 合工大电弧焊基础思考题概要
合工大电弧焊基础思考题概要

《合工大电弧焊基础思考题概要》由会员分享,可在线阅读,更多相关《合工大电弧焊基础思考题概要(11页珍藏版)》请在装配图网上搜索。
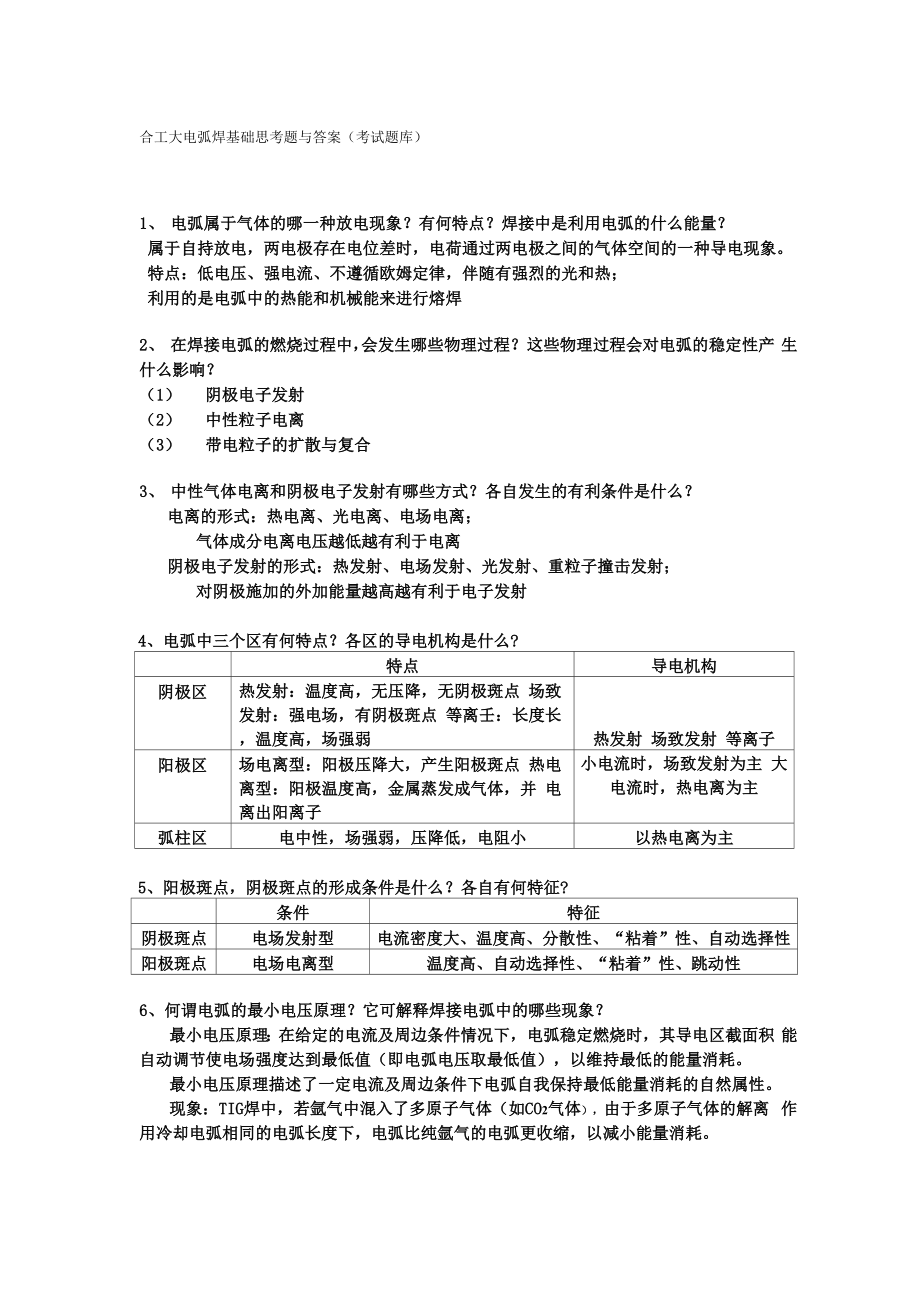
1、合工大电弧焊基础思考题与答案(考试题库)1、电弧属于气体的哪一种放电现象?有何特点?焊接中是利用电弧的什么能量?属于自持放电,两电极存在电位差时,电荷通过两电极之间的气体空间的一种导电现象。特点:低电压、强电流、不遵循欧姆定律,伴随有强烈的光和热;利用的是电弧中的热能和机械能来进行熔焊2、在焊接电弧的燃烧过程中,会发生哪些物理过程?这些物理过程会对电弧的稳定性产 生什么影响?(1)阴极电子发射(2)中性粒子电离(3)带电粒子的扩散与复合3、中性气体电离和阴极电子发射有哪些方式?各自发生的有利条件是什么?电离的形式:热电离、光电离、电场电离;气体成分电离电压越低越有利于电离阴极电子发射的形式:热
2、发射、电场发射、光发射、重粒子撞击发射;对阴极施加的外加能量越高越有利于电子发射4、电弧中三个区有何特点?各区的导电机构是什么?特点导电机构阴极区热发射:温度高,无压降,无阴极斑点 场致发射:强电场,有阴极斑点 等离壬:长度长,温度高,场强弱热发射 场致发射 等离子阳极区场电离型:阳极压降大,产生阳极斑点 热电离型:阳极温度高,金属蒸发成气体,并 电离出阳离子小电流时,场致发射为主 大电流时,热电离为主弧柱区电中性,场强弱,压降低,电阻小以热电离为主5、阳极斑点,阴极斑点的形成条件是什么?各自有何特征?条件特征阴极斑点电场发射型电流密度大、温度高、分散性、“粘着”性、自动选择性阳极斑点电场电离
3、型温度高、自动选择性、“粘着”性、跳动性6、何谓电弧的最小电压原理?它可解释焊接电弧中的哪些现象?最小电压原理:在给定的电流及周边条件情况下,电弧稳定燃烧时,其导电区截面积 能自动调节使电场强度达到最低值(即电弧电压取最低值),以维持最低的能量消耗。最小电压原理描述了一定电流及周边条件下电弧自我保持最低能量消耗的自然属性。现象:TIG焊中,若氩气中混入了多原子气体(如CO2气体),由于多原子气体的解离 作用冷却电弧相同的电弧长度下,电弧比纯氩气的电弧更收缩,以减小能量消耗。7、电弧力可分为哪几种?哪些因素会影响电弧力?分类:1、电弧静压力(电磁收缩力)电流线的相互吸引力,使导体截面有收缩的倾向
4、,即电磁收缩力,同时电极直径限制了导 电区的扩展,而工件上的电弧扩展的比较宽,电弧直径不同,将引起由电极指向工件的推 力,即电弧静压力。2、电弧动压力(等离子流力)电磁中的压力差使得较小截面上的高温粒子补充到较大截面上,从而形成连续不断的气流, 即等离子气流,对工件表面形成的压力即等离子压力。3、斑点力(带电粒子对电极的冲击力,电磁收缩力,电极材料蒸发的反作用 力)4、爆破力5、熔滴冲击力影响因素:1、气体介质(导热性好,多原子气体,均使斑点压力增大)2、电流和电压(电流增加,电弧力增加;电弧电压增加,电弧力降低)3、焊丝(焊条)直径(直径越细,电磁力越大)4、焊丝(电极)极性(TIG:钨极接
