《金工实习报告2》由会员分享,可在线阅读,更多相关《金工实习报告2(6页珍藏版)》请在装配图网上搜索。
1、金工实习报告论文 说实话,刚开始听到要上金工实习课心里是有点害怕的,因为自己不怎么喜欢这类东西,而且自己又是个女生,关于这方面的动手能力总比那些男生逊色。金工实习是一门实践基础课,它对于培养我们的动手能力有很大的意义,是工科学生学习机械制造的基本工艺方法和技术,完成工程基本训练的重要必修课。本学期第八周起,我们电子信息工程2班开始了金工实习这门课的学习,实习主要进行了焊接、钳工两大方面。通过几周短暂的实习,我收获了很多,在获得机械制造的基础知识,了解机械制造的一般操作的同时,还提高了自己的动手能力,并且加强了理论联系实际的锻炼,培养了我们的工程素质。而这些都是在书本和日常生活中学不到的,下面我
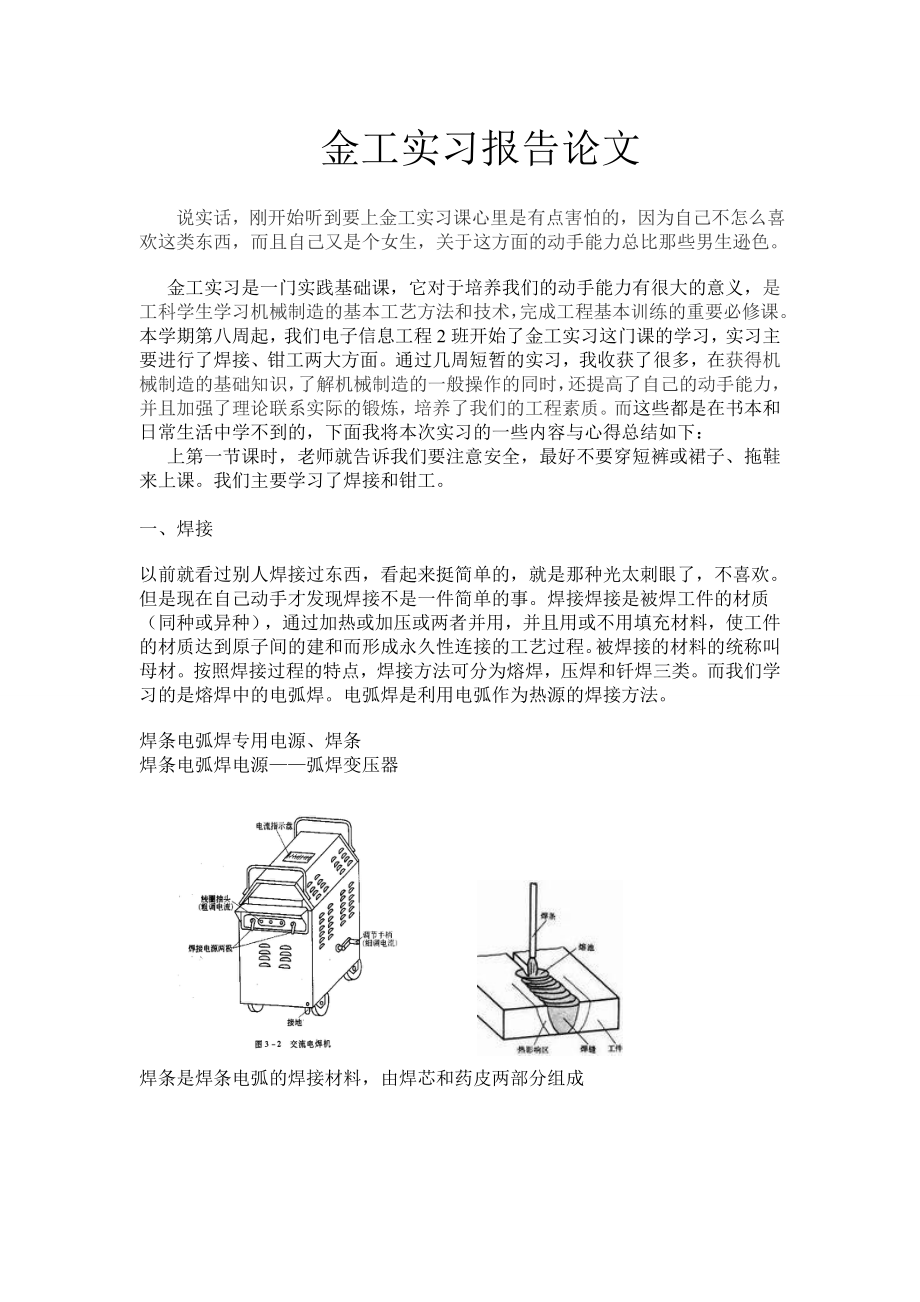
2、将本次实习的一些内容与心得总结如下:上第一节课时,老师就告诉我们要注意安全,最好不要穿短裤或裙子、拖鞋来上课。我们主要学习了焊接和钳工。一、焊接以前就看过别人焊接过东西,看起来挺简单的,就是那种光太刺眼了,不喜欢。但是现在自己动手才发现焊接不是一件简单的事。焊接焊接是被焊工件的材质(同种或异种),通过加热或加压或两者并用,并且用或不用填充材料,使工件的材质达到原子间的建和而形成永久性连接的工艺过程。被焊接的材料的统称叫母材。按照焊接过程的特点,焊接方法可分为熔焊,压焊和钎焊三类。而我们学习的是熔焊中的电弧焊。电弧焊是利用电弧作为热源的焊接方法。焊条电弧焊专用电源、焊条焊条电弧焊电源弧焊变压器
3、焊条是焊条电弧的焊接材料,由焊芯和药皮两部分组成 电弧焊 用手工操纵焊条进行焊接的电弧焊称为焊条电弧焊。焊接电弧是在电极与焊件间产生的强烈而持久的气体放电现象。其主要特点是电压低(十几至几十伏),电流大(几十至几百安),温度高(弧柱中心达6000K左右),易于引燃,使用方便。主要设备:专用的焊接电源(弧焊变压器、弧焊发电机、弧焊整流器、弧焊逆变器)直流弧焊电源的接线方法:正接(焊件接正极)反接(电极接正极)弧焊电源的技术参数:一次电压:单相380V 空载电压5080V 工作电压2040V 电流调节范围 几十安到几百安焊条 焊条是焊条电弧焊的焊接材料,有焊芯和药皮两部分组成焊条直径有:2mm 2
4、.5mm 3.2mm 4mm 5mm 焊芯长度250mm 300mm 350mm 400mm 450mm焊条的选用 要求 焊缝和母材具有相同水平的使用性能,对承受冲击、动载等重要构件或当母材焊件性能差、温度低等易产生焊接裂纹时,用碱性焊条。焊接位置 平焊 立焊 横焊 仰焊坡口形式 I型X型V型U型 焊接工艺参数 焊接电流I=(2555)d 焊条直径1、焊条直径与焊件厚度关系 (单位:mm)焊件厚度234781213焊条直径16,2025 ,3232,4040,5040602气焊 利用气体火焰为热源的焊接方法 气焊设备 氧气瓶 乙炔瓶 减压器 回火防止器 焊炬 气焊火焰 中性焰 碳化焰 氧化焰3
