《焊接工艺指导书合成氨》由会员分享,可在线阅读,更多相关《焊接工艺指导书合成氨(7页珍藏版)》请在装配图网上搜索。
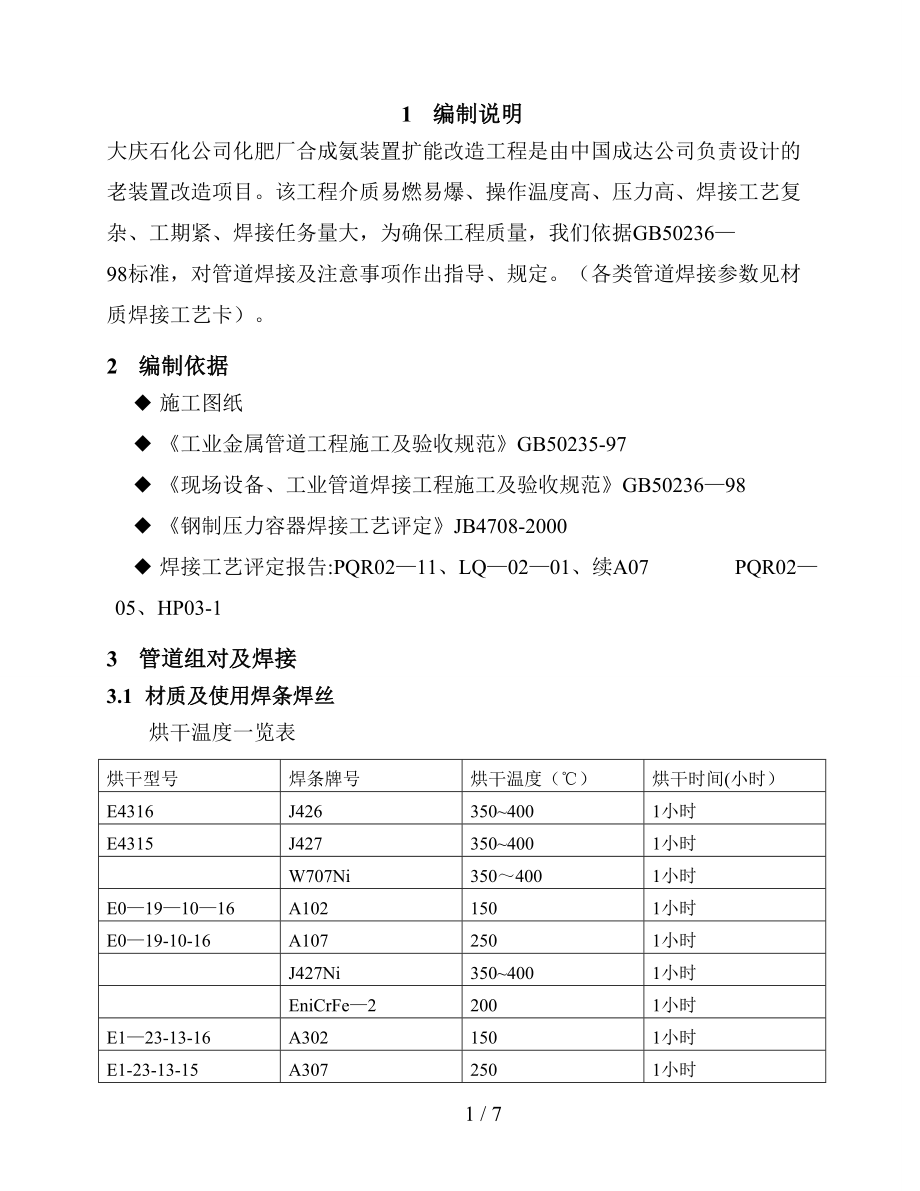
1、1 编制说明大庆石化公司化肥厂合成氨装置扩能改造工程是由中国成达公司负责设计的老装置改造项目。该工程介质易燃易爆、操作温度高、压力高、焊接工艺复杂、工期紧、焊接任务量大,为确保工程质量,我们依据GB5023698标准,对管道焊接及注意事项作出指导、规定。(各类管道焊接参数见材质焊接工艺卡)。2 编制依据 施工图纸 工业金属管道工程施工及验收规范GB50235-97 现场设备、工业管道焊接工程施工及验收规范GB5023698 钢制压力容器焊接工艺评定JB4708-2000 焊接工艺评定报告:PQR0211、LQ0201、续A07 PQR0205、HP03-13 管道组对及焊接3.1 材质及使用焊
2、条焊丝烘干温度一览表烘干型号焊条牌号烘干温度()烘干时间(小时)E4316J4263504001小时E4315J4273504001小时W707Ni3504001小时E0191016A1021501小时E019-10-16A1072501小时J427Ni3504001小时EniCrFe22001小时E123-13-16A3021501小时E1-23-13-15A3072501小时注:焊条烘干温度如厂家有规定按厂家规定执行。钢 号焊条型号焊条牌号焊丝钢号确认意见A53BE4316 E4315J426 J427H08Mn2SiA确认A333-6W707NiTGS1N确认A671-CC60,CL.3
3、3,W/S2,AT-51FS7J427Ni确认A312TP304E0-1910-16、E019-1015A102 A107H0Cr21Ni10确认A312TP304HE0-1910-16、E01910-15A102 A107H0Cr21Ni10300否则E308rA335P11E5515-B2R307H13CrMoA确认A691 11/4CR,CL.13R307确认(A312-TP304H)+(INCOLOY800)AWS A5.11 ENiCrFe-2AWS A5。14 ERNiCr3确认(A335-P11)+(INCOLOY800)AWS A5。11 ENiCrFe2AWS A5.14 E