5、负极,允许较大的电流流过,电弧力 大,反之,电弧力小。MAG或MIG:焊丝接负极,熔滴受到正离子的撞 击,不能顺利过渡,也不能形成很强的电磁力和等离子流力;当焊丝接正 时,斑点力小,容易形成细小的熔滴,有较大的电磁力和等离子流力)5、钨极端部形状6、脉动电流8、电弧力会对焊接过程产生什么作用?电弧力与焊接中表现出的熔池形态、熔深尺寸、熔滴过渡、焊缝成形等都有密切关系, 同时也是形成不规则焊缝、产生成形缺陷、造成焊接飞溅的直接原因。9、焊缝的形状尺寸参数有哪些?焊缝成 形系数及熔合比丫会对焊缝产生什么 影响?以平面单道对接焊缝为讨论对象:形状参数:H(熔深)、B (熔宽)、e(成形系数)、a(余
6、高)、Y(熔合比); e =B/H 一焊缝成形系数,成形系数越 大,越容易使低熔点杂质上浮,不容易形成热裂纹;Y = Fm/(Fm + Fh)焊缝熔合比;图2,6平媒位置焊般形状尺寸(单道焊缱)e的大小对熔池中气体的逸出、熔池的结晶方向、成分偏析、裂纹倾向性等有影响;y的大小对焊缝合金成分、接头强度、裂纹倾向等有影响。10、焊接熔池形状会受到哪些因素的影响?在电弧热作用下,熔池形状基本上由母材的热物理参数、母材的形状、焊接速度等决 定,并受到电弧对母材的热输入量及电弧燃烧形态的影响。11、焊接熔池受到哪些力的作用?这些力会对熔池产生什么影响?表面张力:影响熔池形状;等离子流:使熔池表面金属产生
7、向着周边的流动;电磁对流:产生向着熔池中心的流动;浮力:对熔池的影响是次要的12、影响焊缝尺寸的焊接参数及工艺因素有哪些?是如何影响的?1、电流、电压、焊接速度其它条件不变时,焊接电流增大时,焊缝的熔深和余高增加,而熔宽略有增加。 焊接电流不变,电弧电压增大后,熔宽增大,而熔深、焊缝余高略有减小。 焊速提高时,熔宽和熔深都减小,余高也减小。2、电流种类、极性及电极尺寸TIG焊时,以直流正接所形成的焊接熔深最大,直流反接时的熔深最小,交流居 于两者之间;熔化极弧焊时,直流反接的熔深和熔宽都要大于直流正接的情况,交流焊接居于 两者之间。但在直流正接时,焊丝熔化快;TIG焊中,钨极端部越尖锐,电弧越
8、集中、电弧压力越大,熔深越大,而熔宽相 应减小,45度时达到最大,随后反之。熔化极弧焊中,在同等电流在下焊丝越细,电弧加热越为集中,熔深增加,熔宽减小。3、其它工艺因素焊丝伸出长度加大时,焊丝电阻热增加,熔化速度增加,使余高增大而熔深有所 减小,这在钢质细径焊丝中表现最为明显,而铝焊丝的影响不大。坡口形式、尺寸、间隙的大小,电极与工件间的倾角,接头的空间位置及焊接方 式等对焊缝成形也有影响。13、熔化焊丝的热源主要是什么?受哪些因素的影响?焊丝熔化所需要的热量大部分来自电弧对电极前端的加热。影响因素:阳极压降UA,阴极压降UC,电极材料的功函数UW,弧柱电子动能的等价 电压ut。PA=I*(U
