,分别列出电流和电压范围,记入下表)焊道/焊层焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)线能量(kJ/cm)牌号直径极性电流(A)1SMAWA1324.0mm反110130141615186.662SMAWA1324.0mm反130180202218206.723SMAWA1324.0mm烦130-16018-2015-18钨极类型及直径 / 喷嘴直径(mm) / 熔滴过渡形式 / 焊丝送进速度(cm/min): / 技术措施:摆动焊或不摆动焊: 摆动 摆动参数: / 焊前清理
4、和层间清理: 焊前磨削清理 背面清根方法: 碳弧气刨 单道焊或多道焊(每面): 多道焊 单丝焊或多丝焊: 单 导电嘴至工件距离(mm / 锤击: / 其他: 续表-3焊 接 工 艺 评 定 报 告单位名称: 安徽机电职业技术学院 焊接工艺评定报告编号 35 焊接工艺指导书编号 35 焊接方法 焊条电弧焊 机械化程度:(手工、半自动、自动) 手动 覆盖焊件厚度: 212mm 接头简图: 母材:材料标准: GB/T3280 钢号: 0Cr18Ni9Ti 类、组别号: VII-1 与类、组别号:VII-1 相焊厚度: 12mm 直径: / 其他: / 焊后热处理:热处理温度(): / 保温时间(h)
5、: / 保护气体: 气体种类 混合比 气体流量(L/min)保护气 / / / 尾部保护气 / / / 背面保护气 / / / 填充金属:焊材标准: GB/T3280 焊材牌号: A132 焊材规格: 4.0mm 焊缝金属厚度: 12mm 其他: / 电特性:电流种类: 直流 极性: 反接 钨极尺寸: / 焊接电流(A) 130180/4.0 电弧电压(V) 1422/4.0 其他: / 焊接位置:对接焊缝位置: / 方向(向上、向下)角焊缝位置: / 方向(向上、向下)技术措施:焊接速度(cm/min): 1520 摆动或不摆动:动 摆动参数: / 预热:预热温度(): / 层间温度():
6、80 其他: / 多道焊或单道焊(每面): 多道 多丝焊或单丝焊: / 其他: / 拉伸试验 试验报告编号: 试样编号试样宽度(mm)试样厚度(mm)横截面积(mm2)断裂载荷(KN)抗拉强度(MPa)断裂部位和特征01256150673断焊缝02256150622断焊缝弯曲试验 试验报告编号: 试样编号试样类型试样厚度(mm)弯心直径(mm)弯曲角度()试验结果03面弯624180合格04面弯624180合格05背弯624180合格06背弯624180合格冲击试验 试验报告编号: 试样编号试样尺寸缺口类型缺口位置试验温度()冲击吸收功(J)备注续表-3金相检验(角焊缝):根部: / 焊缝:
7、/ 焊缝、热影响区 / 检验截面焊脚差(mm)/无损检验:RT: 100(无裂纹) UT: / MT: / PT: / 其他: / 耐蚀堆焊金属化学成分(重量%)CMnSiPSCrNiMoVTiNb分析表面或取样开始表面至熔合线的距离(mm): / 附加说明:结论: 本评定按 JB4708-2000 制备试件、检验试样、测定性能、确认记录正确,评定结果 本评定合格,适用于VII-1类材料的手工电弧焊焊接工艺,适用范围 2 12 。焊工姓名焊工代号施焊日期编制日期审核日期批准日期第三方检验 1Cr18Ni9Ti钢板厚12mm焊条电弧焊接工艺评定及焊接工艺一、母材性能1、母材材质:1Cr18Ni9
8、Ti1Cr18Ni9Ti具有良好的耐蚀性、耐热性、低温强度和机械性能,冲压弯曲等热加工性好,无热处理硬化现象,无磁性。优良的冷加工冲压性能,比较好的抗晶间腐蚀性能,对酸也有很强的抗腐蚀性。化学成份:(如表11所示)2.热处理规范及金相组织:热处理规范:固溶10101150快冷。金相组织:组织特征为奥氏体型。二、焊接材料的选择1、焊丝直径:4.0mm(根据板厚选择) 焊条电弧焊焊条直径与板厚的关系表2-2焊条电弧焊焊条直径与板厚的关系焊件厚度/mm44891212焊条直径/mm板厚3.244556表2-2焊条电弧焊焊条直径与焊接电流的关系焊条直径(mm)2.53.24.05.0焊接电流(A)60