4、RNiCr-3确认(A53B)+(A333-6)W707NiH08Mn2SiA确认(A53-B)+(A333-P11)E4315J427H08Mn2SiA确认(A53B)+(A312-TP304H)E1-2313-16 、E12313-15A302A307H1Cr24Ni13450确认(A53B)+(A312-TP304)E1-23-13-16 、E1-23-1315A302A307H1Cr24Ni13450确认(A53-B)+(316)E123-1316 、E1231315A302A307H1Cr24Ni13450确认(A312-TP304H)+(A182-F316H)E0191016、E0
5、-19-1015A102A107H0Cr21Ni10300确认(A312-TP304)+(A312TP304H)E0-19-10-16、E019-1015A102A107H0Cr21Ni10300确认(A3336)+(316)E1-23-13-16 、E1-23-1315A302A307H1Cr24Ni13450确认(A3336)+(A312-TP304H)E1-23-1316 、E1-2313-15A302A307H1Cr24Ni138m/s 氩弧焊风速2m/s;B、 相对湿度90% ; C、 下雨、下雪;7) 所有管道焊口焊后焊工应在焊缝附近50mm处用记号笔写上管线号,焊口号、焊工钢印号
6、,并在管道单线图上注明焊工钢印号,X光射线探伤的焊口也要在单线图注明。4 检 验1) 焊后焊工首先进行自检,发现缺陷立即修整。检查员进行专检时,如发现缺陷,立即标出,并责成该焊工修整。2) 焊缝及热影响区表面不得有裂纹、气孔、夹溅、飞溅和弧坑等缺陷.凡经打磨的焊缝,边缘应圆滑过渡.3) 焊缝宽度以各边超过坡口12mm为宜,且宽度差3mm。4) 焊缝余高为、级焊缝1+0。1b,且最大为3mm,、级焊缝1+0.2b且最大为5mm。5) 、级焊缝不允许咬边,、级焊缝咬边深度0。5mm,且连续咬边不得超过焊缝总长的10%,且100mm。6) 对无损探伤不合格的焊缝应在不合格部位立即返修,并由焊接联络员在管道单线图上注明,同一部位的返修不宜超过二次.7 / 71编制说明12编制依据13管道组对及焊接13.1材质及使用焊条焊丝13.2焊接方法23。3组对要求33.4焊接技术要求44检 验5大庆石化公司化肥厂合成氨装置扩能改造工程焊 接 工 艺 指 导 书编 制:审 核:批 准:标准化员:中国化学工程第十一建设公司2005年7月文中如有不足,请您指教!
 焊接工艺指导书合成氨
焊接工艺指导书合成氨