9、A+UW+UT)PC=I*(UC-UW-UT)焊丝端部的产热量与电流成比例,其比例常数等于括号中的数值,称为熔化等价电压, 熔化等价电压因极性,焊丝性质而变化,几乎不受弧长及弧柱电压的影响。熔化极电弧焊,焊丝都是冷阴极材料,由于UaUw,通常有PaPc,即焊丝作阴极, 其产热量大于阳极(TIG焊相反,钨是热阴极材料,UaUw,PaPc,电极作阳极时产 热量显著增大。)14、熔滴过渡通常有哪几种方式?它对焊接过程会产生什么影响?滴状过渡:熔滴直径一般大于焊丝直径,熔滴摆动、电弧飘荡、焊缝表面粗糙甚至呈 断续状;喷射过渡:喷射过渡的电弧稳定,飞溅很小,焊缝成形好,气流保护均匀,电弧热流 集中、穿透
10、力强,熔池呈T形。(射滴过渡,射流过渡,旋转喷射过渡)接触(短路)过渡:在电源动特性好的情况下,可使电弧稳定、飞溅小、焊缝成形好。 适用于薄板焊、全位置焊。使用细丝时,电流密度高、电弧功率大、线能量小、穿透力弱、熔池小、凝固快、变形小;渣壁过渡:随着电流的增加,熔滴过渡的体积减小、频率加快。15、作用在熔滴上的力有那几种?哪些力有助于熔滴过渡?哪些力有碍于熔滴过渡? 种类和影响: 重力:平焊 促进溶滴过渡立焊,仰焊 阻碍溶滴过渡表面张力:滴状过渡都阻碍短路过渡促进电磁收缩力:阳极区直径焊丝直径促进阳极区直径焊丝直径阻碍等离子流力:促进溶滴过渡。斑点压力:阻碍熔滴过渡爆破力:造成飞溅16、滴状过
11、渡通常在什么条件下出现?有何特点?促使熔滴过渡主要是哪种力?喷射过渡通常在什么条件下出现?有何特点?促使熔滴过渡主要是哪种力?1)滴状过渡:出现场合:这类过渡出现在小电流密度、弧长大的情况,特点:熔滴直径一般大于焊丝直径,熔滴摆动、电弧飘荡、焊缝表面粗糙甚至呈断续 状。主要受重力作用;2)喷射过渡出现场合:在Ar气保护、电流密度较大且弧长也较大的情况下出现。特点:熔滴脱离焊丝沿轴向射入熔池;熔滴直径接近焊丝直径或小于直径,加速度大 于重力加速度。主要受电磁收缩力和等离子流力作用。17、何谓射流过渡?射流过渡的临界电流?它受到那些因素的影响?射流过渡:钢质焊丝前端在电弧中被削成铅笔状,熔滴从其前
12、端流出,以很细小的颗 粒进行过渡,其过渡频率最大可达500个/s,将这种过渡称作射流过渡。射滴过渡的临界电流:从射滴转换为射流的最小电流称为射流过渡的临界电流。影响因素:临界电流受焊丝材质、直径、极性、干伸长,保护气成份影响。在其它因 素相同的条件下,发生射流过渡的电流较射滴过渡的大。18、发生跳弧现象的原理及条件是什么?它在什么条件下出现?在射流过渡形成过程中,会产生一种“跳弧”现象,即电弧从熔滴的下部突然跃过熔滴 缩颈部位,跳到缩颈上部,形成对下部液滴金属的大面积覆盖,此时等离子气流突然增强, 对焊丝前端金属有强烈的摩擦作用,将液态金属削成铅笔形,细小熔滴从尖端一个接一个 的射入熔池。条件