5、 气割 利用气体火焰的热能将工件处预热到一定温度后喷出的高速切割氧流,使其燃烧放出热量实现切割的方法这是我自己努力的结果,虽然不是很好,但是我真的努力了。二、钳工1 锯削 用锯对材料或工件进行切断或切槽等的加工方法手锯的构造 锯弓 锯条 常用锯条长度300mm 宽为13mm 厚度0.6mm 锯条按齿距可分为粗齿、中齿、细齿 锯削方法 锯削时左手拇指考住锯条,右手稳推手柄,起锯角度约为1015度2锉削 用锉刀对工件经行切削加工的方法锉刀的规格 100mm 150mm 200mm 250mm 300mm 350mm 700mm七种锉刀的种类 按锉齿齿锯分为粗齿锯、中齿锯、细齿锯和油光锉按锉刀截面形
6、状分为平锉、半圆锉、方锉、三角、 圆锉 锉削方法 锉平面的: 顺错、交叉锉、推锉 锉削外、内圆弧面的方法: 滚锉法3钻孔 钳工加工孔的方法钻床 台式钻床 立体钻床 摇臂钻手电钻 数控钻床4、攻螺纹与套螺纹攻螺纹实验仪器:丝锥和铰杠. 攻螺纹方法 攻螺纹前必须先钻孔,此孔称螺纹底孔。由于丝锥工作时除了切削金属外,还有挤压作用,因此,底纹孔径应略大于内螺纹的小径。底孔的直径可查手册或按下面经验公式计算。为了使丝锥开始切削时容易切入,并防止孔口螺纹牙崩裂,螺纹底孔的孔口要倒角,攻螺纹如图所示。 套螺纹 实验仪器:板牙和板牙架 套螺纹方法 : 套螺纹前应检查圆杆直径=螺纹大径-0.2P 待套螺纹的圆杆
7、必须有适合的倒角 5装配装配要求:检查零件与装配有关的形状精度和尺寸精度是否合格,注意零件上的各种标记,防止装错组合件的装配可用选配法或修配法来达到配合技术要求,组合件装好后,不再分开,以便一起装入部件内机器的装配,应按照从里到外,从上到下以不影响下道工序为原则的次序进行试车时从低速到高速逐步进行,并根据试车情况进行必要的调整,使其达到运转要求。这些都是金工实习的工艺品,很漂亮吧,但不是我做出来的,是我从网上搜来的图片。这是我做的,这样看起来不错吧,其实它的底是漏水的,我弄了好久,都弄不密它,只能这样咯。 学习了金工实习之后,更让我明白了实践的重要性。对于工科的学生来说,动手能了也是很重要的。而且,也知道了那些焊接工人的工作是很辛苦的。也知道了自己还有很多不足的方面,希望自己在以后的学习过程中,能多动手,多思考。最后,谢谢老师这几个星期对我们的教导,谢谢您。
 金工实习报告2
金工实习报告2