9、90801301301801902202、焊丝型号及类型:焊材型号:E347-16,(牌号A132)(要求与母材等强匹配)3、焊接方法:焊条电弧焊(SMAW)4、顿边为2cm5、间隙为4cm 6、焊接示意图:7、 焊接材料是指焊接时所消耗材料的通称,例如焊条、焊丝、金属粉末、焊剂、气体等。焊条电弧焊主要用的焊接材料有:焊条三、焊前准备1 试件尺寸300mm150mm12mm2、母材数量 2根或2块3、坡口形式及加工方式:可采用机械切割、等离子弧切割、碳弧气刨等方法进行坡口加工。4、接头形式: 对接接头5、焊接位置: 水平位置6、坡口区域油、水、锈的处理:(1)试件清理:为了保证焊接质量,焊前将
10、工件坡口及两侧20-30mm范围内的焊件表面清理干净,油污、铁锈等可用丙醇或酒精灯有机溶剂清理(2)焊条处理:采用机械化学方法清理焊丝表面油污铁锈等杂质,并烘干焊条。7. 焊接坡口: V形坡口表3-1 1Cr18Ni9Ti钢焊条电弧焊对接接头的合理坡口形式V形坡口间隙b/mm钝边卷边P/mm坡口角度2260四、焊接材料和设备焊接材料的选择先从材料的化学成分,材料的力学性能大致的判断出材料的焊接性能,这里做的判断只是大概的判定具体的焊接性还是要等到焊接试样的力学性能试验报告出来后才能判定出来。根据选择焊接材料我们的依据是同成分等强度这个原则,就是焊缝金属的化学成分相当于母材相同,焊缝金属的强度要
11、于母材接近。根据这个原则确定焊材出牌号A132为A132。焊条的种类选择好以后就根据所焊材料母材的厚度为12mm选定焊条的直径为4.0mm。这个直径的焊条用来焊接12mm的板是完全可以满足焊接要求的。由此所需要的焊接要求,方可确定出焊机的型号可以满足焊接的要求。表5-2焊接选择的电源参数表焊条电弧焊电焊机型号ZX7-400额定焊接电流/A30-400额定输入电压/V36空载损耗/W80输入电源频率/Hz50-60正负半波宽度比(%)20-80空载电压/V90引弧方式高频五、焊接工艺参数选择焊接参数的确定焊接材料和材料的规格全确定下来以后我们就需要确定出焊接参数了,焊接参数的确定是没有一个标准可
12、以依据的,因为每台焊接的性能和每个焊工的操作方法都不一样,所以焊接参数的选择我们只能是根据实际生产中所积累的经验来确定出一个范围,然后我们在这个范围内用同样材料同样厚度的试板来试焊接参数,我们可以选出一个最为合适的参数做为我们焊接试板的参数。需要注意的是由于1Cr18Ni9Ti的热导率是比较大的所以焊接时如果在不影响焊接质量的情况下焊接的速度尽可能大一些。制定焊接工艺评定选择好焊接材料和焊接参数是非常重要的。焊接试板的准备1Cr18Ni9Ti我们做的是1Cr18Ni9Ti 12mm焊条电弧焊电弧焊的焊接工艺,所以我们的试板就是12mm的1Cr18Ni9Ti,我们找的板必须要有出处有理化和力学性
13、能试验报告,这样才可以准确的判断出这副试板是否是合格的板是否符合要求。制取这种奥氏体不锈钢试板不能用火焰切割,只能用等离子或机械切割进行下料。下料的尺寸为两块12150300mm的试板,试板需要开一个60度的坡口,并且板需要留一个1-2mm的顿边,装配时试板两头要有一定的间隙一头为4.0mm,并且学要做一个反面变形,留两头不同间距的间隙和做反变形都是为了使焊接变形对焊接质量的影响减小到最小。表5-1焊条电弧焊焊条直径与板厚的关系焊件厚度/mm44891212焊条直径/mm板厚3.244556表2-2焊条电弧焊焊条直径与焊接电流的关系焊条直径(mm)2.53.24.05.0焊接电流(A)6090
14、80130130180190220表5-2焊接参数表焊层序号焊道数量焊丝牌号焊材规格mm焊 接电 源焊 接电 流A电 弧电 压V种类极性11A1324.0直流正接110130141622A1324.0直流正接160180182031A1324.0直流正接1601801620 六、焊接过程1.定位焊:将试件装配好,夹紧,在试件两端距离10mm的地方定位焊接,使焊件固定。以便于打底焊的实施。2.打底焊在起焊点固部位引弧,先用长弧预热坡口根部,稳弧34s后,当坡口两侧出现汗珠状时,应立即压低电弧,使熔滴向母材过渡,形成一个椭圆形的熔池和熔孔,此时应立即把电弧拉向坡口边一侧(左右任意一侧,以焊工习惯为