13、:电流达到射流过渡的临界电流。19、亚射流过渡,旋转射流过渡各在什么条件下出现?有何特点?应用价值如何?亚射流过渡是一种介于短路过渡与射滴过渡之间的过渡形式,在铝合金焊丝的MIG焊 中出现。在短弧长情况下,熔滴形成缩颈即将以射滴形式脱离时已与熔池接触短路,较大的电磁收缩力即刻使缩颈断开而完成过渡。特点是它比正常的“短路过渡”短路时间少、短路电流小(电流来不及上升已脱开)。应用价值:这种过渡方式下熔深均匀、焊缝成形美观;避免指状熔深;焊铝合金时, 阴极雾化区为蝶形,避免起皱与发黑。在Al合金短弧MIG焊中广泛采用,使用“恒流 电源”,等速送丝。旋转射流过渡:当电流增加到高出临界电流很多时,高速射
14、流的反作用力使较长的金 属液柱偏离轴线并使之旋转,就发生了 “旋转射流过渡”。特点及应用:电弧不稳、飞溅严重、焊缝成形变差,一般应当避免。20、短路过渡在什么条件下出现?促使熔滴过渡主要是哪种力?条件:在低电压(短弧长)、小电流下,熔滴未长大(未形成缩颈)即与 熔池接触短路,表面张力和电磁收缩力的共同作用使熔滴进入熔池。作用力:表面张力和电磁收缩力21、电源动特性参数Iwd、did/dit会对短路过渡过程发生什么影响?短路过渡的稳定性与电源的外特性(Iwd/If)及动(di/dL、电压恢复速度)关系密切。WIwd叫过小,熔滴不易脱开、烧丝,甚至熄弧;Iwd/If过大,飞溅严重;did/dit过
15、小,过渡频率低;did/dit过大,过渡不平稳,飞溅也大;电压恢复速度越快越好,有利于熔滴脱开电弧重燃。短路过渡的频率越高,过渡熔滴越细,过程越平稳。焊接回路电感作用:di/dt=(UbiR)/L,一是限制与调节短路电流上升速率,二是调节电弧燃烧时间,控制母 材熔深。22、喷射过渡与短路过渡的熔化极焊接各适应在什么场合下应用?为什么?喷射过渡:适用于中等厚度和大厚度的板水平对接和水平角接;主要受电磁收缩力和等离子流力作用。短路过渡:薄板和全位置焊接(低电流,短弧长)燃弧率低,向工件热输入功率小,熔池体积小且易于成形(飞溅大)、。23、何谓熔敷效率,熔敷系数,熔化系数,损失系数,飞溅率?熔敷效率
16、过渡到焊缝中的金属重量消耗焊丝(焊条中为焊芯)的重量ay:熔敷系数一 位时间、单位电流内熔敷到焊缝上的金属重量;a: 熔化系数一 位时间、单位电流内熔化焊丝的重量;Q:损失系数=(ay _am)/am X100 %飞溅率=飞溅损失的金属重量/1熔化焊丝金属的重量 24、短路过渡的飞溅方式有哪些?各自出现的原因是什么?(b)(C)K& * A住)图鼻如短路过渡的主要飞溅形式(G细丝小电流时(b)中等电流大电熟时 (Q中等电流小电感时(d)焊丝固态短路时(。潜弧焊短路时(f)大电穗焊接短路时(图片下方文字即为原因)25、滴状过渡的飞溅方式有哪些?各自出现的原因是什么?图5.2!颗粒过渡的主要飞嚣形
17、式(G斑点力使绕造成的飞溅(b)焊丝通过大电腕而爆断(矽气林粉出引起的飞蒲(d)熔滴内部气体膨胀引起的爆破飞戳(e)熔滴在电孤空间形成串联电弧引起的飞激(图片下方文字即为原因)26、控制熔滴过渡过程的方式有哪些?脉冲电流控制法、喷射一一短路交替控制法、脉冲送丝控制法、机械振动控制法27、现有:(1)16Mn+16Mn,板厚为 20,平焊焊缝长 4000;(2)Q235+Q235,板厚为 12,立焊焊缝长2000;(3)铝板+铝板,板厚为8,焊缝长不限;请选择合理的焊接方法并说明理由。(1)选择SAW焊16Mn焊接性良好,因为板厚较厚,焊缝较长,又因为处于平焊位置适用SAW 焊可以较低的成本,高
18、效率地获得性能良好,美观的焊缝(2)选择CO2气体保护焊Q235属于低碳钢,CO2气体保护焊适合于低碳钢的焊接,且其适用自动或半 自动焊方法,对任何位置及复杂的曲面焊缝都可以进行焊接,不受焊缝长度限 制,材料成本较低。(3)选择MIG焊MIG焊可以焊接铝及铝合金,且有较好的熔深,直流反接时对母材有阴极保护 作用,不受焊缝长度限制。28、试分析TIG与等离子弧焊的异同(原理、产生方式、结构、焊后接头特点、类型、特性及应用)。相同点,惰性气体保护,钨作电极不同点:TIG电弧除了受电弧自身磁场拘束和周围环境拘束外,不受其他拘束,电弧形 态扩展,温度和能量密度低;等离子弧焊接电弧受喷嘴拘束,水冷却拘束
19、,温度能量密度 高。TIG焊加热工件的热量主要来源于阳极斑点热(阳极区热),弧柱辐射和传导热仅起辅 助作用;等离子焊中弧柱高速高温等离子体辐射和传导热起主要作用。29、Ar+O2的原因不锈钢:Ar+(1-5)%O2:消除阴极斑点漂移现象低碳钢及低合金机构钢:Ar+20%O2:生产率提高30、试分析CO2气体保护焊和埋弧焊在应用上的异同。CO2气体保护焊材料:黑色金属一一低碳钢、合金结构钢;厚度:厚薄均可,尤其对310mm厚板件有优势;位置:全位置;结构:车辆、船舶、工程机械、普通钢构、容器等;埋弧焊:材料:碳素结构钢、低合金结构钢、不锈钢;焊缝类型和焊件厚度:5mm以上的长直缝/对接、角接和搭
20、接接头。位置:平、横位置;结构:具有长而规则焊缝的大型结构,如船舶、压力容器、桥梁、起重机械等;31、在Ar气中加入20%N2,试说明该种混合气体的应用,并用最小电压原理解释与采用 纯Ar相比,采用该混合气体施焊时的变化。应用:主要用于Cu合金厚板的焊接,N2是中性气体,不与Cu反应,加入它电弧温度比 纯氩高,而且价格低。但飞溅增大、焊缝成形变差(因为熔滴表面张力增大)。在Ar气中加入N2后,由于N2电离吸热消耗能量,根据最小电压原理相同的电弧长度下, 电弧电压和电弧温度要比纯氩中的电弧电压和电弧温度高,电弧更为收缩。32、试分析MIG焊铝时为什么优先采用亚射流过渡方式。1、焊缝熔深均匀,表面