15、主)往下断弧,熄弧动作要果断,焊工透过护目镜观察熔池金属亮度,当熔池亮度逐渐下降变暗,最后只剩下中心部位一亮点时,即可在坡口中心引弧,焊条沿已经形成的熔孔边作小的横向摆动,左右击穿,完成一个类似三角运动动作后,再往下在坡口一侧果断灭弧,这样以此类推,将打底层短弧焊方法完成。施焊中要控制熔孔大小一致,熔孔过大,背面焊缝会出现焊瘤和焊缝余高超高,过小则发生未焊透等缺陷。熔孔大小控制在焊条直径的1.5倍为好(坡口两侧熔孔击穿熔透的尺寸应一致,每侧为1.52mm)。更换焊条时,要处理好熄弧及再引弧动作。当焊条还剩1020mm时就应有熄弧前的心理准备,这是应在坡口中心熔池中多给两三滴铁水,再将焊条摆动到
16、坡口一侧果断断弧,这样做可以延长荣吃的冷却时间,并增加原熔池处的焊肉厚度,避免缩孔的发生。更换焊条速度要快,引弧点应在坡口一侧以上距熔孔接头部位2030mm处,用稍长的电弧预热、稳弧并作横向往上小摆动,左右击穿,将电弧摆动到熔孔处,电弧向后压,听到“噗噗”声,并看到熔孔处熔合良好,铁水和熔渣顺利流向背面,同时又形成一个和以前大小一样的熔孔后,果断向坡口一侧往下断弧,恢复上述断弧焊方法,并使打底层焊完成。3.填充焊第2、3层为填充层,运条方式采用锯齿形摆动,并做到“中间快,两边慢”,即焊条在坡口两侧稍作停顿,给足坡口两侧铁水,避免产生两侧夹角,焊条向上摆动要稳,运条要匀,始终保持熔池为椭圆形为好
17、,避免产生“铁水下坠”,焊缝局部凹陷、两侧有夹角的焊道。同时焊接最后一层填充层(第3层焊道)时应低于母材11.5mm,过高过低都不适,并使坡口轮廓线保持良好,以利该面层的焊接。4.盖面焊盖面层的焊接易产生咬边等缺陷,防止方法是保持短弧焊,采用锯齿或月牙运条方式为好,手要稳,焊条摆动要均匀,焊条摆到坡口边沿要有意识地多停留一会,给坡口边沿填足铁水,并熔合良好,才能防止产生咬边等缺陷,才能使焊缝表面圆滑过渡,形成良好七.操作要点1、引弧 用焊枪的焊条尖端离焊件表面2-3毫米操作时摩擦法引弧,动作要轻而快2、焊枪运动形式 焊枪一般采用左焊法,焊枪的运动形式根据焊接位置选择,焊枪的运动形式有直线形有锯
18、齿形、月牙形、圆圈性等3、敲渣清根焊接后应对焊道进行敲渣,多层多道焊时,必须严格敲渣清根,多用的工具有钢丝刷、角向打磨机等 4、收弧 当焊条走到焊缝末端的时候,稍微做停顿1秒在结尾处画圆圈收弧。5.冶金与工艺有关措施:冶金措施焊缝金属中增添一定数量的铁素体组织,使焊缝成为奥氏体铁素体双相组织,能很有效地防止焊接热裂纹的产生。控制焊缝金属中的铬镍比,在焊缝金属中严格限制硼、硫、磷、硒等有害元素的含量,以防止热裂纹产生。对于不允许存在铁素体的纯奥氏体焊缝,可加入适当的锰和和少许的氮同时减少硅的含量。工艺措施采用适当的焊接坡口或焊接方法,使母材金属在焊缝金属中所占的分量减少。选择合理的焊接结构、焊接
19、接头型式和焊接顺序,尽量减少焊接应力,可以减少热裂纹的产生。在焊接过程结束和中途断弧前,收弧要慢且要设法填满弧坑,以防止弧坑裂纹的形成。八、检验要求超声波探伤仪是一种便携式工业无损探伤仪器,它能够快速便捷、无损伤、精确地进行工件内部多种缺陷(焊缝、裂纹、夹杂、折叠、气孔、砂眼等)的检测、定位、评估和诊断。既可以用于实验室,也可以用于工程现场。1、根据GB/T3323-T3323-2005标准中规定,由缺陷性质、数量和大小将焊接接头质量分为四个等级,即、,质量依次降低。级焊接接头:不允许存在任何裂纹、未融合和未焊透以及条形缺陷,允许一定数量和一定尺寸的圆形缺陷存在。级焊接接头:不允许存在任何裂纹、未融合及未焊透,允许一定数量和一定尺寸的条形缺陷和圆形缺陷存在。级焊接接头:不允许存在任何裂纹、未融合以及双面焊和加垫板的单面焊中的未焊透,允许一定数量、一定尺寸的条形缺陷和圆形缺陷及未焊透(指非氩弧焊封底的不加垫板的单面焊)存在。级焊接接头:焊接接头中缺陷超过级者。参考文献雷世明主编,焊接方法与设备M、 北京:机械工业出版社,2002王宗杰主编,熔焊方法及设备M、 北京:机械工业出版社,2006
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