21、成形良好2、焊缝断面形状趋于合理,可以避免“指状”熔深出现3、电弧长度短,抗环境干扰能力强33、请分析TIG和PAW的异同。(见28题) 34、在弧焊设备中,有哪两类调节系统,其各自的调节原理如何?应用有何差异?为什么?1、电弧自身调节系统自动调节原理:采用等速送丝系统,即焊接过程中保持送丝速度不变。当外部干 扰使电弧长度(电弧电压)发生变化时(比如拉长),则促使焊接电流产生相应变化(变 小)。焊丝的熔化就会变化(比原来变慢),由于送丝速度不变,最后电弧长度就缩短回 来(电弧电压降低)。优点:设备简单,无须另加专门的调节机构;缺点:调节灵敏度取决于电流密度,粗焊丝的调节灵敏度低;适用场合:细丝
22、(约0.82.5mm),配用平(或缓降)外特性焊接电源2、电弧电压反馈自动调节系统自动调节原理:采用闭环反馈控制系统,即以电弧电压作为被调量,以送丝速度作为 操作量,将电弧电压信号反馈到送丝电机中构成送丝速度自动调节器。焊接过程中电流 (熔化速度)基本保持不变,当外部干扰使电弧长度(电弧电压)发生变化时(比如拉 长一一电弧电压增加),则反馈回送丝电机的电压产生相应变化(也升高),促使送丝速 度变化(增加),使电弧长度逐渐被压缩(电弧电压降低)。优点:不论粗、细丝,调节灵敏度均高;缺点:须另加专门的调节机构,设备复杂;适用场合:粗丝(约3.06.0mm),配用陡降或恒流外特性焊接电源 35、SM
23、AW GTAW PAW SAW MIG 和 TIG 的含义是什么?MIG惰性气体熔化极电弧焊TIG(GTAW)钨极惰性气体保护焊TungstenInert GasSMAW 焊条焊接法(Shielded Metal ArcWelding)PAW 等离子弧焊(Plasma Arc Welding)SAW 埋弧焊 Submerged Arc Welding 36、TIG和MIG有何异同?相同点:都采用惰性气体保护相异点:TIG是钨做电极,MIG是与母材相似的金属焊丝做电极 TIG电极不熔化,MIG电极熔化,焊丝熔化金属脱落与母材熔化金属共同形 成焊缝37、什么是双弧现象?有何危害?影响因素有哪些?1
24、、概念:双弧现象产生于转移型等离子弧中,在钨极与喷嘴、工件与喷嘴之间形成电 弧2、机理:喷嘴内部冷气膜被击穿3、危害:主弧电流降低;喷嘴过热,甚至烧毁4、影响因素:(1)喷嘴结构与尺寸:内孔越小、孔道越长、内缩长度越大,越易产生双弧;(2)电流大小:电流越大,弧柱压降越高,形成越有利;(3)等离子流量:流量越大,冷气膜越厚,越不利形成;(4)等离子进气方式:切向进气气流稳定,冷气膜较厚且四周均匀,不利双弧形成;(5)喷嘴冷却效果:冷却不好,喷嘴温升高,局部氧化或粘连飞溅,易促使双弧形成;(6)等离子气成分:气体电离电压越高,越有利双弧产生;(7)喷嘴至工件距离:距离越大,越有利双弧形成。但当距
25、离很小时,飞溅易粘连、堵塞喷嘴,也会导致双弧发生;(8)工件厚度:等离子切割时,工件越厚,越易形成双弧;(9)电源外特性:陡降的电源外特性可抑制双弧产生,因为外界因素变化时,电流能 维持恒定不变;38、阴极清理作用的机理是怎样的?有何利弊?在焊接哪一类材料时应利用阴极清理作 用?阴极清理作用的机理是正离子受阴极电场加速以很高的速度冲击阴极表面.使阴极表 面上的氧化膜破碎并消失。益处:可以将氧化膜清理彻底弊处:只能在不含氧化性气氛的高纯度惰性气氛条件下,且当工件为冷阴极材料时尤为显著铝质材料应当利用阴极清理作用39、等离子弧焊接与TIG有何异同?(见28题)40、为什么CO2气体保护焊易产生飞溅
26、和气孔,阐述其机理并提出改善措施。气孔原因:CO气孔属于反应型气孔,FeO+C=Fe+CO唱、&气孔是析出型气孔,由于温度下降,溶解度剧变导致的措施:限制暇气孔措施:合理选用喷嘴和调节气流量;短弧操作,避免侧向风限制H2气孔措施:清理焊丝,工件上的严重水锈油污,减少二氧化碳气体中水汽 进入电弧区。限制CO气孔措施:限制焊丝中C的含量,加入脱氧元素飞溅原因:1、电弧形态所决定的溶滴过渡阻力较大2、工艺条件所决定的溶滴短路3、颗粒过渡方式。措施:1、焊接材料方面(1)尽量限制焊丝材质中的C含量(通常不大于15%);(2)采用CO2 + Ar混合保护气体;2、工艺参数方面(1)正确选择焊接电流,匹配
27、合适的电压,能避免排斥过渡形式(2)尽量减小焊枪倾角(不超过20。),焊枪垂直时飞溅最小;(3)限制焊丝干伸长;(4)送丝速度均匀;(5)直流反极性接法;41、埋弧焊有何优缺点?优点:生产效率高(熔敷效率高、电弧热效率高、自动化)焊缝质量好(熔渣保护 好、参数稳定,冶金反应稳定、缺陷少;劳动条件好(无光、热辐射,劳动强度低)缺点:难以全位置焊;对焊前装配要求高,定位要求高;不适宜焊接薄板/短缝;适焊材料有限;42、试分析MIG焊铝时为什么优先采用亚射流过渡方式。(见32题)43、关于熔化极气体保护焊,请回答下列问题,并简要说明为什么:(1)在相同的焊接电流下,MIG焊与MAG焊哪一个电弧的发热
28、功率较高?(2)在工件及焊接电流相同的下,哪一个焊道的熔深较大?(3)在相同工况条件下,哪一个焊丝的熔滴容易出现射流过渡?(4)对于材质为Al合金、Cu合金、Ti合金、碳素钢、普通低合金结构钢、奥氏体 不锈钢的工件,各自的适用性如何?(1)MAG,活性气体对电弧的冷却作用(2)MAG,能量集中(3)(4)Al、Cu、Ti、奥氏体不锈钢MIG,其余MAG45、关于等速送丝、变速送丝熔化极电弧焊的弧长自动调节系统,请回答下列问题:(1)简述两者的弧长自调节原理;(2)各自采用的弧焊电源外特性曲线有什么不同?(3)在当今焊接生产中,各自分别在什么弧焊方法中得到广泛应用?(可以参考34题)46、编制埋弧焊工艺时应考虑的主要内容有哪些? 工艺方案的选择工艺参数的制订; 工艺装备的选用;焊件组装工艺编制; 坡口的设计与加工;工艺措施的制订; 焊接材料的选用;焊接缺陷的检查与修补;
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
